Холодное прессование сталей охватывает процессы холодного деформирования большой «жесткости», при которых величины деформации и напряжения на поверхности матрицы могут достигать очень высоких значений. Даже при обработке мягкой малоуглеродистой стали напряжения в матрице при прессовании с прямым истечением могут достигать 2400 Мн/м^ (240 кГ/мм^). Операции прессования обычно выполняют на быстроходном прессе, поэтому скорость скольжения обрабатываемого изделия по матрице очень велика и температура поверхности заготовки может достигать 300 °С. Все это предъявляет высокие требования к смазкам, используемым при холодном прессовании. Холодное прессование широко применялось в Германии во время второй мировой войны при производстве боеприпасов. В качестве смазки использовали фосфатное покрытие стали в сочетании с обычной смазкой. В современной практике отожженную и тщательно очищенную стальную заготовку погружают в водный раствор цинковых солей ортофосфорной кислоты, в результате чего на поверхности заготовки осаждается слой фосфата цинка. Затем заготовку погружают в ванну с реактивной смазкой, содержащей стеараты щелочных металлов. При этом образуются цинковое мыло и избыточный стеарат натрия, которые остаются на поверхности и образуют сухую пленку. Заготовки, обработанные таким образом, могут выдержать очень значительную величину деформации без нарушения целостности смазочной пленки. Фосфатный слой пластически течет вместе с обрабатываемым материалом и остается неповрежденным, даже когда нижележащий слой металла растягивается на 170 °С, Хотя используют относительно толстые пленки смазки, поверхность изделия обычно остается очень гладкой, главным образом, вследствие того, что контактные напряжения при прессовании достигают высоких значений. Одна из кампаний, производящих холоднопрессованные изделия, считает, что действие смазки улучшается при использовании инструментов (пуансоны для выдавливания стаканов) со слегка шероховатой поверхностью, но большинство изготовителей предпочитают хорошо полированный инструмент. Фосфатно-мыльную смазочную систему обычно используют только для холодного прессования стали. В отдельных случаях применяют добавочное нанесение дисульфида молибдена в виде порошка или консистентной массы непосредственно перед проведением операции деформирования. Это целесообразно производить в том случае, когда возможна приварка материала изделия к инструменту. Используя вышеописанный процесс, можно прессовать различные углеродистые и низколегированные стали. При обработке нержавеющих сталей фосфатирование заменяют оксалатированием. Для прессования циркония, титана и бериллия предложены различные конверсионные покрытия. Метод холодного прессования титана, предложенный институтом им. Баттела (США), предполагает использование фторфосфатного покрытия заготовки и смазки в виде смеси чешуйчатого графита в самовысыхающем гуммигуте [651. Другие цветные металлы, например алюминиевые и медные сплавы, обычно прессуют при более низких удельных давлениях; в этих случаях используют обычные смазки — парафины, сульфонированный жир, смеси жиров с графитом или дисульфидом молибдена.
Горячее прессование
Прессование — процесс горячего деформирования для производства изделий большой длины с равномерным поперечным сечением из литых слитков относительно большого диаметра^. Наиболее широко этот процесс используют для обработки алюминиевых и медных сплавов, но он может быть применен для обработки практически всех металлов — от мягкого чистого свинца до жаростойкой стали и тугоплавких металлов и сплавов. При прессовании развиваются высокие сжимающие напряжения, поэтому появление трещин в изделии менее вероятно, чем в других процессах. Удельные давления могут быть уменьшены в основном только повышением рабочей температуры. Высокие напряжения и высокие температуры предъявляют серьезные требования к смазке. При обычном прессовании с прямым истечением нагретый слиток помещают в цилиндрический контейнер, и металл проталкивается пуансоном через матрицу. Матрица может быть простой по форме (для прессования прутка плавно переменного, а также ступенчатого сечения как из литых слитков, так и из предварительно деформированных заготовок. Прим. ред. перевода. или полосы) или сложной (для прессования профиля со сложным поперечным сечением). ^ Приведенное определение существенно сужает возможные области применения процесса прессования, поскольку он используется также для производства изделий.
