Анализ и выбор смазок для обработки металлов давлением.
15.02.2015, 13:31
ОЦЕНКА СМАЗОК ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
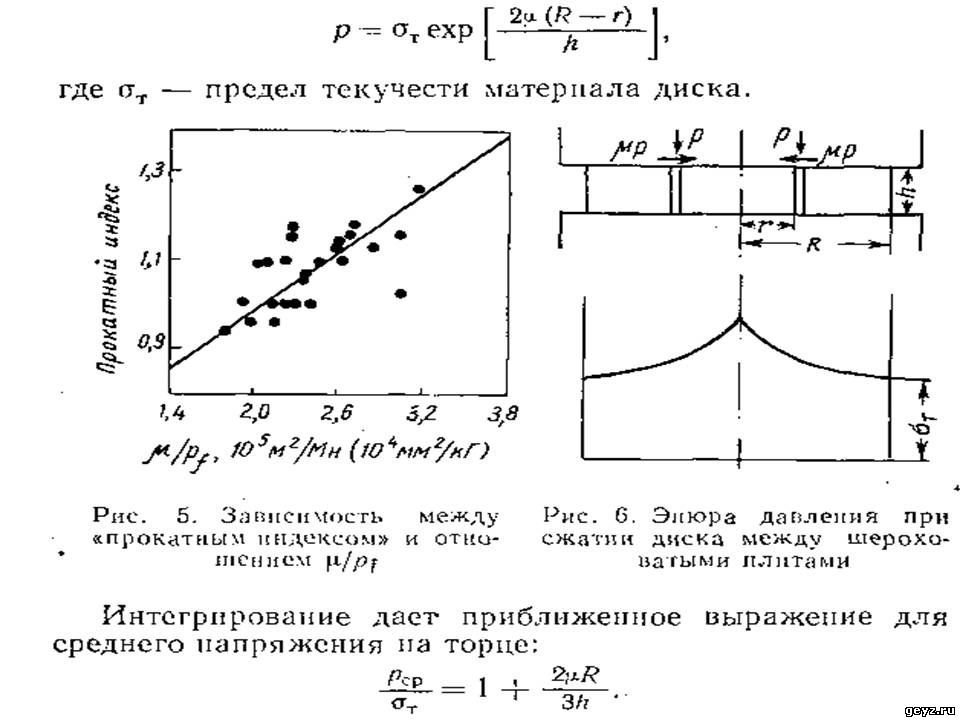
В конечных анализах смазки должны оцениваться в соответствии с их эксплуатационными качествами в производственных условиях. Эксперименты, проводимые в широких масштабах, являются, однако, весьма дорогостоящими и могут быть рекомендованы только при'разработке новых смазок, когда предварительные эксперименты показывают их перспективность. Предварительные испытания физических свойств, стабильности и коррозионного действия смазок могут выполняться в лабораторных условиях. Более трудно определить способность смазки уменьшать напряжение трения и избегать местных нарушений сплошности в условиях обработки давлением. Различные возможные методы испытаний описаны ниже. Для дальнейшего испытания смазки необходимо использовать лабораторные прокатные станы, волочильные станы и другое оборудование для обработки металлов давлением, позволяющее воспроизвести возможный гидродинамический эффект. Такие эксперименты дают также некоторую информацию о чистоте поверхности, которую можно получить при использовании данной смазки. Необходимо учитывать размеры обрабатываемых деталей, особенно при исследовании скоростных и температурных условий, но при использовании более крупных заготовок для экспериментов со смазками следует учитывать быстро возрастающую стоимость эксперимента. Требуются дальнейшие исследования для нахождения более надежных методов оценки смазки с использованием несложной аппаратуры. Вследствие различий между условиями эксплуатации смазок для обработки давлением и обычных смазок данные, полученные на обычной аппаратуре для испытания масел, дают неточную информацию о качестве смазки. Недавние попытки привести в соответствие такие данные с заводскими характеристиками масляных эмульсий для прокатки были основаны на сравнении величин коэффициентов трения, полученных на аппаратах для испытания на износ с вращающимися дисками, и на данных по допустимой нагрузке, определенной на четырехшариковой машине. При холодной прокатке стальной ленты было испытано двадцать пять смазок. Измеренные давления на валок сравнивали с данными, полученными при использовании обычной смазки — эмульсии пальмового масла. Отношение давлений было названо «прокатным индексом» (rolling — index) и величины его, меньшие единицы, характеризовали смазку как хорошую. Результаты испытаний показали, что хорошие Эмульсии имеют следующие характеристики; коэффициент трения р < < 0,055; величина допустимой нагрузки pf около 1970 MHJM^ (197 кГ1мм^)] отношение ji/p. меньше, чем 2- • 10"^ мУМн. Одна из зависимостей «прокатного индекса» от величины показана на рис. 5. Эксперименты были проведены только при прокатке нагартованной стали в один проход с малой скоростью. Как изменяется полученная зависимость при увеличении скорости или при прокатке других сталей, пока неясно, и для получения этих данных необходимы дальнейшие исследования. Основные виды испытаний для определения величины коэффициента трения приведены ниже. Сжатие диска. Усилие, необходимое