Главная » 2014 » Июль » 25 » Анализ допусков и размерные цепи при сборке машин.
21:34
Анализ допусков и размерные цепи при сборке машин.
АНАЛИЗ ДОПУСКОВ И РАЗМЕРНЫЕ ЦЕПИ
Современный этап в развитии советского машиностроения характеризуется значительным ростом производства высокопроизводительных и точных машин. Одновременно с этим происходит непрерывное улучшение качественных показателей, находящее свое конечное выражение в снижении себестоимости и увеличении надежности и срока службы машин в эксплуатации. Основной предпосылкой качественной и высокопроизводительной сборки является изготовление деталей с заданной точностью сопрягаемых размеров, определяемой установленными допусками. Величины допусков на неточность изготовления, номенклатура соответствующих классов точности и посадок должны выбираться в зависимости от рода и назначения того или другого механизма, с учетом всех производственных возможностей предприятия. Методика назначения допусков в элементах конструкции машин сводится обычно к одному из двух следующих вариантов: либо назначают допуски на все составляющие элементы механизма требуется определить его результативную неточность на выходном звене, либо заданной является результативная погрешность механизма и требуется распределить ее наилучшим образом по составляющим звеньям, т. е. так, чтобы получить заданную точность с наименьшими производственными затратами. Если при проектировании какой-либо машины с относительно невысокой точностной характеристикой (грузоподъемного крана, дробилки и т. п.) при назначении допусков на детали можно опи-раться на аналогии и общепринятые нормы, то при проектировании точных приборов и машин необходимо производить расчет допу-сков, влияющих на конечную погрешность механизма.
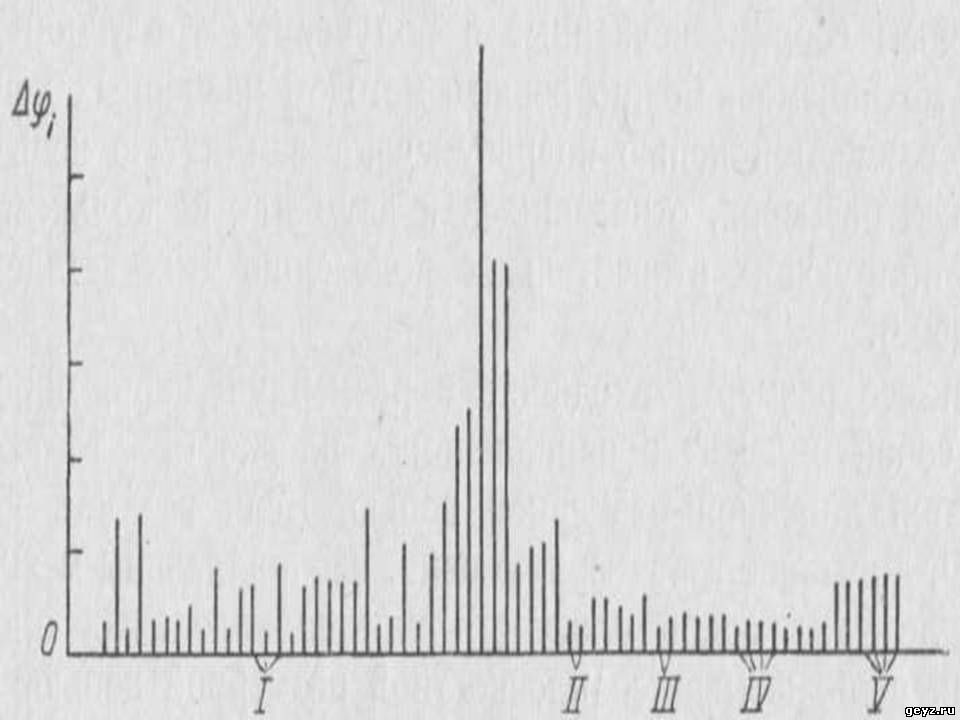
Фиг. 5. График составляющих ошибок положения ведомого звена.