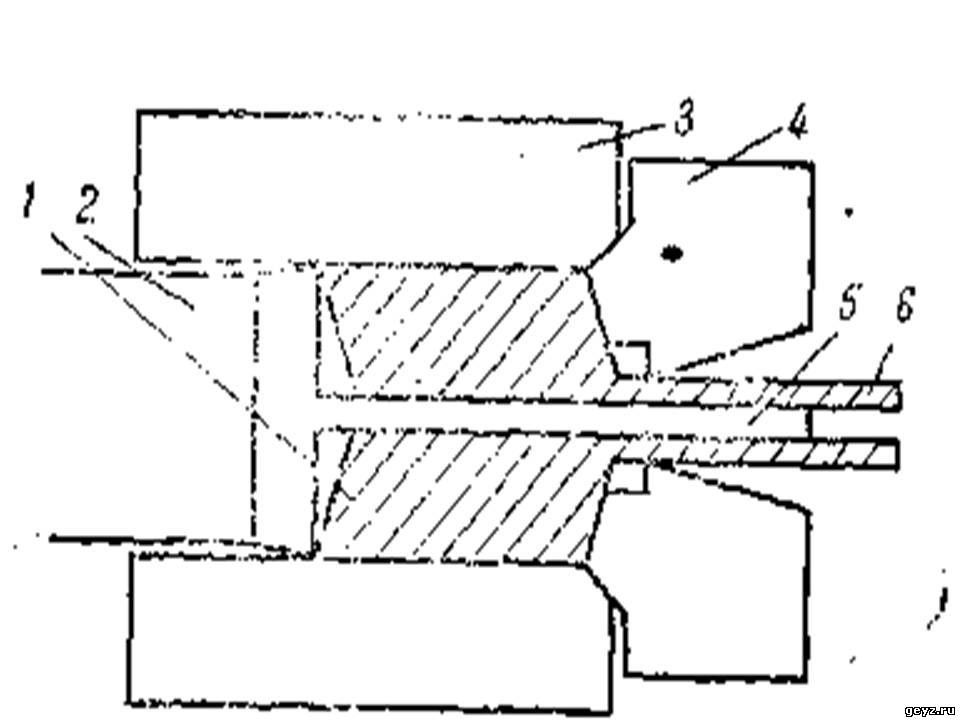
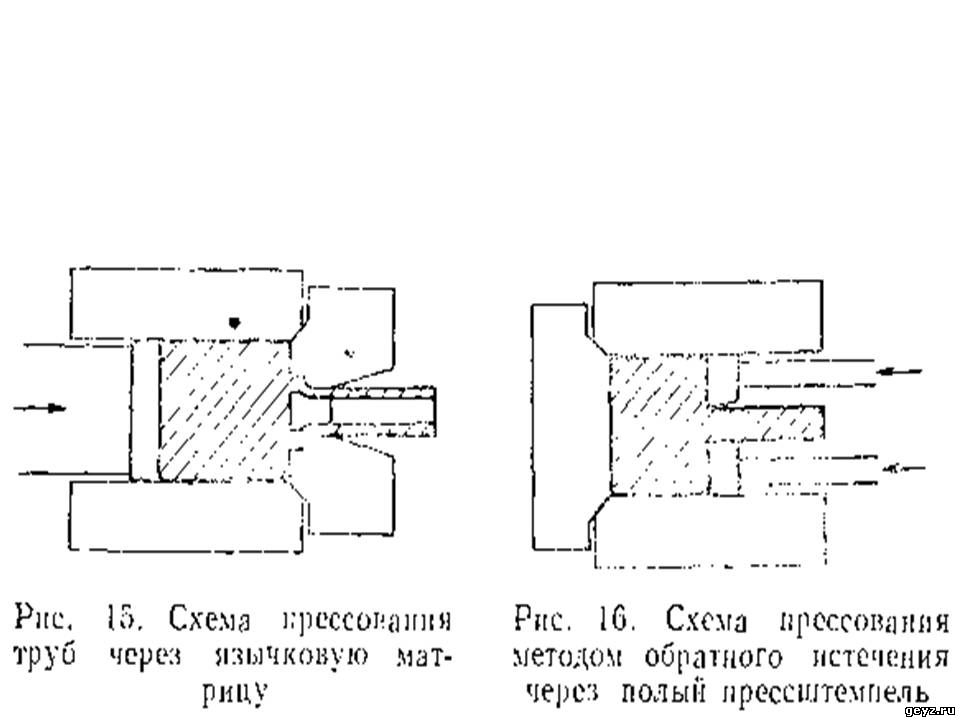
Прессованием в многоочковую матрицу несколько прессизделий могут быть получены одновременно. При прессовании труб и полых профилей игла, закрепленная в пуансоне^, проходит через слиток и образует полость в изделии (рис. 14). Другим методом изготовления полых прессизделий является прессование легко прессуемого материала через язычковую матрицу, в которой выдавливаемый материал разделяется на несколько отдельных потоков в передней части матрицы, затем потоки свариваются вокруг небольшой иглы в задней части матрицы (рис. 15). Рис. 14. Схема прессования труб с прямым истечением: 1 — заготовка; 2 — прессштемпель; 3 — контейнер; 4 - матричный узел; 5 — игла; 6 - прессизделие
Вариантами процесса прессования являются: прессование с обратным истечением, при котором один конец контейнера закрывается и металл заставляют течь в направлении обратном движению пуансона, поверх пуансона или по центру через полый пуансон (рис. 16); прессование с боковым истечением, иногда используемое для покрытия электрических кабелей оболочками из свинца или чистого алюминия; прессование профилей ступенчато переменного или плавно переменного сечения, при котором часть матрицы или игла могут перемещаться в ходе процесса; прессование прямоугольных слитков из плоского контейнера; если требуется тонкий и широкий профиль. Для получения плакированных прессизделий с тонким поверхностным слоем коррозионно стойкого металла используют прессование составных заготовок. Процесс прессования может быть использован также для получения сплошных полуфабрикатов из порошкового или гранулированного материала (производство полуфабрикатов из спеченного алюминиевого порошка). ^ Или в иглодержателе при прессовании на прессах с прошивкой системой. Прим. ред. перевода.
