МЕТОДИКА РАЗРАБОТКИ ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОЙ СИСТЕМЫ ТЕХНИЧЕСКОГО УХОДА ЗА МАШИНАМИ И ИХ РЕМОНТА
В настоящее время установлено, что основой правильного технического обслуживания машины является плановое обеспечение ее надлежащим техническим уходом и ремонтом. Ранее, в начальный период механизации сельского хозяйства, уход за машиной не представлял собой какой-либо системы, он проводился от случая к случаю, отчего и ремонт приходилось производить тогда, когда машина уже не могла работать. Естественно, что при таком использовании машин весьма затруднялось планирование работ, производимых этими машинами, так как последние часто в самые ответственные периоды полевых работ оказывались неисправными. При этом потребный ремонт был настолько разнохарактерным по объему и содержанию, что спланировать его также не представлялось возможным, и это приводило к дезорганизации работы мастерских. Такой постановке дела ныне противопоставлена система плановых уходов и ремонтов, предупреждающих преждевременный выход машин из строя. Исходным материалом для построения такой системы являются данные о предельно допустимых износах основных деталей и сопряжений машины. Зная предельно допустимые износы сопряжений, можно установить межремонтный срок службы этих сопряжений. Установление срока службы деталей н сопряжений обычно Производится на основе статистических данных, полученных путем обследования определенного количества машин конкретных хозяйств. После соответствующей математической обработки эти данные и становятся руководящим материалом для составления планов ремонтов, заявок на запасные части и пр. В первой главе, где говорилось о применении математической статистики для изучения износа деталей машин, рассмотрен подробно метод установления сроков службы деталей по статистическим данным. Основной недостаток статистического метода установления сроков службы деталей заключается в том, что он не позволяет построить планово-предупредительную систему технического обслуживания машин до пуска в массовую эксплуатацию этих машин, поскольку данные о сроках службы деталей получаются уже на основе эксплуатации их. Поэтому для своевременного построения системы ухода и ремонта должен быть использован другой метод. Прежде всего необходимо заметить, что срок службы детали зависит от огромного количества факторов, большая часть которых определяется конкретными условиями эксплуатации данной машины. Это значит, что можно говорить лишь об установлении ориентировочного, сугубо приблизительного срока. Далее весьма желательно иметь данные о сроках оптимальных, т. е. таких, которые обеспечиваются работой детали при нормальных условиях эксплуатации. Наличие оптимальных сроков службы позволяет дать оценку постановке дела обслуживания машин конкретным хозяйством. Наконец, как уже отмечалось, сроки службы деталей должны определяться своевременно, чтобы массовый пуск в эксплуатацию машин был обеспечен своевременными указаниями по техническому уходу за ними и их ремонту. Ниже излагается сущность такого метода. Срок службы какой-либо детали может считаться установленным, если известны предельно допустимый износ этой детали и закономерность нарастания износа в зависимости от времени работы сопряжения. Из материалов предыдущей главы известно, что предельный износ для важнейших сопряжений может быть определен аналитическим или экспериментальным методом.