Римскими цифрами указаны классы точности деталей, остальные значения даны по допускам, обозначенным на чертежах деталей.
За последнее время опубликовано несколько крупных работ, выполненных советскими учеными, на базе которых может быть разработана и внедрена методика точностного расчета в различных отраслях машиностроения. Однако здесь необходимо отметить, что до настоящего времени в ряде случаев встречается еще необоснованное применение классов точности и допуски рассчитывают или «на глазок» или вообще не производят систематического расчета всех допусков, влияющих на общую погрешность механизма. По данным Н. А. Бородачева на фиг. 5 приведен график подсчета ошибки положения ведомого звена цепи лер, вызванной первичными ошибками (неточностями) составляющих звеньев. По оси абсцисс здесь отложены порядковые номера первичных ошибок, по оси ординат — значения Дер,. Как видно из графика, значения конечной ошибки Дер, получились настолько пестрыми, что даже элементарное упорядочение допусков могло бы уменьшить общую ошибку путем назначения более рациональных допусков для составляющих звеньев. Так, например, для наиболее малых значений Аср,, соответствующих допускам высоких классов точности, целесообразно допустить некоторое увеличение (если назначение этих допусков не вызвано какими-либо специальными соображениями), оставляя " все же эти значения ошибок ниже среднего уровня остальных ошибок Дер. С другой стороны, некоторые особо большие значения Дер, соответствующие грубым допускам или вызванные отсутствием допусков, следует уменьшить посредством назначения более высоких классов точности. Данный анализ показывает, что при систематическом обосновании каждого назначаемого допуска путем расчета, можно прийти к более устойчивым показателям погрешности положения ведомого звена в механизме. Вопросы сборки, связанные с получением требуемой точности работы механизмов, можно решать методом размерных цепей. Под размерной цепью подразумевают замкнутую цепь взаимно связанных размеров, относящихся к двум или нескольким деталям и координирующих относительное положение этих деталей в узле (механизме). Если все размеры, входящие в размерную цепь, параллельны между собой и лежат в параллельных плоскостях, то такая цепь называется линейной размерной цепью. Если все или некоторые размеры, входящие в размерную цепь, непараллельны между собой, но все лежат в одной плоскости или параллельных плоскостях, то такая цепь называется плоскостной размерной цепью. И, наконец, если все или некоторые размеры непараллельны между собой и лежат в непараллельных плоскостях, то такая цепь называется пространственной. При сборке деталей наиболее распространенными являются плоскостные размерные цепи (линейные и угловые), которые относятся к группе одномерных размерных цепей. Решение размерной цепи производится путем составления уравнения номинальных размеров и построения геометрической схемы цепи для удобства анализа и расчета допусков. Когда размерная цепь является линейной, то уравнение номинальных размеров имеет вид
Если в размерной линейной цепи замыкающим звеном является зазор Д (или натяг), то допуск этого зазора &д (разбег) должен рассматриваться как всякий другой допуск 8, входящих в цепь разме-ров, причем сумма допусков составляющих размеров равна допуску замыкающего звена. Эта последняя зависимость выражается следующей формулой:
При расчете допусков в сложных размерных цепях необходимо учитывать две особенности: 1) если общая размерная цепь состоит из нескольких размерных цепей, лежащих в параллельных плоскостях, то каждую цепь следует строить и анализировать отдельно; при окончательном результате отдельные размерные цепи (называемые промежуточными) объединяются, накладываясь при проектировании на общую плоскость, образуя основную размерную цепь; .2) сборочные элементы, лежащие в параллельных плоскостях, конструктивно соединяются в общий узел или комплекс при помощи крепежных деталей. Между поверхностями крепежных деталей и сопряженных отверстий имеются зазоры, влияющие на взаимное расположение сборочных элементов; эти зазоры должны быть также учтены при наложении составляющих размерных цепей.
