Главная » 2012 » Март » 20 » Конструкция,схема,принцип работы и устройство дуговой сталеплавильной печи.
14:04
Конструкция,схема,принцип работы и устройство дуговой сталеплавильной печи.
Дуговые сталеплавильные печи
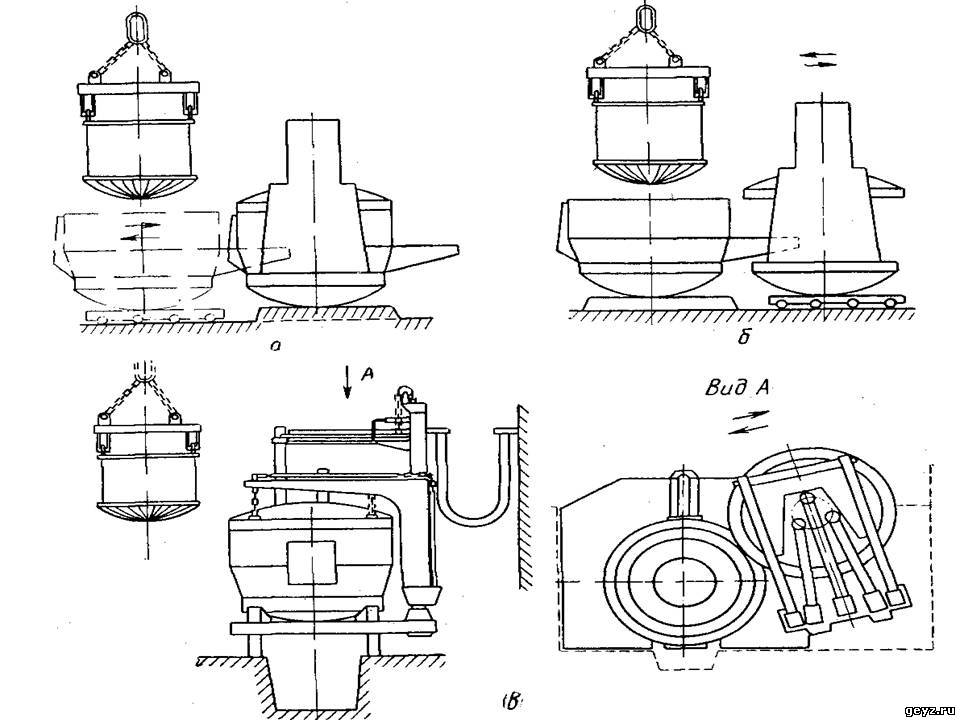
Дуговые сталеплавильные печи емкостью 5 т и выше строят только с механизированной завалкой шихты, загружаемой сверху бадьей за один-два приема. Преимущества печей, загружаемых сверху, следующие: возможность заполнять шихтой почти все рабочее пространство печи, применять крупногабаритный лом и рационально размещать его в печи, сократить паузы между выпуском и началом следующей плавки. В результате повышается производительность печей и уменьшается расход электроэнергии. Существуют следующие конструкции дуговых сталеплавильных печей, загружаемых сверху (рис. 61): 1) с выкатывающимся в печной пролет корпусом (портал с поднятым сводом и электродами остается на месте); 2) с выкатывающимся в сторону сливного носка корпусом (их иногда применяют в литейных цехах); 3) с выкатывающимся порталом (портал выкатывается в разливочный или печной пролет); 4) с поворачивающимся сводом (свод с электродами поднимается и отводится в сторону, открывая рабочее пространство печи). С момента появления дуговых электропечей конструкции их претерпели значительные изменения, которые были вызваны с одной стороны, систематическим укрупнением печных агрегатов, а с другой — общим техническим прогрессом в области электрометаллургии. РИС. 61. Схемы электропечей, загружаемых сверху: а — печь с выкатывающимся корпусом; б — печь с выкатывающимся порталом; г — печь с поворачивающимся сводом
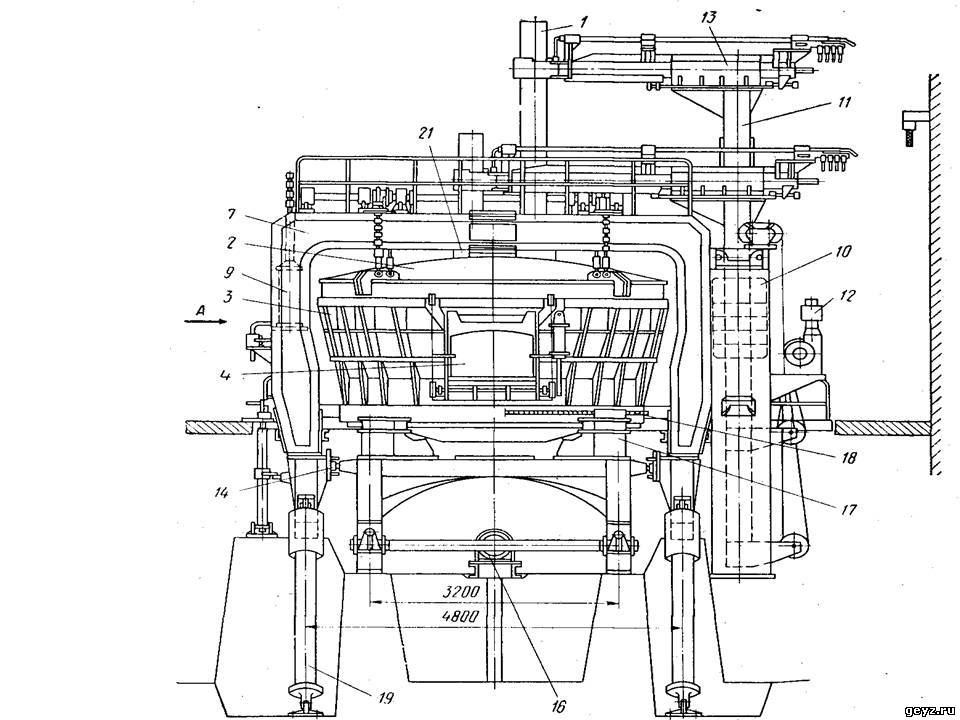
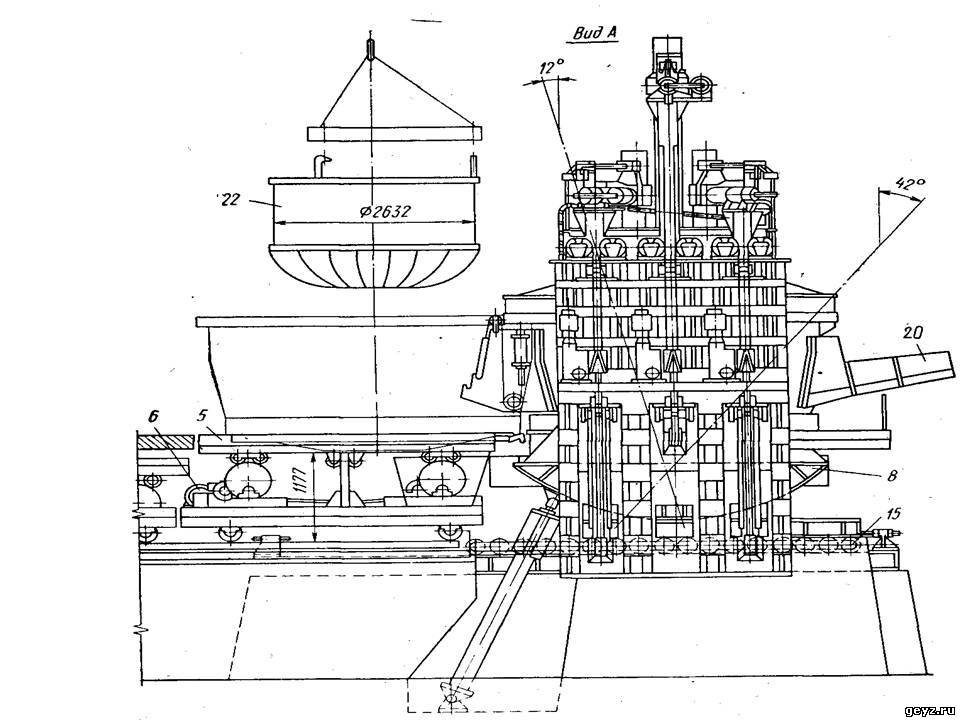
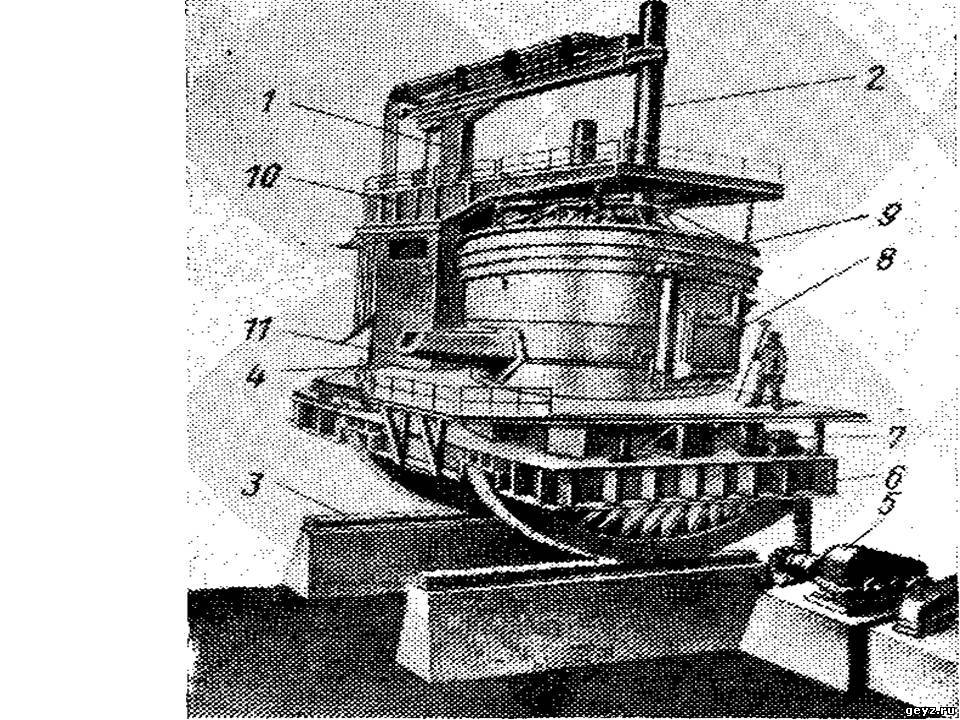