Обратимся теперь к закономерности нарастания износа. Рис. 40 показывает общепринятый вид кривой естественного механического износа. Данная кривая представлена также на рис. 1. Эта кривая отражает наиболее общий случай и имеет три характерных участка; начальный — криволинейный, характеризующий процесс приработки нового сопряжения, конечный — тоже криволинейный, соответствующий периоду форсированного износа сопряжения вследствие перехода этого износа за допустимый предел, и промежуточный прямолинейный, наибольший по протяженности, отвечающий периоду нормальной работы сопряжения. Криволинейный характер нарастания износа в начальный и конечный периоды не вызывает сомнений в достоверности. Форсированный износ в эти периоды неизбежен. Для установления срока службы сопряжения оба эти периода не имеют значения, так как началом нормальной работы сопряжения следует считать момент окончания приработки, а кондом — достижение предельного допустимого износа. Решающим для этой цели является участок нормальной работы, изображенный прямой линией. Если закономерность нарастания нормального износа может быть действительно выражена прямой линией, вопрос установления срока службы деталей упрощается и сводится к определению предельного износа.и угла наклона прямой износа. Однако справедливость такой закономерности требует обоснования. Это тем более так, что в практике прямолинейная закономерность нарастания износа весьма часто не наблюдается. Покажем, что несмотря на сказанное для определения оптимального срока службы деталей закономерность нарастания нормального износа может быть принята прямолинейной. Исследования В. Д. Кузнецова, Н. Ф. Куинна и А. К. Зайцева показали, что при сухом трении скольжения имеет место закон пропорциональности между величинами износа и работы трения. Заметим, что данный закон на основании указанных исследований может считаться справедливым только при постоянстве коэффициента трения и при непрерывном удалении продуктов износа с поверхностей трения. Эти условия, однако, при естественном изнашивании машинных деталей могут считаться соб.людаемыми, так как на основании опытов А. К. Зайцева, коэффициент трения претерпевает изменения только в период приработки, после чего остается постоянным (за исключением явления намазывания металла, что соответствует моменту заедания поверхностей), а удаление продуктов износа смазкой (особенно' если последняя подается под давлением) снижает влияние этого последнего фактора на интенсивность износа до минимума. Таким образом, при непосредственном контакте поверхностей, т. е. в том случае, когда возможно ожидать износ, величина последнего может считаться пропорциональной работе сил трения, т. е. i = all = aFL, где: i — износ, R — работа сил трения, F — сила трения, L — путь действия силы трения, а — коэффициент пропорциональности. Сила трения F согласно закону Кулона зависит в основном от нормального давления и состояния трущихся поверхностей. Можем считать, что для установившегося режима работы сопряжения, прошедшего период приработки, величина F остается постоянной. Принимая также рабочую скорость движения одной поверхности по другой за какую-то среднюю неизменную величину, получим, что величина L будет пропорциональна времени t работы сопряжения, а значит, можем написать: где Ь — постоянная величина. Итак, для установившегося режима работы сопряжения величина износа может считаться меняющейся пропорционально времени действия этого сопряжения. Все сказанное относилось к случаю сухого трения поверхностей. При жидкостном трении износ может быть приравнен пулю, поскольку поверхности в этом случае разделены слоем смазки. Постоянное соблюдение этих условий практически, однако, невозможно, так как неизбежны остановки машины, неизбежны колебания в режиме работы последней, что влечет за собой нарушение жидкостного трения и приводит к непосредственному контакту поверхностей. В последнем случае (при контакте поверхностей) наступает износ, но как раз в этом случае справедливы законы сухого трения, а следовательно, и закон пропорциональности износа и работы трения. Как только возобновляется жидкостное трение, теряют силу законы сухого трения, по тогда практически прекращается и износ. Следовательно, для сопряжения, предназначенного работать в условиях жидкостного трения, износ может считаться меняющимся пропорционально времени действия сопряжения лишь при том условии, если