для сжатия тонкого диска, в большой степени зависит от величины напряжений трения, действующих по торцевым поверхностям. Измерение усилия, таким образом, позволяет определить напряжения трения в условиях пластической деформации. На рис. 6 показан диск радиусом R и высотой h, подвергаемый сжатию. Вертикальный кольцевой элемент радиуса г подвергается действию вертикально приложенной силы р и напряжений трения на торцах, равных произведению \кр. Усилие деформирования элемента определяется не только величиной основной деформации, но также и поперечным расширением, являющимся причиной появления напряжений трения. Поскольку напряжения трения равны нулю на периферии диска и увеличиваются к центру, местное нормальное напряжение также растет от периферии (где его величина равна пределу текучести) до максимума в центре. Применяя уравнение равновесия сил и используя критерий пластичности Мизеса, можно определить изменение нормального напряжения р на боковых сторонах диска; Анализ основан на допущении, что диск не образует бочки в процессе деформации. При этих условиях величина определяется для увеличенных степеней деформации и сравнивается с величиной при такой же деформации. Зависимость от степени деформации (т. е. диаграмма сжатия) должна быть известна, легче всего она определяется из дополнительных испытаний на сжатие высоких цилиндрических образцов с использованием методов Полаковского, Кука и Ларке. Шрёдер и Уэбстер анализировали некоторые особенности сжатия диска. Можно различить следующие три случая: а) величина [л достаточно мала для того, чтобы скольжение могло произойти по всей поверхности раздела (случай, рассмотренный выше); б) величина [х достаточно высока для того, чтобы был создан сдвиг по всей поверхности раздела — условие сухого трения; в) промежуточные условия трения или геометрии, когда в центральных высоконапряженных областях развивается сухое трение, а на периферии сохраняется трение скольжения.
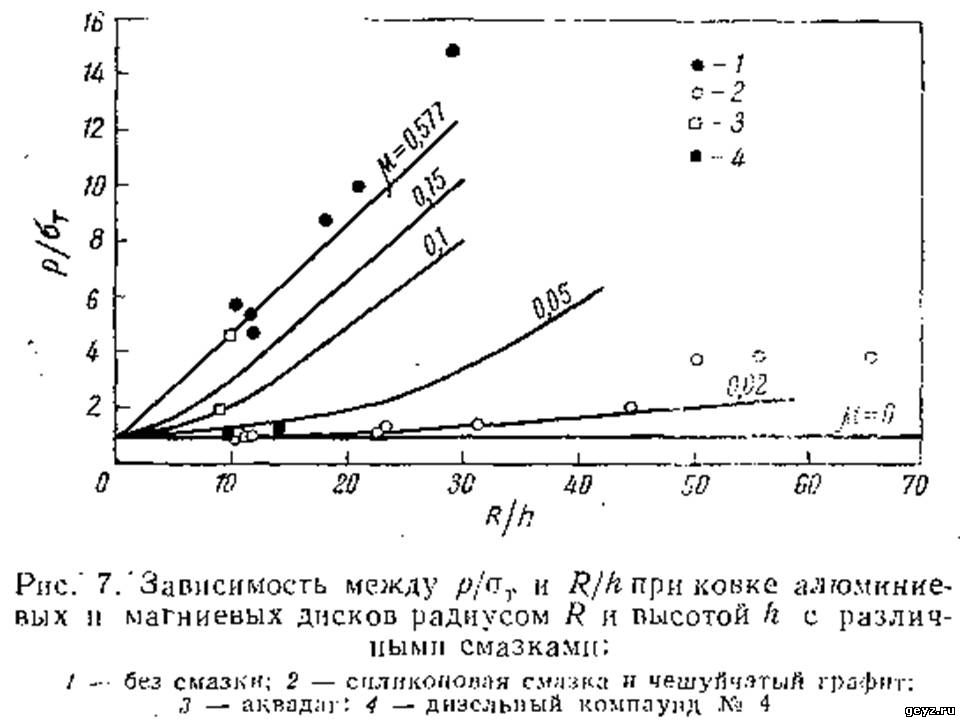
Каждый из вышеуказанных случаев описывается отдельным уравнением, основные положения для выбора уравнения даны в работе. Некоторые из результатов, полученных Шредером и Уэбстером при исследовании процесса горячей ковки, показаны на рис. 7. Анализ Бишона приводит к весьма близким числовым результатам, но этот метод основан на условии предельного состояния, использование которого недостаточно обосновано. Метод сжатия диска убедительно показывает возможность макроскопического захвата смазки. Сжатие между коническими бойками. Схема сжатия образца между коническими бойками показана на рис. 8. Характер деформации при сжатии образцов зависит ОТ геометрической формы бойков и условий трения; слишком острый угол конуса или слишком малая величина коэффициента трения приводят к раздаче торцов образца, слишком тупой угол конуса или слишком высокий коэффициент трения вызывают образование бочки на образце, ели имеется такая комбинация угла конуса и коэффициента трения, что образец остается цилиндрическим, это значит, что i = tga, где а — угол, показанный на рис. 8, приложенное напряжение равно истинному пределу текучести материала.