Значительные изменения были внесены в конструкцию больших печей. Эти печи начали выполнять с механизированной верхней загрузкой — вначале с выкатывающимся корпусом (серии ДСВ) и с отворачивающимся сводом (серии ДСП). Луговые печи серии ДСВ. На отечественных заводах качественной металлургии в основном применяют дуговые сталеплавильные печи с выкатом корпуса серии ДСВ двух систем — с гидравлическим и электрическим приводами. На рис. 62 показан общий вид печи серии ДСВ с гидравлическим приводом выката корпуса. Для загрузки печи сверху электроды 1 и свод 2 поднимают, а корпус (ванну) печи 3 выкатывают в сторону рабочего окна 4. При этом установленную перед печью передвижную платформу 5 опускают электроприводом 6 и перемещают под перекрытие рабочей площадки цеха. Основные несущие металлоконструкции печи портал 7 и двух-секторная люлька 8. К порталу на четырех цепях подвешен футерованный кирпичом свод 2, его поднимают гидравлическим цилиндром 9. Питание гидроприводов наклона и выката ванны осуществляется от специальной маслонапорной установки. На портале со стороны трансформаторного помещения установлены шахты 10, в которых размещены колонки 11 (телескопические стойки) механизмов вертикального перемещения электродов с электрододержателями 13 и электрическими приводами 12. Кожух печи укреплен на качающейся люльке 8, два сектора которых установлены на подвижных балках, перемещающихся на роликах подвижных рольгангов 15. Для выката ванны служит гидроцилиндр 16, который толкает рольганги 15; вместе с ними ванна выезжает из портала под загрузку шихтой; при этом она освобождается от связей с порталом; задвинутая под портал, она прочно соединяется с ним, как только четыре ролика 14 люльки заходят в пазы портала. В последнем положении люльки, а значит и ванна печи могут наклоняться вместе с порталом на 40° для слива металла и на 