Во всех процессах прессования трение имеет важное значение. Оно влияет на общее потребное давление и на местные напряжения в матрице, контейнере и игле. Трение влияет на характер течения материала в контейнере и через матрицу и, таким образом, во многом определяет качество поверхности полуфабриката. От условий трения во многом зависит появление тех или иных дефектов полуфабриката. Трение может также весьма заметно влиять на механические свойства прессизделкя. Различные вопросы сложного процесса прессования рассмотрены в работах. Давление, необходимое для прессования, зависит от величины предела текучести материала при соответствующих скорости деформации и температуре и от общей величины деформации. Давление прессования увеличивается также вследствие того, что некоторое количество энергии уходит на так называемую «избыточную деформацию». С учетом этих факторов выражение для определения удельного усилия прессования приобретает вид: ^ На дополнительную деформацию, связанную с изменением направлений линий тока по ходу процесса. Прим. ред. перевода. Где Y — средняя величина сопротивления деформации материала; Ао и А — площади поперечного сечения заготовки и полуфабриката; а и б — константы.
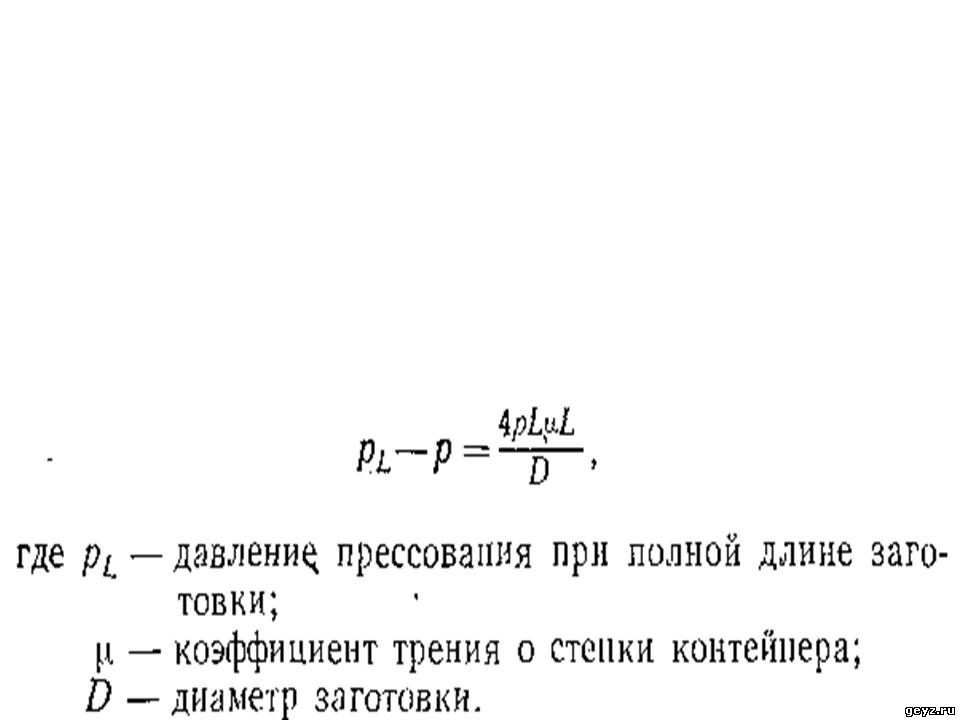
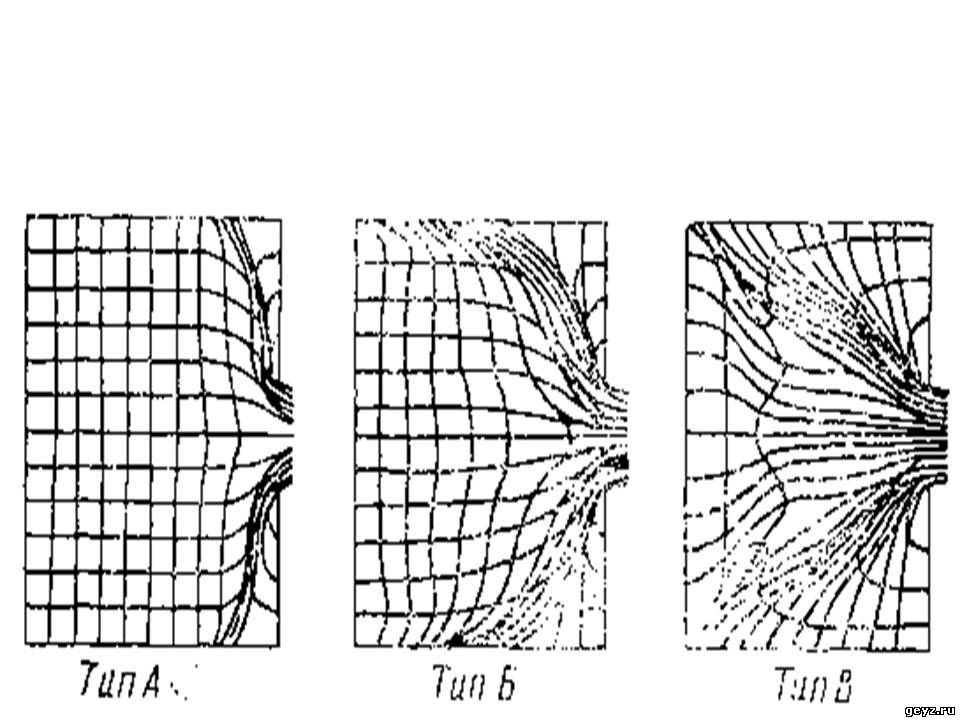
Величины а и б зависят от угла матрицы, величины напряжений трения, затрат энергии на дополнительную деформацию и др. Это уравнение довольно хорошо определяет минимальное давление прессования и пригодно для расчетов процесса прессования с обратным истечением, при котором заготовка неподвижна. При прессовании с прямым истечением, когда заготовка проталкивается через контейнер по направлению к матрице, требуется добавочное усилие, и к давлению прессования прибавляется составляющая, приблизительно выражаемая уравнением Это простое выражение пригодно только для небольших напряжений трения; эксперименты по холодному прессованию алюминия с ланолином в качестве смазки подтверждают уравнение и дают среднюю величину [X около 0,02. При сухом трении, которое часто наблюдается при горячем прессовании, процесс более сложен; тем не менее легко представить, что дополнительное давление прессования быстро возрастает с увеличением длины заготовки. При прессовании с прямым истечением давление прессования растет до пиковой величины в момент начала истечения металла из матрицы и постепенно падает до минимальной величины по мере выпрессовки изделия. В конце процесса давление вновь начинает возрастать вследствие высоких напряжений трения, появляющихся, когда от заготовки остается прессостаток в виде тонкого диска. Высокое пиковое давление в начальный момент прессования является существенным недостатком. Пиковые давления могут привести к тому, что усилие lipecca будет недостаточно для проведения операции, кроме того, они могут вызвать очень высокие напряжения в йнструменте и привести к его значительному износу и искажению. Поэтому большие преимущества дает нанесение смазки на поверхность раздела заготовки и контейнера, которое используют, если только этому не противодействуют другие факторы. При прессовании труб, аналогично изложенному, игла испытывает значительные растягивающие напряжения, вызываемые текущим металлом. Чтобы предупредить это, иглу перед прессованием обильно смазывают, а также иногда охлаждают изнутри. Характер течения металла при прессовании является второй важной особенностью процесса, на которую влияет трение. Рис. 17. Типы истечения металла при прессовании с прямым истечением
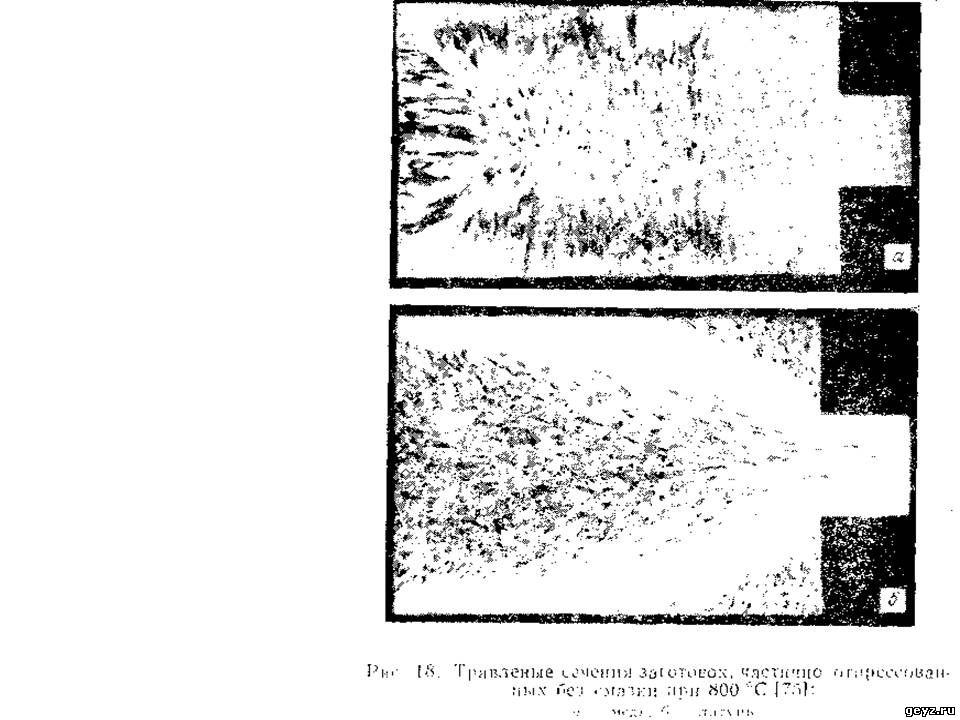
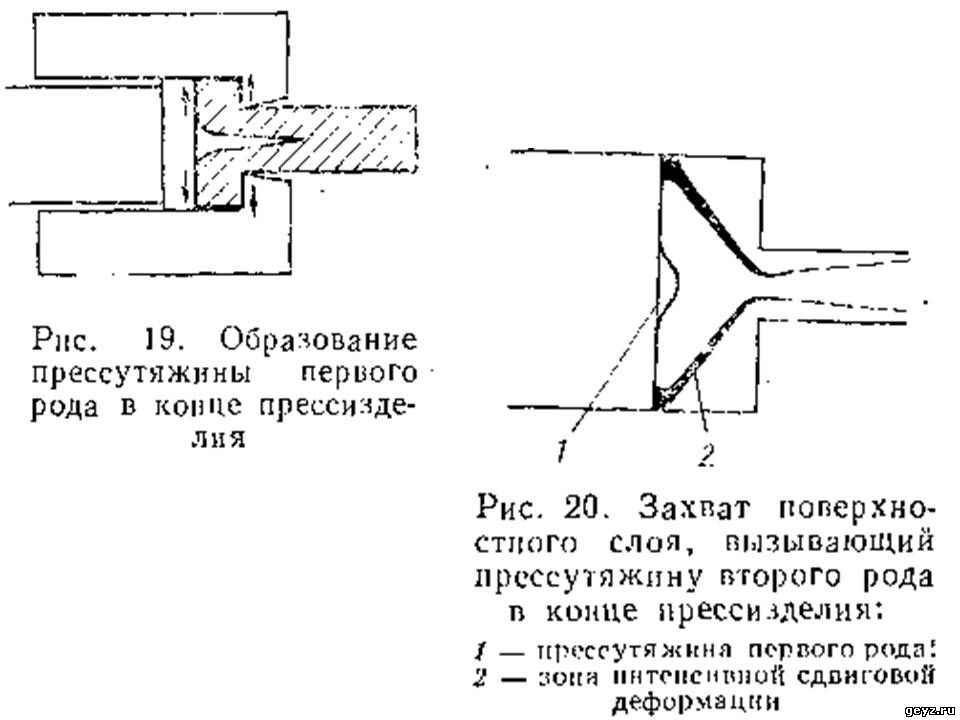
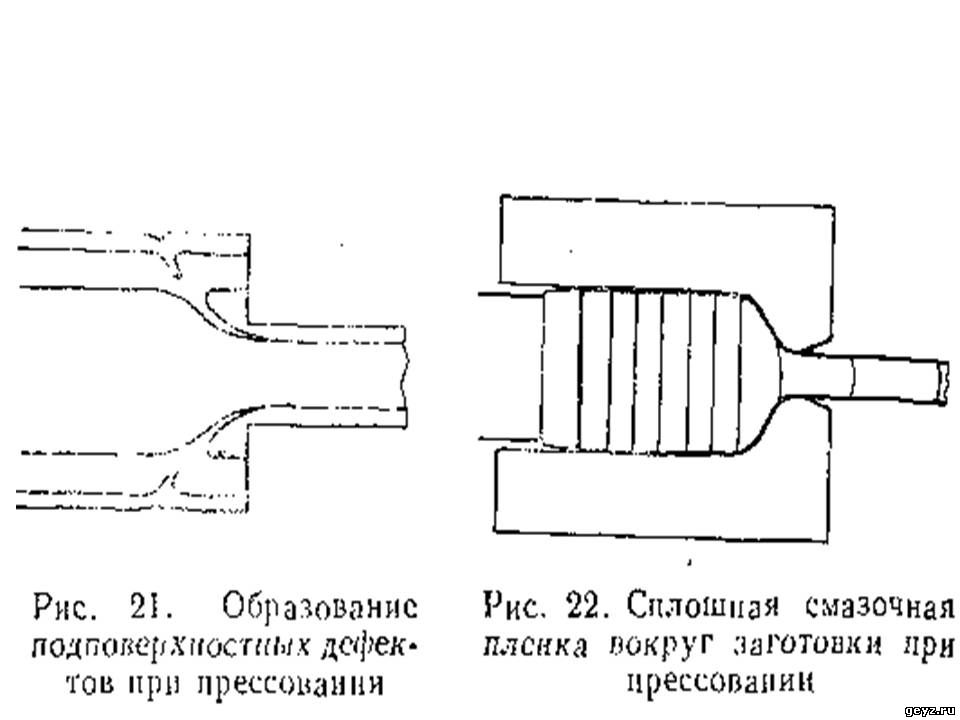