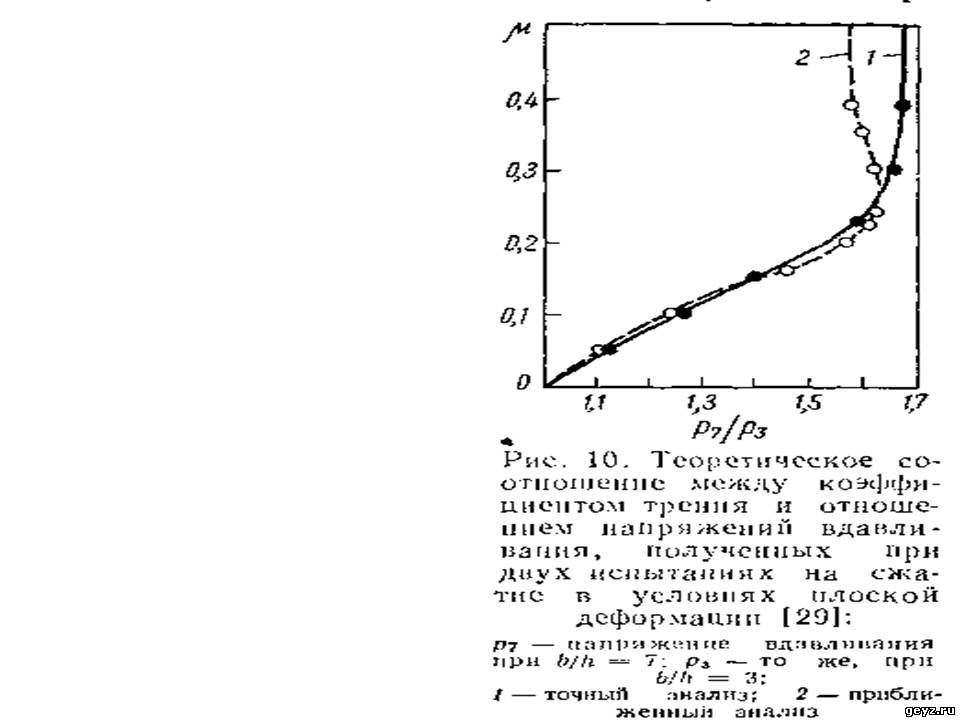
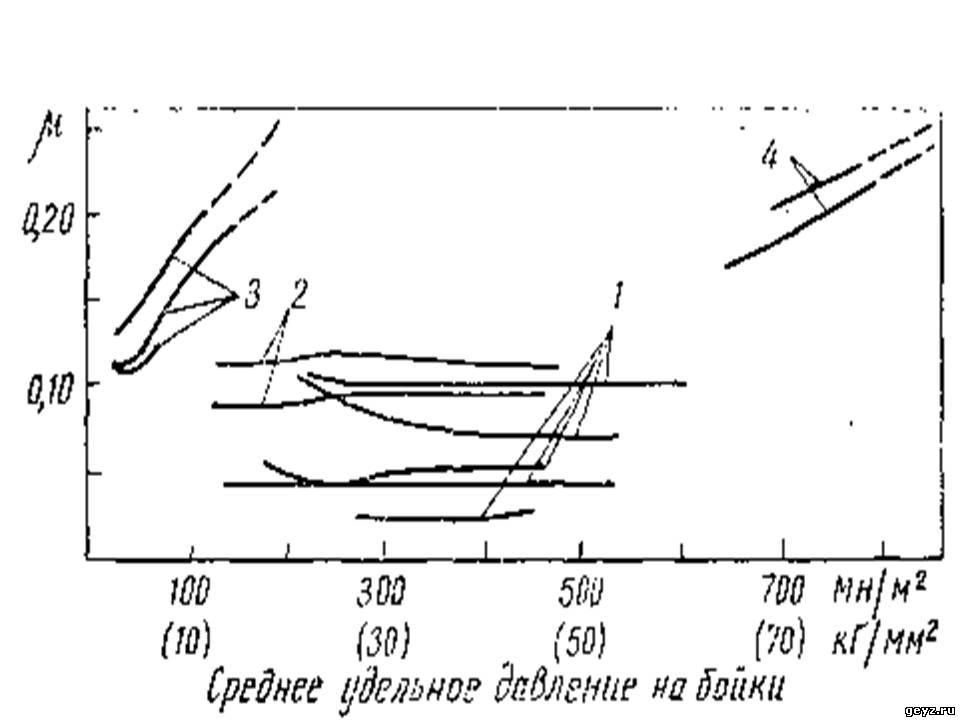
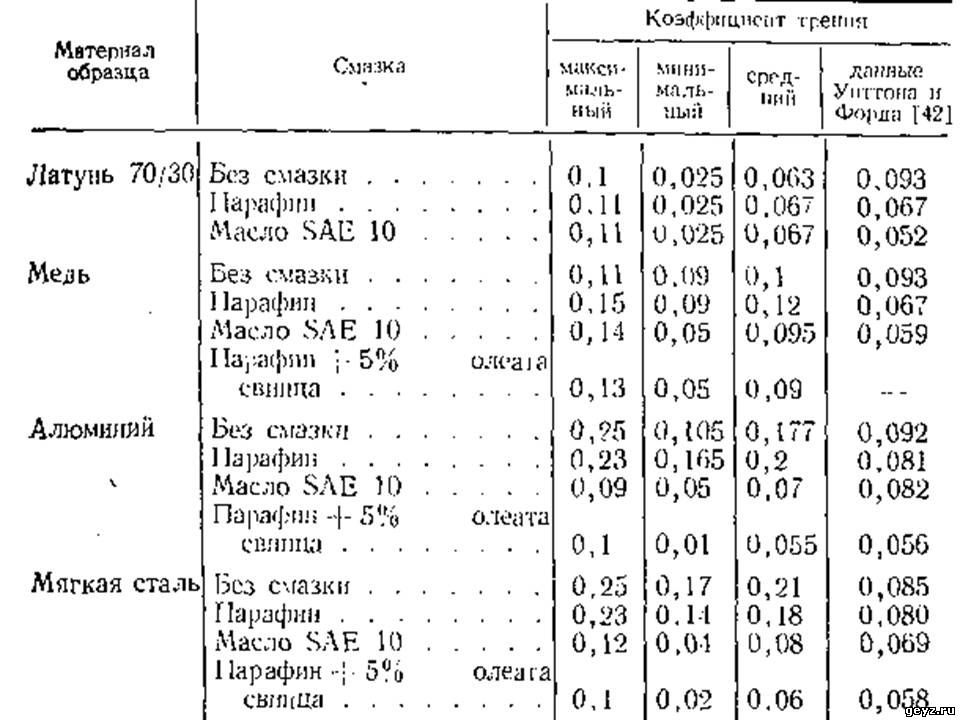
Этот метод, рассмотренный Ундервудом, имеет ряд недостатков. Небольшая ошибка в обработке заданного угла может привести к значительной разнице в количестве захваченной смазки. Необходимо иметь комплект бойков С небольшой разницей в углах конуса, что тарже представляет существенные трудности. Далее, не всегда возможно достичь желаемого результата — некоторые условия приводят к одновременной раздаче концов и образованию бочки посередине образца, этот сложный тип деформации до сих пор не объяснен теоретически. Сжатие прямоугольной пластины. Если сжать плоскими бойками металлическую полосу, обычно размером 0,25 X 5 X 50 мм, то она приобретает примерно сигарообразную форму. Приближенный теоретический анализ Хилла связывает относительное увеличение ширины центральных областей с относительным уменьшением толщины пластины (рис. 9). Анализ формоизменения может, таким образом, быть использован для оценки коэффициента трения. Знание усилия деформации и предела текучести материала при этом необязательно. Результаты, полученные при деформации медных образцов между закаленными стальными плитами (рис. 10), находятся в соответствии с величинами коэффициента трения, присущими холодной прокатке. Другие результаты показывают, что этим методом может быть получена корректная величина [i, но, к сожалению, нет достаточного количества экспериментальных данных, необходимых для установления зависимости между результатами, полученными этим методом, и результатами, определенными при исследовании реальных процессов. Этот метод дает надежные результаты при больших деформациях (>30%) и при jj. >0,05. Сжатие в условиях плоской деформации. Опыты по сжатию в условиях плоской деформации используют для измерения предела текучести тонколистового материала. Этот метод можно также использовать для определения влияния трения в условиях пластической деформации. Схема плоской деформации приведена на рис. 1, а. Тонкую широкую ленту металла зажимают между двумя длинными узкими бойками, которые выступают за кромки