10° (в другую сторону) для скачивания шлака. Для наклона портала служат два гидравлических цилиндра 19; их штоки шарнирно соединены с секторами, которыми портал опирается на фундаментные балки. Так как диаметры секторов люльки и секторов портала равны между собой, то ванна повторяет движения портала при его наклоне. Для поворота ванны вокруг вертикальной оси на угол =t:40° с целью ускорения расплавления шихты кожух опирается своим кольцевым рельсом на четыре тумбы 17 с опорными и упорными роликами. Поворот осуществляют электроприводом 18. Для обслуживания печи (загрузки шлакообразующих, ремонта футеровки) в кожухе имеется рабочее окно 4. Дверцу рабочего окна на печах емкостью 10 и 20 т поднимают пневматическими цилиндрами, а на более мощных — электрическим приводом. Шихту загружают в печь корзиной 22. В печи охлаждаются водой арка и заслонка рабочего окна, коробка сливного носка 20, сводовое кольцо, охладительные кольца 2/ электродов (экономайзеры), токоведущие трубы и корпуса электрододержателей. Дуговые печи серии ДСП. Опыт эксплуатации печей с выкатывающимся корпусом показал, что такие печи требуют большой площади (для размещения опускающейся площадки) и большого числа механизмов и металлоконструкций, что увеличивает массу и стоимость установки и вызывает частые неполадки в работе механизмов для выкатывания корпуса и опускания площадки. Поэтому в последние годы в СССР перешли к выпуску печей в основном с поворачивающимся сводом, главными преимуществами которых являются: экономия производственной площади, отсутствие тяжелого портала, опускных площадок перед печью с механизмами подъема и выкатывания и др. В последние годы по проектам Новосибирского СКВ разработана и изготовлена новая серия дуговых сталеплавильных печей средней емкостью ДСП-12, ДСП-25 и ДСП-50 с поворачивающимся