Пирсон предлагает классифицировать виды течения металла на три типа. Эти типы течения схематически изображены на рис. 17, который показывает, каким образом прямоугольная координатная сетка, нанесенная на плоскость заготовки, искажается в каждом случае. Следует отметить, что общие картины течения больше зависят от трения на контактных поверхностях заготовка — контейнер, чем от трения на поверхности матрицы. Тип Л характеризует течение металла при прессовании со смазкой. Искажений в заготовке не наблюдается до тех пор, пока она скользит по контейнеру вплоть до зоны вблизи матрицы. Затем имеет место сдвиг по конической поверхности, и в углах контейнера образуется мертвая зона. Тип Б отражает характер течения металла при прессовании без смазки; трение столь велико, что напряжения трения у стенок контейнера достигают предела текучести материала на сдвиг и сдвиговая деформация происходит по всей поверхности заготовки. Периферийная сдвиговая зона соединяется со сдвиговой зоной у входного угла матрицы и вызывает большую неравномерность деформаций в полуфабрикате. Течение металла типа В, наблюдаемое при горячем прессовании прочных латуней, является модификаций течения типа Б и вызывается охлаждением поверхностных слоев горячей заготовки при контакте с относительно холодным контейнером. Поверхностные слои, таким образом, упрочняются и заставляют сдвиговые зоны в заготовке перемещаться навстречу более горячим внутренним участкам. В работе высказано предположение, что большая часть различий в характере течения при горячем прессовании медных сплавов может быть объяснена изменением температуры и вследствие этого изменением прочности материала в процессе деформации. Это является, однако, неполным объяснением, поскольку, без сомнения, между медью и латунью имеется разница в характере трения при высоких температурах. Испытания кольца на сжатие показали, что при штамповке окисленных медных образцов коэффициент трения невелик (0,3 и менее при 800 °С), тогда как при штамповке латуни с содержанием цинка более 10% возникает сухое трение. Эти наблюдения находятся в соответствии с картинами течения, наблюдаемыми при горячем прессовании (рис. 18). Картина травленого сечения частично прессованного медного слитка соответствует типу течения А по Пирсону, в то время как характер течения металла при прессовании латунного слитка соответствует типу Б, что и ожидалось, исходя из величины коэффициента трения. Характер течения при прессовании представляет практический интерес, поскольку некоторые виды течения могут сопровождаться появлением дефектов. Основные дефекты могут быть систематизированы следующим образом. а. Дефекты заднего конца. Эти дефекты часто рассматривают вместе и называют просто прессовыми дефектами. Наиболее очевидный дефект — развитие колоколообразной полости (прессутяжины) в прессизделии. Он образуется, когда прессование производят столь полно, что от заготовки в контейнере остается только тонкий диск. Силы трения, действующие в направлениях, показанных стрелками на рис. 19, ограничивают движение металла к центру, за счет чего образуется полость. YiMeHbuieHHe трения с помощью смазки ограничивает образование прессутяжины так, что в отход идет меньшая доля полуфабриката. Другой дефект в задней части прессизделия вызывается окислением торцовой поверхности заготовки. Он прежде всего обнаруживается в виде изолированных цепочек окисла, расположенных не очень глубоко под поверхностью (когда выпрессовано около 80% слитка), и превращается в непрерывную кольцевую окисную пленку, сходящуюся к центру по мере развития процесса. При характере течения типа Б этот дефект возникает вследствие того, что металл наружной поверхности заготовки затормаживается силами трения на поверхности раздела заготовки и контейнера, а металл внутри заготовки течет быстрее. В конце прессования (рис. 