ленты, и измеряют напряжение вдавливания. При определенных геометрических условиях (т. е. очень больших отношениях ширины ленты к ее толщине) напряжение вдавливания при отсутствии трения на 15% выше, чем предел текучести материала. При действии трения напряжение вдавливания выше этой величины, поэтому по величине усилия, необходимого для деформации, можно судить о величине коэффициента трения. Этот метод, предложенный Александером, позволил определить напряжения вдавливания при bjh равном 3 и 7 [bjh — отношение ширины бойка к толщине ленты). Зависимость |х от отношения двух напряжений показана на рис. 10. Использование этого метода (261 дает величины коэффициента трения, которые часто согласуются с величинами, полученными при испытаниях пластин по методу Хилла. Тщательный анализ этого метода до сих пор не проведен. Такахаши и Александер определяли р, из опытов по деформированию в условиях плоской деформации путем сравнения напряжения вдавливания р непосредственно с пределом текучести материала. Доказано, что упрощенный теоретический анализ достаточно точен для определения величин р, меньших 0,2. Этот анализ приводит к уравнению Если в процессе деформации развивается сухое трение, то должно быть применено другое уравнение. Некоторые из полученных результатов приведены на рис. 11. Разные линии в пределах одной группы относятся к различным методам подготовки поверхности полосы и бойков; они показывают, сколь значительно может изменяться коэффициент трения в зависимости от тщательности очистки бойков перед каждым испытанием. В общем величина стремится к увеличению по мере роста давления (и, следовательно, с ростом величины деформации) при сжатии между бойками из инструментальной стали образцов алюминия и мягкой стали. Отмечено незначительное влияние давления на величину jj. при осадке образцов из меди и латуни. Результаты исследований обобщены в табл. 1. Очевидно, что необходимо очень тщательно контролировать условия подготовки поверхности инструмента в случае использования этого метода. Гуминский и Уилис также использовали сжатие в условиях плоской деформации при изучении условий трения, свойственных