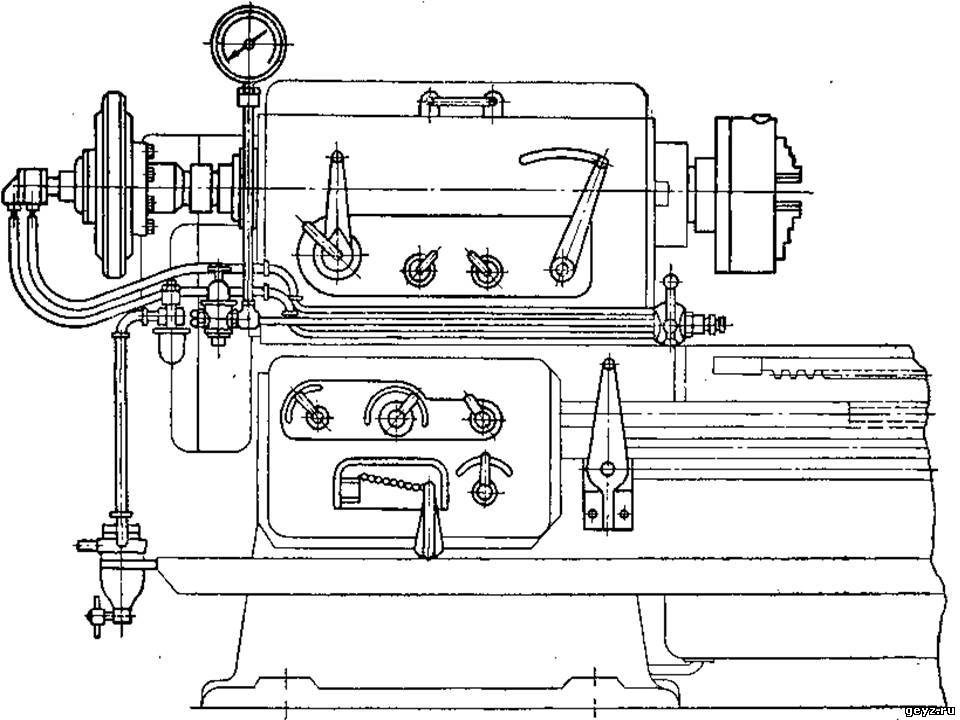
УСТРОЙСТВА С ДИАФРАГМЕННЫМ ПНЕВМАТИЧЕСКИМ ПРИВОДОМ На фиг. 75 дана схема оснащения токарного станка с трехкулачковым патроном диафрагменным приводом. Фиг. 75. Схема оснащения трехкулачкового патрона токарного станка пневматическим диафрагменным приводом.
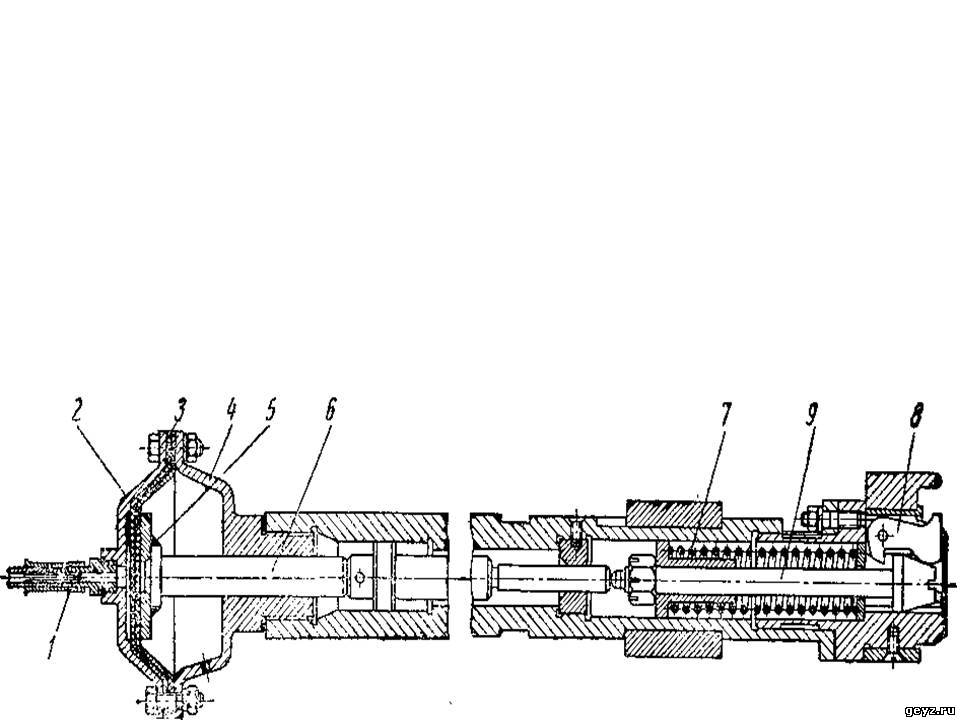
На рис. 76 приведена конструкция зажимного устройства токарного полуавтомата с диафрагменным пневматическим приводом. Сжатый воздух поступает по входному патрубку 1 под крышку 2 и, заполняя пространство слева от диафрагмы 5, заставляет ее перемещаться вместе с грибком 5 и штоком 6. Последний, преодолевая воздействие возвратной пружины 7, своим торцом перемещает вправо П1Т0К 9, имеющий на правом конце конус. Фиг. 76. Зажимное устройство токарного полуавтомата с диафрагменныи пневматическим приводом.