неизбежное в практике нарушение режима, приводящее к износу поверхностей, по периодичности и продолжительности действия будет представлять собой постоянное, правильно повторяющееся явление. Представим себе для примера, что сопряжение вал — подшипник работает ежедневно по 10 часов. Во время работы нагрузка, обороты и вязкость масла находятся в соотношении, обеспечивающем работу сопряжения в условиях жидкостного трения. Износ такого сопряжения будет иметь место лишь при пуске в ход и при остановке по окончании работы. Если условия пуска в ход и остановок этого сопряжения остаются неизменными, прирост износа деталей сопряжения за сутки будет представлять также постоянную величину, но стоит только лишний раз в сутки остановить и пустить сопряжение, величина прироста износа за сутки, строго говоря, изменится. Таким образом, износ сопряжения, предназначенного работать в условиях жидкостного трения, будет расти пропорционально времени действия этого сопряжения лишь при вполне установившемся режиме работы. При этом за единицу времени в данном случае должен приниматься период, за которым следует повто¬рение явлений нарушения жидкостного трения (в рассмотренном! примере — сутки, в течение которых производится один пуск и одна остановка сопряжения, следующие сутки являются копией предыдущих и т. д.). Рассмотренный случай является практически весьма важным, так как охватывает большое число деталей машин современных конструкций. Нетрудно видеть, что прямолинейная закономерность нарастания износа будет иметь место и для сопряжений, работающих в условиях полужидкостного трения, но опять-таки лишь при вполне установившемся режиме. Конечно, для данного случая вывод будет иметь условный характер, поскольку само определение нолужидкостного трения условно. Если принять, что при полужидкостном трении поверхности частично разделены слоем смазки, частично находятся в непосредственном контакте, и учесть, что износ будет иметь место лишь на участках контакта поверхностей, то величина износа будет зависеть от тех же условий, что и в случае сухого трения. Этот вывод будет очевиден, однако, если предположить, что участки поверхностей, разделенных смазкой, и участки с сухим трением до своей протяженности будут представлять неизменные величины в течение всего времени нормальной работы сопряжения. Можно предположить, что по мере роста износа эти участки меняются местами, сохраняя одно и то же соотношение в своих размерах. Некоторым основанием к такому предположению является тот факт, подтвержденный экспериментами, что качество приработанных поверхностей есть нечто постоянное в течение всего времени нормальной работы этих поверхностей. Если же предположить, что при полужидкостном трении разрыв масляной пленки и, следовательно, износ поверхностей происходит под действием абразивных частиц как результат неизбежной относительной загрязненности масел и износа поверхностей, то и в этом случае можно принять износ пропорциональным времени при питании сопряжения маслом какой-то средней чистоты и при постоянном режиме работы этого сопряжения. Итак, можно считать, что во всех практически важных случаях при установившемся режиме нормальной работы удовлетворительно сконструированных машин износ их деталей будет нарастать пропорционально временной работы этих машин. Обычно предполагается, что в сопряжениях с ударной нагрузкой указанная пропорциональность не может иметь места вследствие возрастающего с износом этих сопряжений влияний ударов. Сказанное, однако, справедливо, если рассматривать работу сопряжений за весь период до момента разрушения его. Нас же интересует лишь участок нормальной работы механизма, при котором энергия удара целиком поглощается сопротивлениями истечению смазки из зазора, следовательно, за этот период растущая энергия ударов (вследствие роста зазоров) будет влечь за собой лишь все увеличивающуюся долю выжимаемой смазки. Однако поскольку какой-то слой смазки все же будет разделять поверхности, постольку дополнительного износа (вследствие роста ударов), искажающего пропорциональность, сопряжение иметь не будет. С момента же полного выдавливания смазки, когда энергия удара начнет расходоваться на износ и разрушение поверхностей, пропорциональность будет, конечно, нарушена, но с этого момента начинается как раз участок ненормальной работы машины.
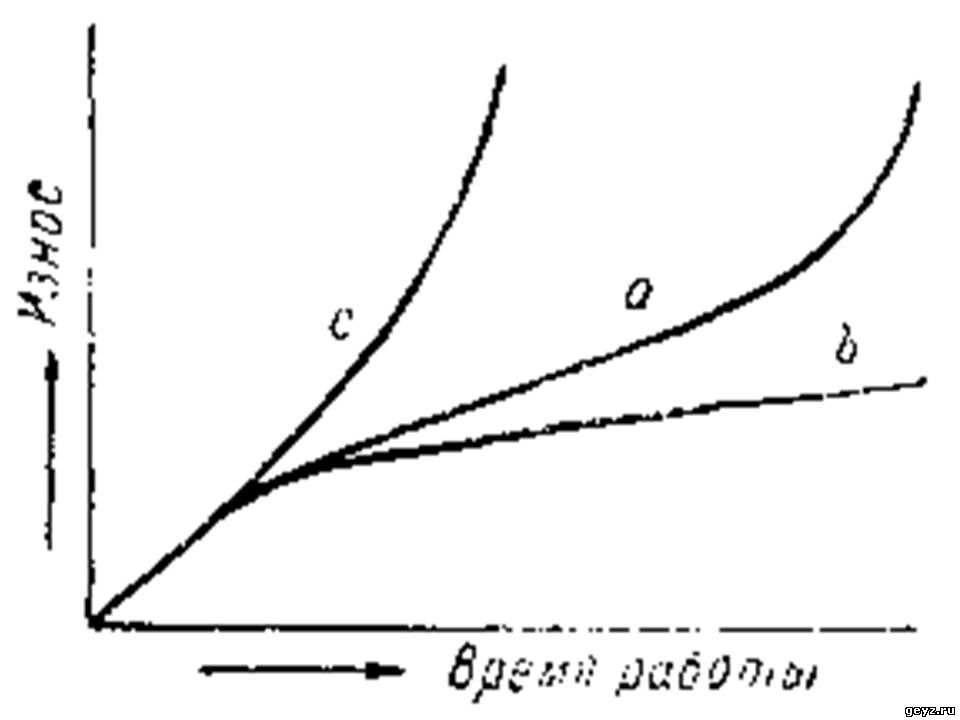
Рис. 41. Три вида кривых нарастания износа.