холодной прокатке алюминия. Эти исследователи использовали постоянное напряжение вдавливания (близкое к тому, которое возможно при холодной прокатке) и измеряли величину деформации. Рис. 11. Зависимость коэффициента трения от давления металла на бойки при осаживании без смазки образцов из различных материалов: 1 — латунь; 2 — медь; 3 — алюминий; 4 — малоуглеродистая сталь
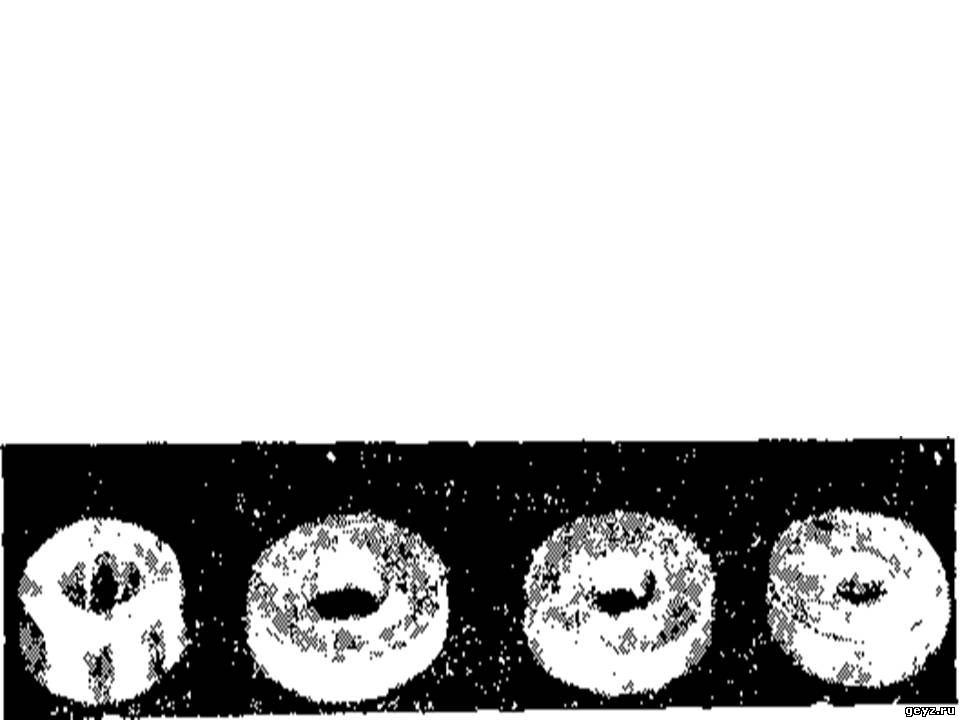
Чем больше деформация, тем больше коэффициент редуцирования и лучше действие смазки для уменьшения трения. При использовании обычной прокатной смазки трение уменьшается до установившейся величины после четырех вдавливаний, и это установившееся значение принимают за действительное значение величины коэффициента трения. Уменьшение коэффициента трения объясняется увеличением концентрации продуктов износа в смазке. Сжатие кольца. Изменение формы плоского кольцеобразного образца при сжатии зависит от степени деформации и от коэффициента трения (рис. 12). Если трение равно нулю, сжимаемое кольцо может расширяться радиально до той же величины, что и сплошной диск, и центральное отверстие при этом увеличивается. При значительном трении, действующем на поверхности, некоторая часть материала течет к центру, и отверстие сужается.
Таблица 1 Величины, полученные по методу Токахаши и Алексендера
Рис. 12. Образцы после испытаний на сжатие с одинаковой степенью деформации при разных условиях трения. Коэффициент трения увеличивается слева направо.
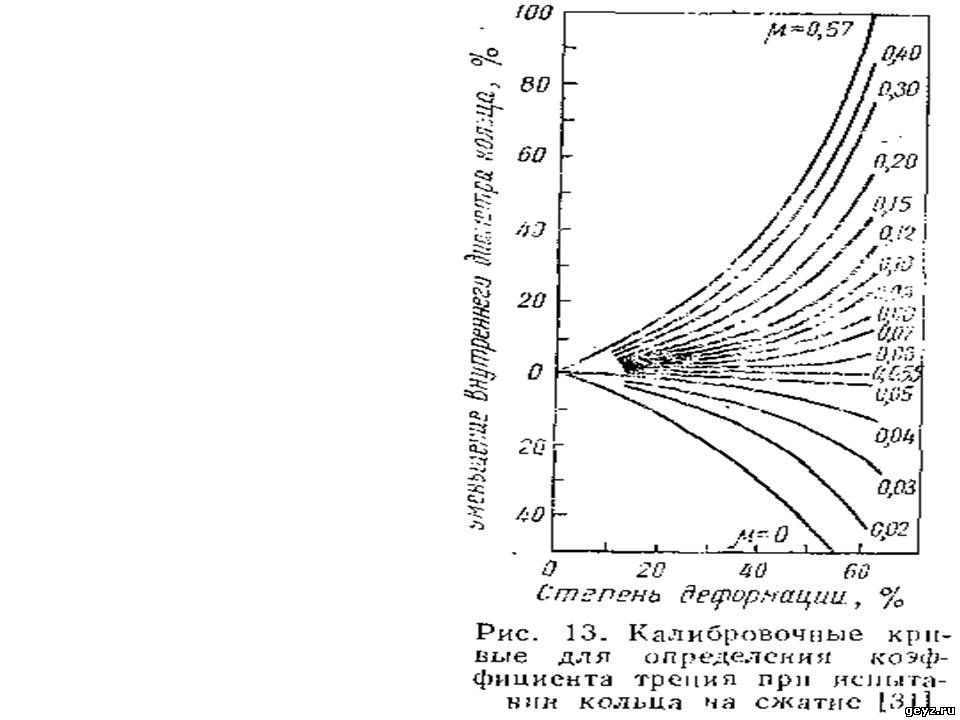
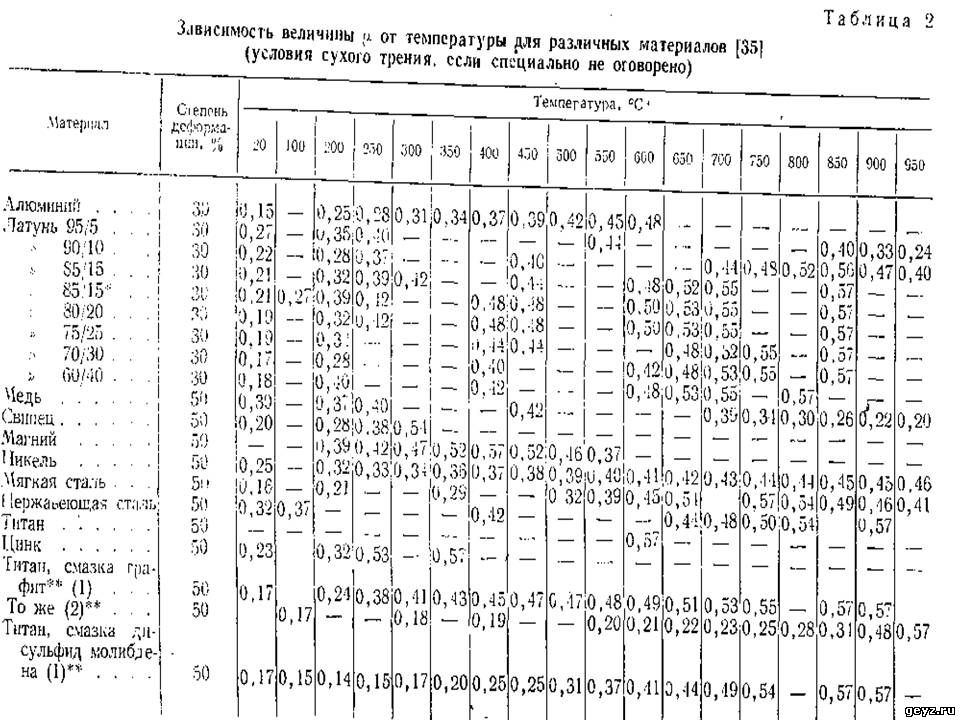
Мэйл И Кокрофт использовали этот метод для измерения величины ji в условиях пластической деформации. Теоретический анализ этого метода был разработан Кудо и Куноги. Поскольку теоретический анализ дает только приближенные результаты, Мэйл и Кокрофт оценивали результаты испытания непосредственно по величине ft, и степени деформации, используя метод сжатия диска Шредера и Уэбстера. При испытании стандартного образца (внутренний диаметр равен половине наружного диаметра, высота равна одной третьей наружного диаметра) кривые, показанные на рис, 13, отвечают только