20) с наибольшей локальной скоростью движется металл из задних углов заготовки; материал в передних мертвых углах и на поверхности пуансона истекает с большим трудом вследствие затормаживающего действия сил трения. Окислы и загрязнения с поверхности заготовки втягиваются в этот поток быстро текущего металла (особенно если поверхность заготовки имеет неровности) и проявляются в прессизделии. По мере продвижения пуансона вперед металл мертвой зоны в углах начинает течь, и это вызывает строчки дефектного материала вблизи центра. Вследствие появления указанных дефектов на заднем конце прессизделия необходимо оставлять некоторое количество материала недопрессованным в контейнере, а также обрезать и исследовать задний конец полуфабриката для того, чтобы гарантировать удаление дефектного металла. Общее количество отходов по этой причине может составлять 20% первоначального объема заготовки. Дефекты заднего конца в значительной мере зависят от напряжений трения и поэтому появляются гораздо чаще яри истечении металла по типу Б, чем по типу А. Эти дефекты очень значительны при прессовании без смазки латуней и алюминиевых сплавов, но ими можно пренебречь при прессовании меди и сплавов с высоким содержанием меди, окалина которых представляет хорошую смаз- ку. б. Подповерхностные дефекты. Эти дефекты появляются из-за наличия инородных включений на наружной поверхности заготовки, которые в процессе деформации внедряются в прессизделие. Частицы окислов, загрязнений и смазки (при использовании последней) захватываются с поверхности прессизделия и в неблагоприятных случаях- могут вызвать появление плен почти по всей длине прессизделия. Причиной их появления является нарушение нормальных условий течения в контейнере — на этот раз на переднем конце заготовки. При характере течения типа А поверхность заготовки в процессе прессования скользит по контейнеру. В идеальном случае наружные слои заготовки могли бы просто утолщаться, но оставаться в контейнере до конца процесса. Зоны быстрого течения металла, ведущие от периферии к матрице, однако, захватывают некоторый поверхностный слой, как показано на рис. 21, и вносят его в прессизделие. Затрудненная подача металла из мертвых зон приводит к тому, что этот окисленный материал появляется под поверхностью полуфабриката. Начальный этап возникновения этого дефекта показан на рис. 19, а. Можно избежать обоих видов дефектов — концевых и подповерхностных путем соответствующего профилирования матрицы и контейнера, а также созданием сплошной смазочной пленки вокруг всей заготовки, как показано на рис. 22. Однако для медных и алюминиевых сплавов такая пленка существенно снижает качество поверхности прессизделия. Для получения блестящей поверхности, требуемой для изделий из цветных металлов, обычно смазку на поверхность заготовки не наносят. Для алюминиевых сплавов используют контейнер с плоским торцом или плоскую матрицу, при этом поверхность прессизделия образуется из материала, первоначально находившегося в теле заготовки (такая конструкция матрицы обеспечивает также самое низкое давление прессования). Применение смазки заготовки в этих условиях могло бы привести к увеличению неравномерности течения металла вблизи матрицы и, следовательно, к появлению большего числа отслоений. Устранение смазки еще более существенно при прессовании труб через язычковую матрицу — сварка может не произойти из-за наличия поверхностных загрязнений. Медные и титановые сплавы, которые прессуются при более высоких температурах, чем алюминий, необходимо прессовать через радиально-конические матрицы. Медь с характером течения типа А более склонна к подповерхностным дефектам; латунь с характером течения типа Б более подвержена дефектами наружного типа. Для