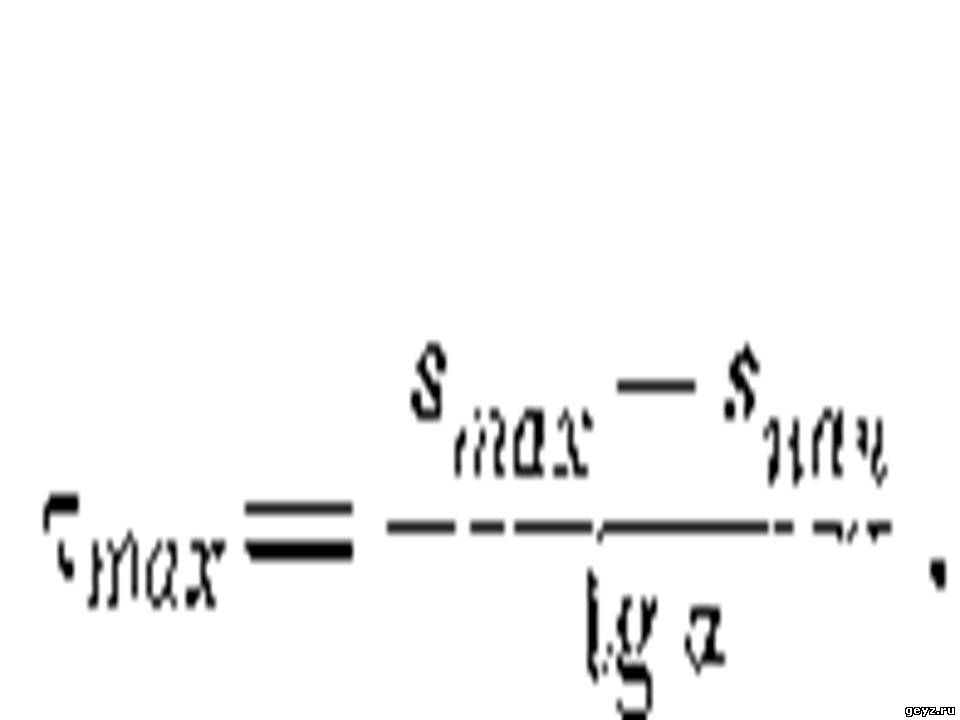
В литературе имеются и другие возражения против принятой закономерности нарастания нормального износа. Эти возражения основаны на том, что, как показывает опыт, износ, например, шестерен сельскохозяйственных машин и ряда других деталей с самого начала работы и до конца протекает со все возрастающей интенсивностью. Нетрудно видеть, что подобное явление может иметь место, если детали сконструированы неудовлетворительно НЛП изготовлены весьма грубо. Рассмотрим три возможные кривые нарастания износа, показанные на рис. 41. Кроме кривой а с прямолинейным участком износа, могут иметь место или кривая типа с, располагающаяся выше, или кривая типа Ь, располагающаяся ниже. При установившемся режиме работы механизма износ, характеризуемый кривыми Ь и с, никак нельзя признать нормальным явлением. Действительно, если износ протекает со все возрастающей интенсивностью (кривая с), это значит, что имеют место: возрастающая работа трения, возрастающий нагрев сопряжения, все время падающий коэффициент полезного действия механизма. Такие условия работы детали нельзя признать нормальными. Такой механизм нельзя признать удовлетворительно сконструированным. Если же износ в единицу времени все время уменьшается и не стабилизируется (кривая Ь), то этот маловероятный, но возможный случай опять-таки может указывать на неудовлетворительную конструкцию или плохое технологическое оформление пары. Например, наблюдаемые в практике эксплуатации сельско-хозяйственных машин подобные случаи с шестернями объясняются именно неудовлетворительным конструктивным и технологическим оформлением этих деталей, вследствие чего износ не ухудшает, а улучшает условия работы, приближая, например, профили зубцов к требуемым очертаниям *. Получается своеобразная приработка, которая вследствие неудовлетворительного конструктивного оформления пары длится весь межремонтный срок службы сопряжения. Таким образом, для удовлетворительно сконструированного сопряжения износ при установившемся режиме работы