определенному, постоянному в ходе испытания значению р. Этот метод не требует измерения силы сжатия, поскольку р, вычисляют по конечным размерам образца. Метод пригоден для определения высоких значений коэффициента трения. Эти особенности делают этот метод испытаний особенно пригодным для изучения трения в условиях горячей обработки, Используя этот метод, было найдено, что в общем случае трение почти не изменяется для сухих образцов различных металлов с увеличением температуры до 120 °С, после чего трение увеличивается, вероятно, вследствие частичного разрушения поверхностных пленок.При еще более высоких температурах р может увеличиться или уменьшиться в зависимости от природы испытуемого металла. Некоторые результаты, полученные при высокотемпературных испытаниях, обобщены в табл. 2, их характер согласуется с наблюдениями, сделанными в промышленных условиях. Этим методом было обнаружено уменьшение трения при увеличении скорости сжатия. Это объясняется возникновением гидродинамических условий действия смазки. Метод перемещения пластины между двумя сжатыми образцами. Орован и Лос использовали метод изучения трения, при котором закаленную пластину устанавливали меледу двумя круглыми зазубренными образцами из испытуемого материала и прикладывали нормальное давление до тех пор, пока не начиналась пластическая деформация. При этом измеряли величину момента, необходимого для поворота пластины, в то время как образцы удерживаются неподвижно. По величине момента определяли коэффициент трения. При смазанных поверхностях трение всегда мало в начале эксперимента, но быстро увеличивается с увеличением количества относительного движения до тех пор, пока не установится высокая величина напряжений трения, соответствующая развитию межповерхностного схватывания. Такое поведение, по-видимому, объясняется разрушением поверхностных пленок- и невозможностью захвата свежей смазки вследствие неблагоприятных геометрических условий. Методы определения коэффициента трения при прокатке в гладких валках. Значительная информация о трении в процессе прокатки была получена сравнением наблюдаемых величин усилия и момента прокатки