каждого материала нанесение смазки на боковые поверхности заготовки увеличивает возможность попадания посторонних веществ в прессизделие. Чтобы увеличить выход годного при прессовании медных сплавов, часто используют метод, действие которого почти противоположно нанесению смазки. Он называется «прессование с рубашкой» и заключается в использовании прессшайбы с диаметром, меньшим диаметра канала контейнера. Тонкая оболочка металла с окисленной поверхностью остается, таким образом, в контейнере непропрессованной. Применение этого метода уменьшает, но не устраняет полностью условий возникновения дефектов. Поскольку имеются потери металла на «рубашку», а также значительные потери времени на очистку контейнера от «рубашки», есть основания отказаться от этого метода и использовать усовершенствованные методы нагрева для уменьшения окисления и образования окалины. Характер течения металла при прессовании, кроме его влияния на возникновение дефектов, весьма важен и для других свойств полуфабрикатов. Изменения в характере течения могут привести к заметным изменениям структуры и свойств прессизделия. Это влияние довольно сложно, но в основных чертах заключается в следующем: прессование с непрерывной смазкой в коническую матрицу дает изделие, которое более или менее равномерно деформировано. При истечении по типу А получается полуфабрикат, который имеет более значительные деформации по наружной части изделия, чем по внутренней; в еще большей степени это относится к истечению типа Б. При холодном прессовании изменения в величине деформации по сечению приводят к тому, что наружные слои прессизделия значительно прочнее и тверже, чем центральные области. В высокопрочных алюминиевых сплавах, в частности, внешние слои прессизделия могут иметь значительно лучшие свойства, чем внутренние. Эти свойства выше, чем свойства горячекованого или горячекатаного изделия из того же сплава (явление, известное как прессэффект) [76]. Чтобы получить это преимущество, необходимо обеспечить характер течения без смазки типа Б. К сожалению, тяжело сдвигающиеся наружные зоны металла, которые обеспечивают особенно высокие механические свойства изделия, вызывают нестабильность его структуры. При определенных условиях горячего прессования (зависящих от состава сплава) в этих зонах может произойти рост зерна металла. Этот повышенный рост зерен может произойти либо при прессовании, либо при последующей термической обработке изделия. Это не только устраняет повышение механических свойств, но и приводит к понижению их. Таким образом, тип течения при использовании смазки дает преимущества, обеспечиваемые прессэффектом, а истечение типа Б без смазки позволяет улучшить свойства изделия, хотя в этом случае возможно увеличение размера зерна. Необходимо в каждом отдельном случае выбирать тот или иной способ прессования. При прессовании высокопрочных алюминиевых сплавов обычно используют второй метод.
^ На практике обычно наблюдается обратное. Ввиду того, что в поверхностных слоях, как претерпевших большие величины деформаций, после термической обработки не сохраняется нерекристаллизованная структура, прочностные (а часто и пластические) характеристики поверхностных слоев ниже, чем центральных.