сводом и гидравлическим приводом основных механизмов. По проекту ВНИИЭТО изготовлена и введена в эксплуатацию самая крупная в СССР сталеплавильная печь емкостью 200 т. Металлоемкость новой серии дуговых сталеплавильных печей с поворачивающимся сводом (ДСП) средней емкости снижена на 15—20%, а площадь, занимаемая ими, примерно на 15% по сравнению с ранее выпускаемыми печами серии ДСВ. На рис. 63 показан общий вид дуговой электросталеплавильной печи емкостью 50 т с поворачивающимся сводом и гидравлическим приводом всех механизмов. Шихту в ванну печи загружают корзиной 7, для чего электроды 18 и свод 14 поднимают и отводят в сторону печного трансформатора. Основной несущей металлоконструкцией печи является люлька, опирающаяся на фундаментные балки 8 двумя секторами 9; наклон печи осуществляют двумя гидравлическими цилиндрами /, питающимися от маслонапорной установки. На люльке смонтированы кожух 5 печи с футеровкой 13, рабочим окном 4, сводовым кольцом 6 и сливным носком 10, площадка 1U а также механизм вращения 12 ванны печи с опорными тумбами. Свод 14 и колонки 22 электрододержателей 23 смонтированы на несущей плите (траверсе) 16. РИС. 62.Общий вид дуговой сталеплавильной печи серии ДСВ емкостью 10 т РИС. 64, Дуговая сталеплавильная печь ДСП-200
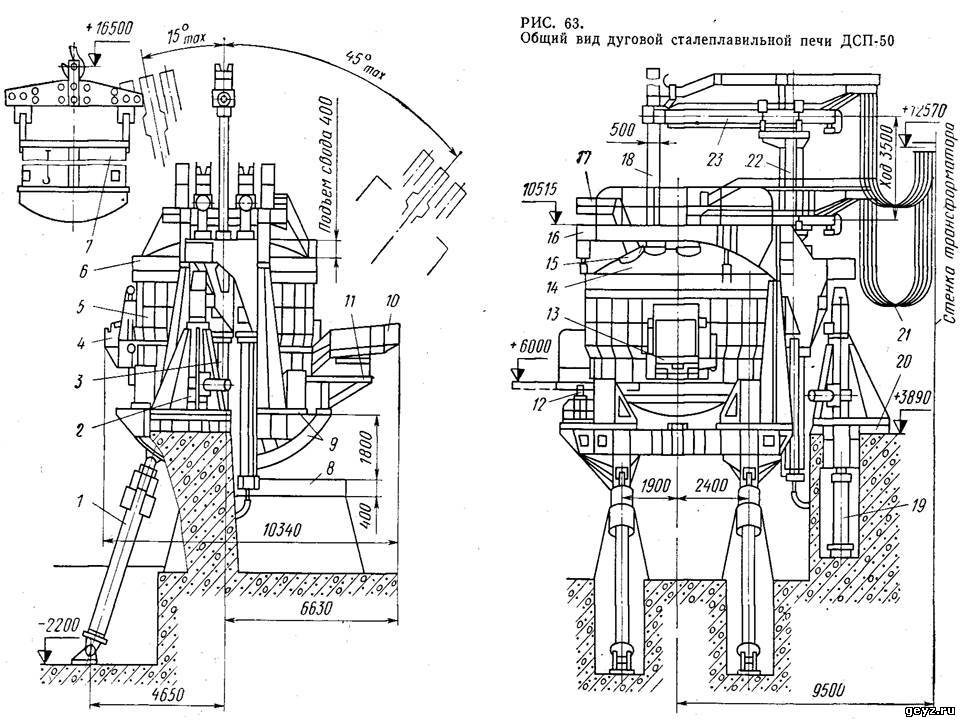
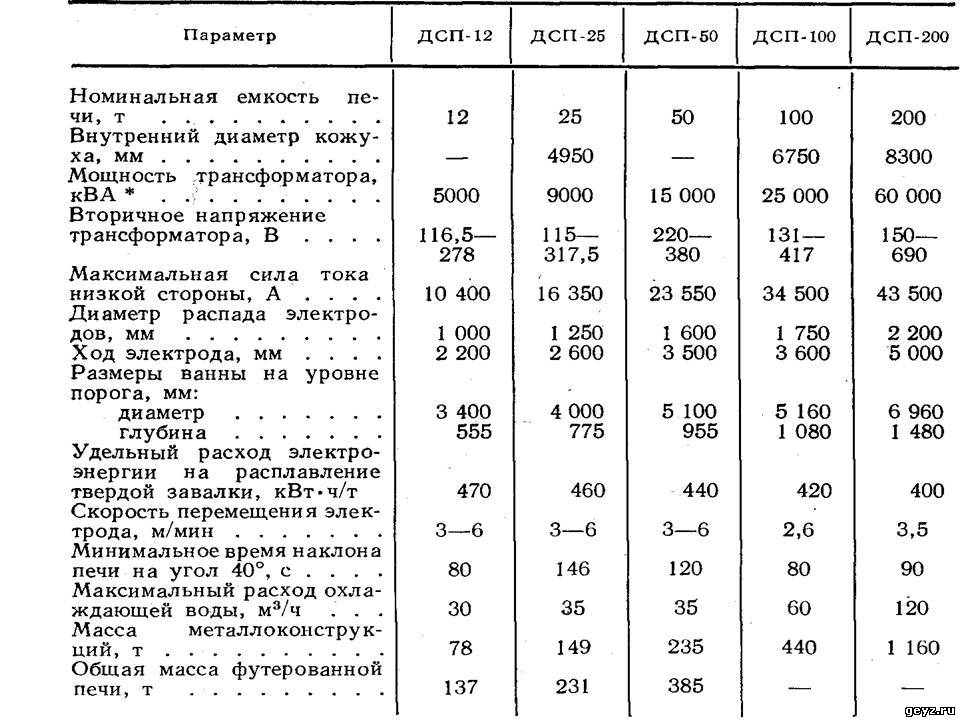
Для раскрытия верха печи (при ее загрузке) траверсу 16 со сводом и механизмами перемещения 5 поднимают над кожухом 5 гидравлическим подъемником 19 и отворачивают в сторону при помощи гидравлического механизма 2. Для наклона печи траверсу отсоединяют от основания 20, и она остается на кожухе печи. Кожух печи коническо-цилиндрический. Днище кожуха печи, изготовленное из нержавеющей стали, должно обеспечить работу устройства для электромагнитного