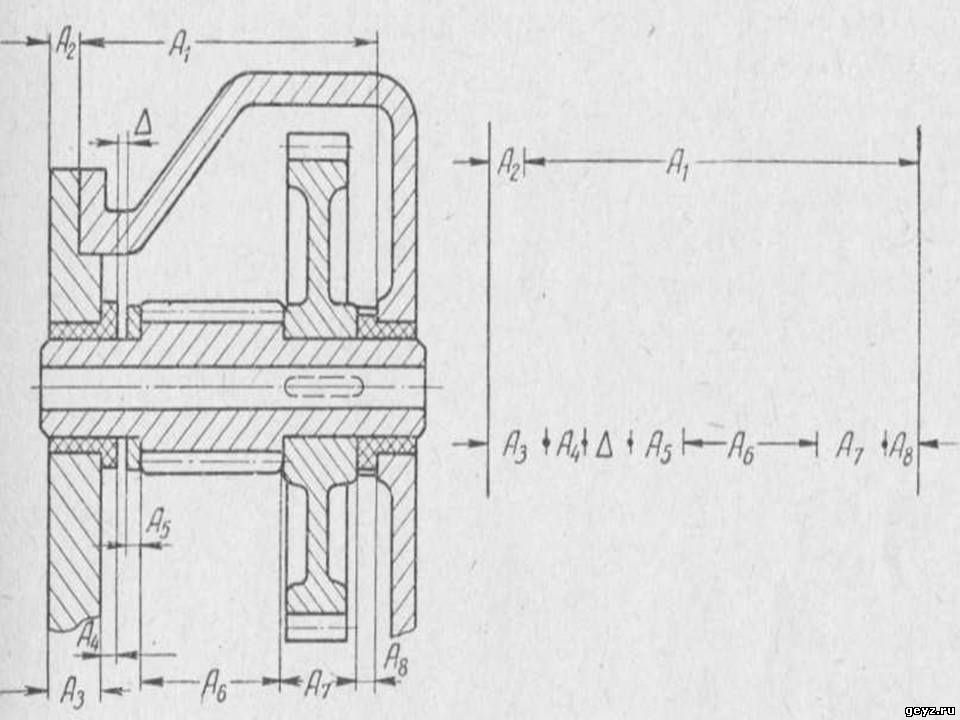
Фиг. 6. Конструктивная схема коробки скоростей и график размерной цепи узла зубчатой передачи коробки скоростей.
Расчет допусков размерной цепи обычно имеет целью решение одной из трех следующих задач: 1) рассчитать допуск замыкающего звена по установленным допускам всех составляющих звеньев цепи; 2) найти наиболее рациональные значения допусков составляющих звеньев цепи по установленному допуску замыкающего звена (обычно называемого в этом случае исходным); 3) рассчитать наиболее рациональное сочетание допуска замыкающего звена и допусков остальных звеньев размерной цепи исходя из общих требований к собираемому механизму (узлу). На фиг. 6 приведена конструктивная схема узла зубчатой пере-дачи коробки скоростей и составленный по ней график размерной цепи, где зазор Л, входящий в размерную цепь, должен быть выдержан в установленных пределах. Отклонение зазора Л обусловливает отклонения (погрешности) остальных размеров цепи.
Рассматривая размерную цепь, состоящую из звеньев, устанавливаем, что необходимый долевой зазор Л может быть получен одним из следующих методов: 1) изготовлением размеров Ai-s с требуемой точностью; 2) подбором размеров 1—s из деталей, изготовленных в соответствующем избытке против количества, требуемого для сборки; 3) изготовлением размера Л4 несколько большим необходимого, с последующей пригонкой его при сборке; 4) изготовлением набора дополнительной детали (кольца) различной толщины с последующим подбором (изменяя размер Аъ, можно получить необходимую величину зазора л). Ниже мы рассмотрим на основе анализа размерных цепей важнейшие методы сборки.