Из этого краткого обсуждения можно прийти к выводу, что использование, смазки при горячем прессовании является сложным вопросом. Только когда принято основное решение — прессовать со смазкой или без нее, можно выбирать нужный состав смазки и метод ее нанесения. При высокотемпературном прессовании сталей и тугоплавких сплавов смазка необходима не столько для уменьшения трения, сколько для обеспечения теплоизолирующего слоя д;ля защиты инструмента. Для прессования при более низких температурах сначала необходимо определить требуемый характер течения, а затем выбрать тип смазки. Смазка поверхности матрицы должна рассматриваться отдельно от смазки контейнера. При горячем прессовании используют всего несколько видов смазки. Органические материалы менее пригодны для смазки при горячем прессовании, чем при горячей ковке, вследствие того, что время контакта в первом случае больше и может произойти полное разрушение смазки. Возможными смазками для горячего прессования являются графит; дисульфид молибдена; масла; компаундные смазки (содержащие одно или два смазочных вещества, и обычно наполняемые твердыми веществами, подобными глине или алюминиевым чещуйкам); расплавленные соли и стекла. При отсутствии добавочной смазки естественный окисел па поверхности заготовки также может служить смазкой. Алюминиевые сплавы обычно прессуют без смазки через плоскую матрицу и с высокими скоростями для получения блестящей поверхности. Чем более прочен алюминиевый сплав, тем ниже должна быть скорость прессования. Обычно смазка заготовки не производится, смазывается только поверхность матрицы. Обработка матрицы в основном та же самая, что и при горячей ковке: новые полированные матрицы предварительно покрывают графитом, и добавочный графит в соответствующем веществе-носителе с помощью кисти или сиреерного устройства наносят перед каждым прессованием. Смазки надо наносить тонким слоем, иначе возможно образование дефектов на поверхности изделия. Нанесение смазки с помощью спреера под давлением имеет некоторые преимущества. В работе указывается, что смазки, содержащие графит и термореактивные компаунды или другие связующие агенты, пригодны для создания связанных сухих пленок на матрице, используемой для прессования алюминия. Также применяют подсушивание смазки на заготовке перед помещением ее в пресс. Для достижения равномерного характера течения при прессовании алюминиевых сплавов наиболее эффективным методом является покрытие боковой поверхности заготовки и переднего торца слоем мягкого алюминия. В этом случае достигается изменение характера течения от типа Б до характера течения, соответствующего прессованию со смазкой. Заготовку покрывают тонкой пленкой алюминия, любое неполное покрытие вследствие местного нарушения смазочного слоя приводит к резкому снижению качества поверхности. Прессование по этому методу производят в контейнере с коническим торцом. Прессование в контейнере с плоским торцом может привести к быстрому развитию характера течения, показанного па рис. 22, с одним алюминиевым слоем на поверхности и другим под поверхностью прессизделия. Медь, как указывалось ранее, показывает при прессовании характер течения типа А по Пирсону, при этом поверхностные окислы действуют как эффективная смаз¬ка. Латуни с более низким содержанием меди имеют характер истечения типа Б. Обычно для каждого из этих материалов применяют умеренное нанесение смазки на поверхность матрицы. При этом графит является единственной широко используемой смазкой; его вводят в тяжелое масло или консистентную смазку, которая наносится па горячую матрицу. При прессовании труб иглу обычно охлаждают и смазывают с помощью кисти легким маслом, содержащим графит. Когда применяют метод прессования с рубашкой, иногда используют нанесение тонкого слоя графита на поверхность контейнера для облегчения последующего удаления рубашки. Сравнительно легкопрессуемые никель и никелевые сплавы, например монель и инконель, обычно смазывают смесью графита с маслом. При этом способе прессизделие имеет высокое качество поверхности. Те же смазки-используют и при прессовании легированных сталей (например, нержавеющих), титана, бериллия без оболочки и некоторых других редких металлов, которые прессуют в стальной оболочке. Графитсодержащие смазки