не должен идти ни по кривой Ь, ни по кривой с. Нормальной кривой нарастания износа остается, следовательно, единственно возможная кривая а с прямолинейным участком. Искать подтверждения этих выводов в опытных данных эксплуатации машин вряд ли есть смысл, так как практически не представляется возможным, например, в течение 1000 часов, поддерживать строго установившийся режим работы этих машин. Поэтому полученная в практике закономерность нарастания износа в функции от времени, как правило, будет иметь вид кривой самого различного характера. Эта кривая будет скорей отображать закон измерения режима работы машины (иод влиянием самых различных случайных обстоятельств), а отнюдь не закон нормального нарастания износа. На основании всего сказанного методика установления оптимального межремонтного срока службы деталей может быть сведена к следующему. Устанавливается предельно допустимый износ сопряжения (расчетным, экспериментальным или другим методом). Наиболее общей характеристикой износа может служить максимально допустимый зазор s,ax в месте наибольшей выработки. Последняя оговорка делает излишним специальный учет неравномерности износа. Согласно рис. 40 межремонтный срок службы приработанного сопряжения выражается зависимостью:
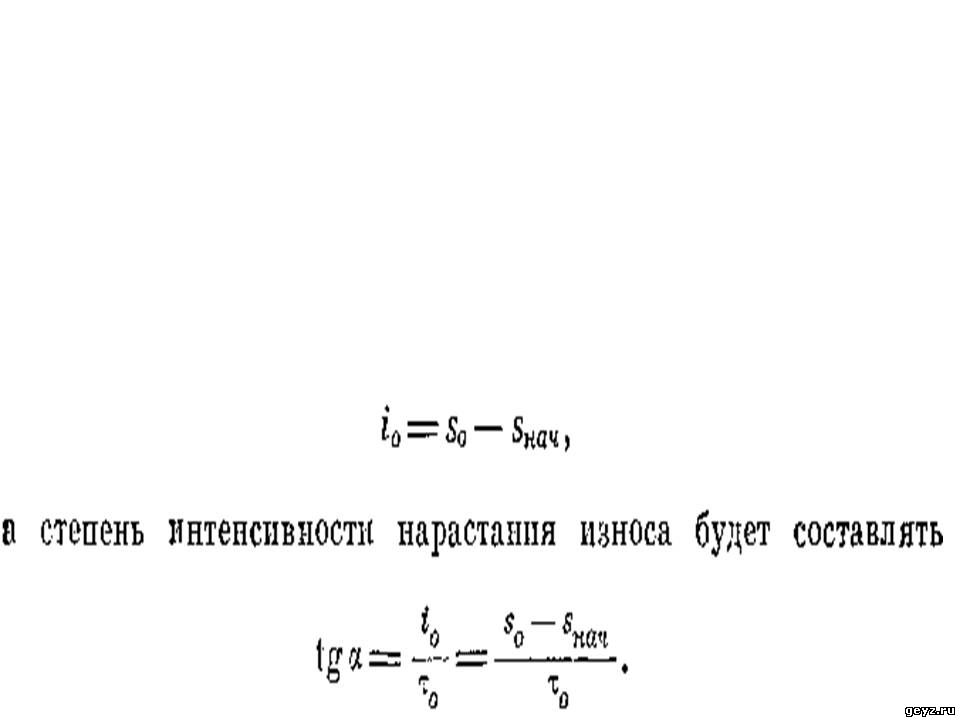
Следовательно, для определения Хтах необходимо еще знать tg а, т. е. величину, характеризующую степень интенсивности нарастания износа. Эта величина должна устанавливаться опытным путем, например, при заводских испытаниях в течение приблизительно 500 часов. Такой срок нужен для того, чтобы исключить влияние первоначального интенсивного износа вследствие приработки деталей (около 40 часов) и дать возможность приработанной машине при вполне установившемся режиме нормально проработать часов 400—450. При этих условиях, если to — число часов работы машины после приработки (400 часов), то отвечающий этому сроку износ, характеризуемый ростом зазора, будет равен:
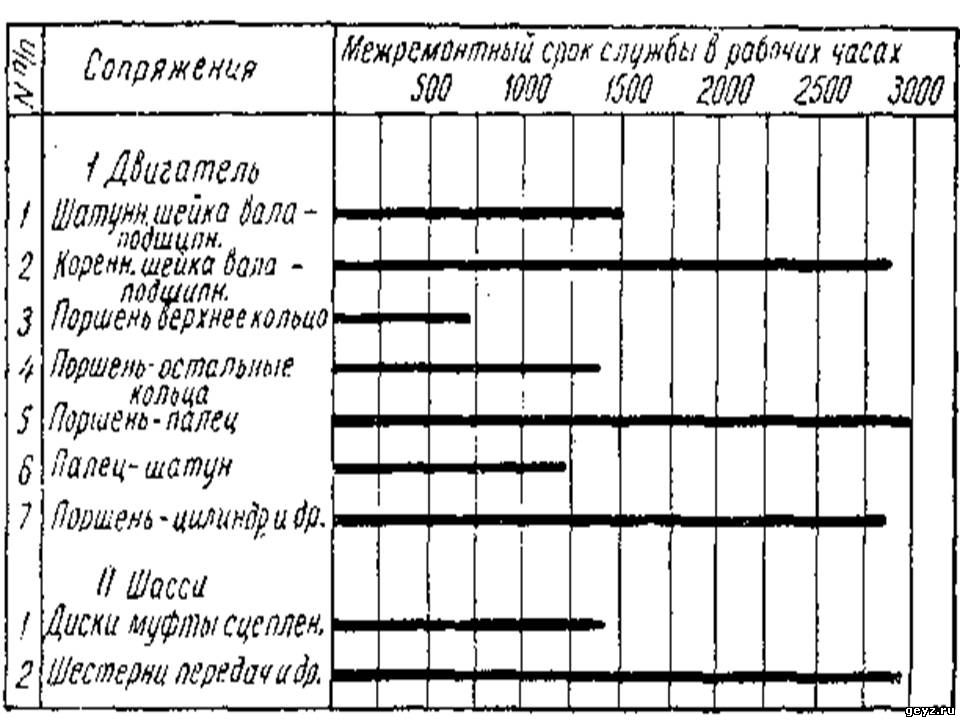