с теоретически рассчитанными величинами. Одна из первых методик — метод угла захвата. Тонкую ленту легко задать в валки, если трение значительно, но хорошо смазанная толстая лента может не захватиться и, таким образом, не войти в валки. Определяя граничные условия, которые обеспечивают захват металла, находят коэффициент трения. Этот метод дает очень большой разброс результатов, и условия трения при этом совершенно отличны от условий, имеющихся при установившейся стадии прокатки. Такая информация дает представление о характере трения при захвате, но -полученные величины коэффициента трения не могут быть использованы в общем случае. Другой метод основан па измерении опережения при прокатке. Опережение зависит от равновесия сил в очаге деформации и, следовательно, от (х. Зависимость между опережением и р может быть определена теоретически. Поскольку ранняя работа с использованием этого метода была основана на несовершенных теориях, к ней нужно относиться с некоторой осторожностью. Позднейшие исследования Бленда и Форда и Симса являются более надежными. Симс и Артур и Шей также использовали замеры определения для определения величин трения при холодной’прокатке. Хотя расчетные величины fi зачастую отличаются от величин р., полученных путем измерения усилий прокатки, общие выводы, сделанные из исследований, весьма полезны. Наиболее ценный метод с использованием прокатного стана был предложен Блендом и Фордом. В процессе обычной ленточной прокатки скорость ленты на входе в валки меньше окружной скорости валков, а на выходе металл движется быстрее поверхности валков. На входной стороне дуги контакта силы трения стремятся продвинуть ленту вперед; на выходной стороне трение противодействуют движению ленты. Силы трения реверсируют на нейтральной линии, и именно эта особенность значительно усложняет теорию прокатки. Бленд и Форд отметили, что если к ленте приложить достаточное противонатяжение, нейтральная линия будет перемещаться (для того, чтобы сохранить равновесие сил) до тех пор, пока она не совпадает с плоскостью выхода. Когда это происходит, все силы трения действуют в направлении прокатки