перемешивания металла. Водоохлаждаемые кольца (экономайзеры) 15 выполнены сварными из листовой стали. Рукава электрододержателей крепят к вертикальным колонкам, перемещающимся в специальных направляющих шахты печи. Зажимают электрод пружинным механизмом, а отжимают пневматическим цилиндром. Механизм подъема электродов выполнен в виде гидроподъемников, плунжеры которых шарнирно соединены с колонками электрододержателей. Для регулирования перемещением электродов применен гидравлический регулятор с дроссельным управлением. Гибкий токоподвод выполнен из гирлянд медных водоохлаждаемых кабелей 21. Дымовые газы отводятся из печи через газоотвод 17, установленный в своде печи. На рис. 64 показана печь серии ДСП емкостью 200 т с поворачивающимся сводом. Загрузку печи осуществляют через верх. Основная несущая конструкция печи — двухсекторная люлька б, опирающаяся на фундаментные балки 3. На люльке на роликовых тумбах механизма вращения 7 установлен кожух печи с рабочим окном 8 и сливным носком. Кожух печи коническо-цилиндрический. Днище кожуха выполнено из немагнитной стали для того, чтобы можно было использовать устройства для электромагнитного перемешивания металла. На консоли люльки установлена поворотная тумба с шахтой 4, полупорталом 10 и приводами подъема и поворота свода. Поворот свода осуществляется электромеханическим приводом при помощи специальной тумбы (башни) с хвостовым шарниром и системой катков, перекатывающихся по рельсу с центром кривизны на оси хвостового шарнира. Свод 9 поднимается двумя спаренными рычажными подвесками с приводом от двух электродвигателей через червячно-винтовые подъемники. Для наклона печи служат две зубчатые рейки. Привод 5 механизма наклона состоит из двух электродвигателей, зубчатых редукторов и направляющих коробок. ТАБЛИЦА б ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАЛЕПЛАВИЛЬНЫХ ЭЛЕКТРОПЕЧЕЙ СЕРИИ ДСП * На вновь проектируемых 8000 кВА, ДСП-25 до 12 500 кВА