Таким образом, для определения Хтах достаточно провести испытание машин в эксплуатационных условиях в течение около 500 часов. С изменением конструкции отдельных узлов или технологии производства некоторых деталей необходимо для серии этих машин произвести отдельное испытание, так как величина tg а от этого также может измениться. Излагаемая методика не вносит каких-либо осложнений в работу завода, так как последним подобные испытания проводятся. В задачу этих испытаний необходимо включить и ориентировочное установление срока службы деталей путем определения imax и Ig а. Важно, чтобы при этих испытаниях выдерживалось постоянство режима работы машины. Изложенная методика позволяет установить ориентировочные сроки службы ведущих деталей, определяющих состояние машины, и на этом основании спроектировать систему технических уходов и ремонтов до массового пуска машин в эксплуатацию. Эта система с началом массовой эксплуатации машин должна быть уточнена на основании статистических данных по срокам службы ведущих деталей для каждой зоны страны. Обработка этих данных должна вестись в соответствии с положениями, изложенными в первой главе. Техника построения системы плановых ремонтов сводится к груннированию сопряжений с одинаковыми межремонтными сроками службы, в результате чего выявляется определенное количество ремонтов, их периодичность и перечень операций. В целях сокращения количества ремонтов, некоторые близкие друг к другу межремонтные сроки приходится округлять; это округление следует производить, как правило, не в сторону расширения рабочего срока, а наоборот в сторону уменьшения. Пользуясь данными, приведенными на рис. 42, получаем, для примера, следующую систему плановых ремонтов.
Ремонт № 1 — периодичность через 750 часов работы машины. Включает работы по ремонту сопряжений: поршень — верхнее кольцо и др.
Ремонт №2 — периодичность 1500 часов. Включает ремонт сопряжений: 1) шатунная шейка вала — подшипник; 2) поршень — остальные кольца; 3) палец — шатун; 4) диски муфты сцепления; 5) сопряжения ремонта № 1 и др.