и теоретический анализ упрощается; соотношение между давлением металла навалки (Р), моментом прокатки (М) и коэффициентом трения выражается зависимостью где R — радиус валка. Уиттон и Форд с большим успехом использовали этот метод для изучения прокатных смазок. Повторные эксперименты давали хорошее совпадение результатов.
Величины коэффициента трения при холодной прокатке различных материалов
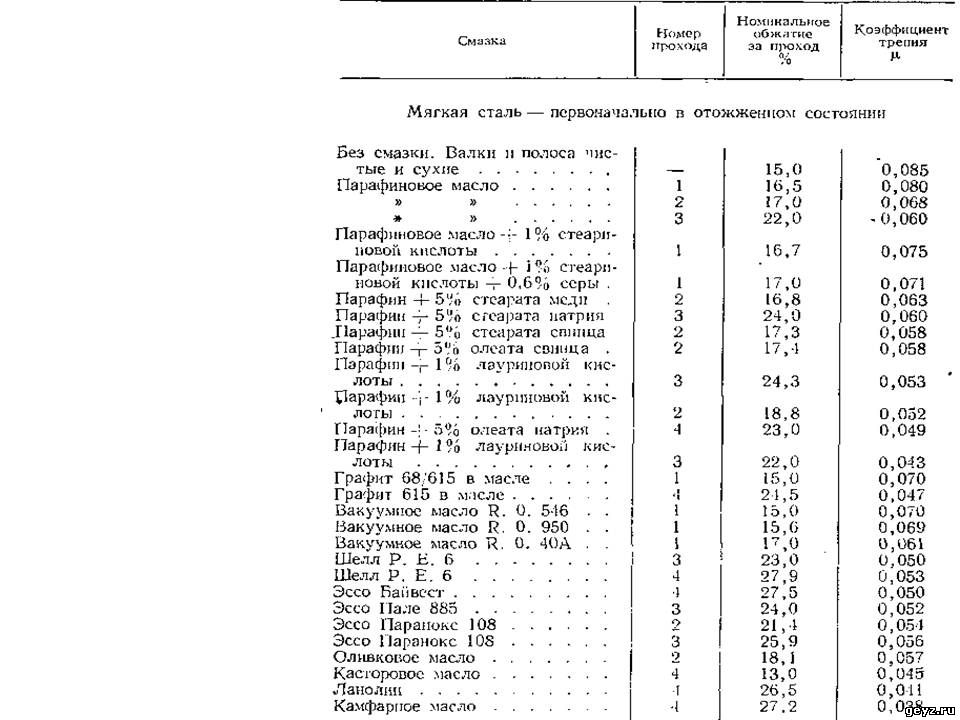
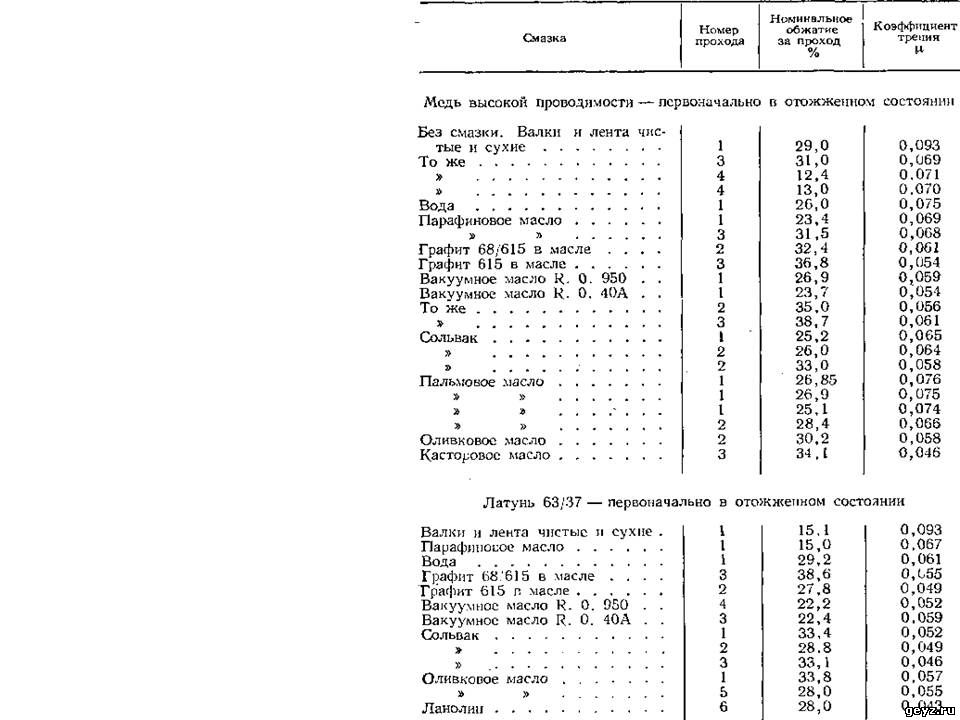
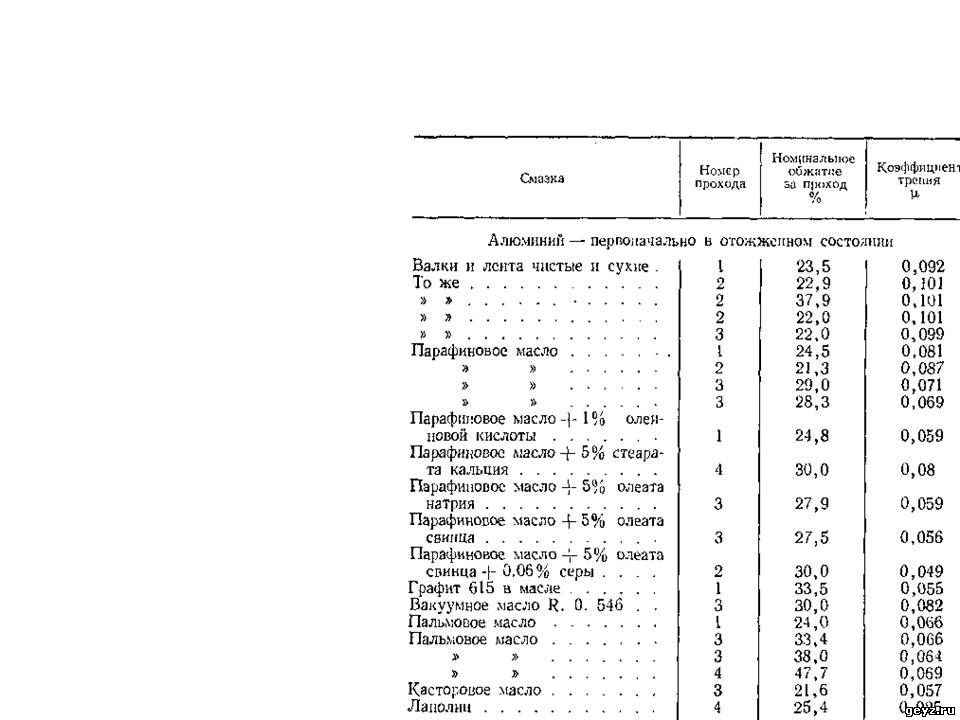
Результаты исследований Уиттона и Форда приведены в табл. 3, они рассматриваются как наиболее достоверные данные по коэффициентам трения при холодной прокатке из всех результатов, полученных до настоящего времени. Другие методы изучения трения в процессах прокатки основаны на исследовании распределения давления по дуге контакта с помощью штифтовых месдоз (4 3—451. Эти работы дали некоторую информацию о трении при прокатке, но они скорее могут рассматриваться как работы по механике процесса прокатки, нежели как метод испытания смазки. Известно, однако, что недавние работы, выполненные в СССР, предполагают оборудование нескольких промышленных прокатных станов штифтовыми месдозами, что позволит проводить изучение смазок в промышленных условиях. В большинстве работ по изучению трения и смазки в других процессах обработки использованы результаты испытаний на промышленном оборудовании. Там, где требовалось оценить коэффициент трения, обычно проводили сравнение напряжений волочения, усилий прессования и т. д. с теоретически вычисленными. Некоторые из этих работ будут упомянуты в дальнейшем. Метод определения р. при волочении проволоки через разрезную волоку предложен Мак Леланом 1461, но первые полезные результаты были получены Уистрейхом. При протяжке меди через волоку из инструментальной стали со стеаратом натрия в качестве смазки получены значения р в диапазоне 0,02—0,03. Весьма похожие результаты для волочения полосы были получены Роувом и Павельским. Величины коэффициента трения для отдельных смазок с изменением геометрических условий и общих условий испытания существенно изменяются.