Конус разводит кулачки S, закрепляющие обрабатываемую заготовку изнутри. На задний конец шпинделя привод кренится с помощью резьбового корпуса 4. Фиг. 77. Зажимное устройство для пруткового материала с диафрагменным пневмоприводом.
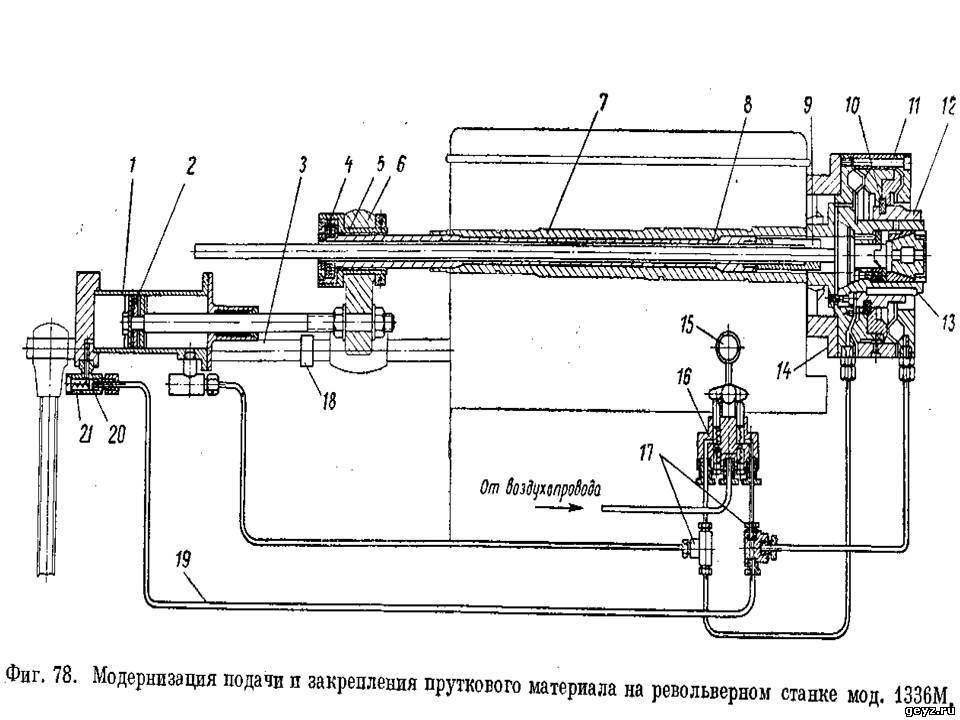
Для освобождения заготовки левая полость пневмокамеры сообщается с атмосферой. Шток 9 под действием пружины 7 возвращается в исходное положение, а кулачки 8 освобождают заготовку. Другой разновидностью диафрагменных зажимных устройств являются устройства, приспособленные для обработки пруткового материала. Конструкция такого зажимного устройства, разработанная и применяемая на одном из киевских машиностроительных заводов, представлена на фиг. 77. Устройство приводится в действие двухдиафрагменным пневматическим приводом. Корпус привода состоит из цилиндра 4 и двух крышек 2 и 5. Между крышками и цилиндром помещены резиновые диафрагмы 1 и б, образующие кольцевые камеры 5 и 16. В цилиндре 4, между диафрагмами 1 и б, находятся кольца 17, между которыми зажато текстолитовое кольцо 8, входящее в кольцевую канавку муфты 20. Для закрепления обрабатываемого прутка (положение // фиг. 77) сжатый воздух, поступающий из воздухопровода, с помощью специального клапанного распределительного крана 25 через трубку 14 подается в правую камеру 16. При этом диафрагма 6 прогибается влево и через кольца 17 и 18 перемещает муфту 20, разжимающую кулачки 19. Последние через трубу 7 подают вперед цангу 8, закрепляя тем самым обрабатываемый пруток. Для освобождения прутка сжатый воздух от крана 13 подается |);Но трубке 15 в левую камеру 5, а правая камера 16 в это время сообщается с атмосферой (положение / фиг. 77). Рукоятка 9 крана 13 имеет три положения. При среднем положении рукоятки сжатый воздух из сети в рабочие камеры пневматического привода не поступает, путь ему закрывают шариковые клапаны 12. При этом камеры 3 и16 через трубки 14 и 15 и каналы А и Б в корпусе коробки соединяются с атмосферой. Для закрепления обрабатываемого прутка рукоятку 9 поворачивают влево. В результате этого она перемещает плунжер 10 влево, преодолевая сопротивление пружины 11. При своем движении плунжер |. сначала перекрывает отверстие Б и тем самым изолирует полость Кот атмосферы. При дальнейшем перемещении он, нажимая на шарико вый клапан 12, открывает доступ сжатому воздуху в камеру 16. Как только прекращается нажатие на рукоятку 9, пружина 11 возвращает ее в среднее положение; отработанный сжатый воздух из камеры \J6 выпускается в атмосферу. Цанга 8 остается сжатой до тех пор, пока рукоятка 9 не будет перемещена вправо и сжатый воздух не поступит в камеру 3. Рассмотренная схема пневматической подачи и управления