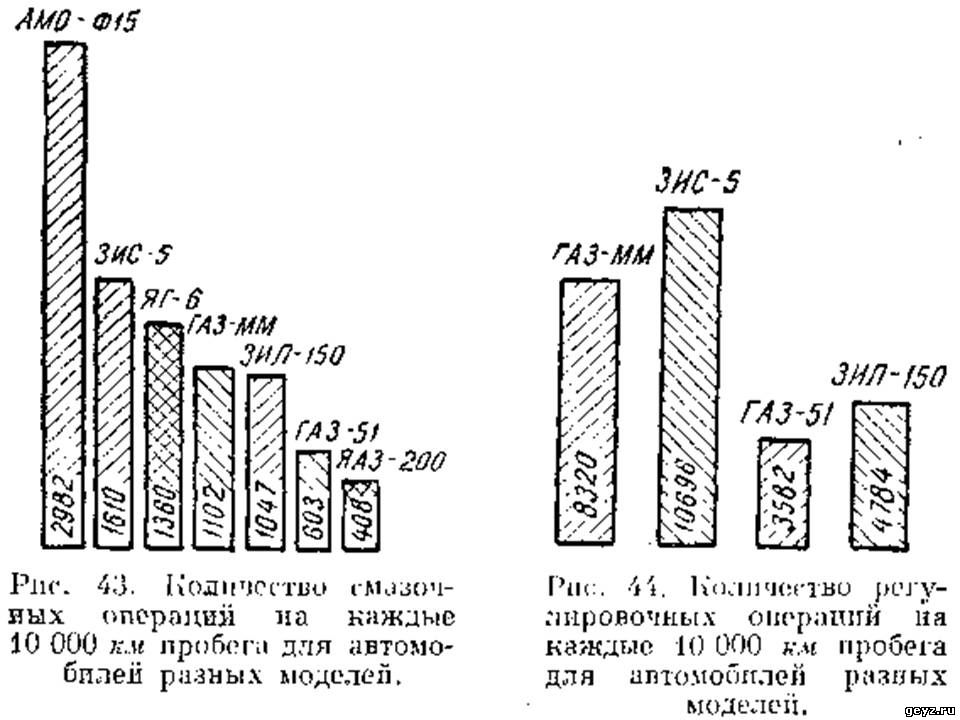
Как показывает пример, межремонтные сроки службы здесь оказались кратными. Это условие для упрощения системы необходимо обязательно выдерживать, хотя бы для этого пришлось провести некоторые ремонтные операции раньше, чем того требует техническое состояние данных сопряжений. В последующем кратное выравнивание межремонтных сроков службы ведущих сопряжений должно быть обеспечено конструкторами и соответствующими машиностроительными заводами и ремонтными предприятиями. Это выравнивание должно привести также к сокращению количества ремонтов. Так, в приведенном примере введение хромирования верхних поршневых колец позволило бы довести срок службы этих деталей до 1500 часов и тем самым ликвидировать ремонт 1. Все изложенное относится к построению системы плановых ремонтов. По тому же принципу строится и система технических уходов. Поскольку, однако, в технических уходах превалируют проверочные операции, установление достаточно явных признаков деления техуходов на отдельные виды нередко представляет значительное затруднение. Можно считать, что лишь ежесменный уход и операции, связанные со сменой масла, а такие сменой (или очисткой) фильтров, определяются в достаточной мере. Все прочие же проверочные и связанные с ними регулировочные операции. С трудом поддаются регламентированию по срокам их выполнения. Сказанным объясняется современная тенденция к сокращению количества отдельных видов технических уходов вплоть до создания единого «безномерного» технического ухода. Однако это сокращение, естественно, может быть обусловлено только конструктивными особенностями машин и конкретными условиями их эксплуатации. Отметим, что Nrnoroo6pa3He видов технических уходов за машинами старых конструкций было обусловлено именно их конструктивным своеобразием. Так, первый техуход был приурочен к смене масла в двигателе, второй — к подтяжке шатунных подшипников, третий — к смене верхнего поршневого кольца, четвертый — к подтяжке коренных подшипников и смене остальных поршневых колец и т. д. Современные двигатели имеют значительно повышенную и выравненную износостойкость деталей кривошипного механизма и шатунно-поршневой группы, в связи с чем сокращение разновидностей технических уходов является действительно необходимым. То же самое следует сказать и о машине в целом. Рис. 43 и 44 в достаточной мере иллюстрируют заметное сокращение как смазочных, так и регулировочных операций на каждые 10000 км пробега в автомобилях современных конструкций ремонт.