с добавками дисульфида молибдена и глины или алюминиевых чешуек можно использовать для самых легких операции прессования. При более жестких условиях заготовку необходимо покрывать медью перед прессованием, как это делают для бериллия и титана. Титан имеет значительную склонность к схватыванию с инструментом, поэтому его можно помещать в оболочку из мягкой стали, которая в свою очередь покрывается медью. Сталь предупреждает диффузию меди в титан. Для более тяжелых операций и особенно при производстве длинных изделий большие преимущества имеет процесс Сежурне, заключающийся в использовании в качестве смазок стекол. Этот метод широко используют для прессования сталей, высокотемпературных никелевых сплавов, титана, циркония, молибдена и вольфрама. Молибден и вольфрам прессуют при 1800—2000 °С, при этих температурах графит перестает быть эффективной смазкой. Процессы прессования со стеклосмазкой основаны на нагреве заготовки в инертной атмосфере или в соляной ванне, последующем покрытии боковой поверхности стеклом и обертыванием заготовки в стеклянную ткань. Шайба из стекловолокна или спрессованного стеклянного порошка помещается между заготовкой и матрицей. При прессовании труб на иглу надевают «чулок» из стеклоткани или рассеивают внутри полого слитка стеклянный порошок. Прессование через коническую или радиальную матрицу обеспечивает характер истечения со сплошной смазочной пленкой, схема которого показана на рис. 23. Скорость прессования должна быть согласована до известной степени со скоростью размягчения и плавления стекла. Состав стекла должен обеспечивать требуемые характеристики текучести при температуре прессования. Необходимо, чтобы стекло имело малую теплопроводность для создания эффективной теплоизоляции. Растущее использование стеклосмазки в промышленности привело к различным улучшениям, особенно процесса прессования стали. Нагрев заготовки в настоящее время обычно производят в индукционных печах промышленной частоты. Дорогостоящие стеклоткани заменены стеклянным порошком, обычно накатываемым на горячую заготовку. Иногда нанесение порошка производят спреерным устройством перед нагревом, причем порошок находится в виде суспензии в соответствующих носителе II связующем веществе. Удаление стекла с поверхности изделия методами травления во фтористоводородной кислоте или дробеструйной обработки становится менее трудоемким процессом по мере усовершенствования методов прессования, обеспечивающих более тонкий остаточный слой покрытия. Дальнейшее усовершенствование удаления смазки, очевидно, может быть обеспечено при замене кристаллических минеральных стекол соответствующими некристаллическими веществами. Такие улучшенные смазки можно будет использовать в более широком диапазоне температур, чем соответствующие стекла. Установка современных высокоскоростных мощных прессов привела к возврату к смазкам на основе графита для некоторых сталей. Графит менее эффективен, чем стекло, как смазка и теплоизолятор, но, сведя время контакта между горячим металлом и инструментом к минимуму, графитовые смазки можно использовать с определенным успехом. Очевидно, что для горячего прессования ни стекло, ни графит не являются идеальными смазками. Замечания Элкана можно суммировать следующим образом. Стеклосмазки в настоящее время более дороги, чем графитовые, остаточное стекло трудно удалять (особенно с внутренней поверхности труб) и скорость прессования ограничена скоростью плавления стекла. Графитная смазка приводит к большому износу и более пригодна для производства коротких прессизделий; ее применение может вызвать поверхностное науглероживание стали. Поэтому в настоящее время представляет интерес изыскание более совершенных смазок для высокотемпературного прессования.