Для обеспечения вращения ванны вокруг вертикальной оси на угол ±40" кожух печи опирается кольцевым рельсом на восемь тумб с опорными и упорными роликами. Привод механизма вращения 7 ванны состоит из электродвигателя, зубчатого редуктора с конической шестерней на выходном валу. Эта шестерня входит в зацепление с зубчато-коническими сегментами, закрепленными в нижней части кожуха. Статор устройства для электромагнитного перемешивания металла монтируют в прямоугольном проеме люльки на специальных кронштейнах. Система опор статора позволяет осуществлять его монтаж и демонтаж снизу без снятия кожуха печи. Рукава электрододержателей смонтированы на телескопических стойках 1, перемещающихся в роликовых направляющих шахты. Короткую сеть 11 печи выполняют по схеме «треугольник на электродах». Механизм перемещения электрода 2 — электромеханический с реечной передачей. Стойка с электродом минимального рабочего веса опускается под действием несбалансированной части веса стойки. При отсутствии электрода стойка опускается принудительно при помощи рейки, для чего необходимо шунтировать конечный выключатель. Электрод зажимается пружинным механизмом, а отжимается пневматическим цилиндром. Под печью предусмотрен проход для тележки со шлаковым ковшом, при помощи которой шлак от порога основного рабочего окна передается в разливочный пролет. Для отсоса газа и пыли в своде предусмотрено отверстие, аналогичное отверстиям для электродов. Над этим отверстием монтируют водоохлаждаемый патрубок, через который основную часть газа и пыли удаляют в систему улавливания и очистки отходящих газов. Технические характеристики дуговых сталеплавильных печей приведены в табл. 6.