цанговым устройством может быть использована на любом токарном или револьверном станке, оборудованном цанговым зажимом. В качестве примера покажем модернизацию подачи и закрепления I, пруткового материала на револьверном станке мод. 1336М (фиг. 78). Пневматический привод устанавливается на переднем конце шпинделя и крепится к корпусу коробки скоростей при помощи специального фланца 14. Пневматический привод воздействует на имеющуюся в патроне муфту 12 через текстолитовое кольцо 10. Подача пруткового материала на этом станке производится пневматическим устройством, состоящим из подающей трубы 8 с цангой 9 пневмопривода, соединенного поршнем 2 с кронштейном 6. Последний может перемещаться по двум штангам 3.
Подаюшая труба 8 вращается вместе со шпинделем 7; ее свободный конец опирается на шарикоподшипник, закрепленный во втулке 4. Для предотвращения проворота втулка 4 стопорится в гильзе 5 кронштейна 6. Застопоренная втулка дает возможность выдвигать Г из шпинделя станка подающую трубу 8 и быстро менять цангу в зависимости от размера обрабатываемого прутка. Управление зажимным устройством и подачей материала производится с помощью крана 16, имеющего рукоятку управления 25, и золотниковые клапаны 5. Перед подачей материала для следующей обрабатываемой детали должно происходить раскрытие цанги 13. Поэтому подача материала и движения механизма закрепления должны быть строго согласованы. Отвод кронштейна 6 и подающей трубы 8 должен производиться при зажатом в патроне материале, так как подающая цанга 9 должна передвинуться по прутку с усилием 40—50 кГ. Это обеспечивается клапанами 20, установленными с двух сторон цилиндра 1. Когда рукоятка 15 переводится в правое положение, сжатый воздух через правый тройник 17 поступает к правой диафрагме пневматического привода 11 и клапану 20. Цанга разжимается. Подача пруткового материала поршнем 2 происходит тогда, когда клапан 20, преодолев усилие пружины, перемещается влево и соединяет трубку 19 с левой полостью пневмоцилиндра 1. Пружина клапана 20 регулируется таким образом, что только после создания в трубке 19 давления воздуха 3—3,5 кГ/см^ (т. е. после разжатия прутка) золотник может преодолеть сопротивление пружины. Отверстие 21 служит для того, чтобы при отсутствии давления воздуха в трубке 19 сообщить левую полость цилиндра 1 с атмосферой. Зажим пруткового материала происходит при установке рукоятки 15 в левое положение. При этом поршень 2 оттягивает подающую в исходное положение (влево). Для регулировки величины подачи материала имеются специальные упорные кольца 18. Аналогичная модернизация подачи и закрепления пруткового материала может быть проведена на револьверных и токарных стан¬ках других моделей.