СМАЗКА В НОВЫХ ПРОЦЕССАХ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
Некоторые из высокоэнергетических процессов используют для получения профильных поковок. Типичным является пресс ударного действия, в котором две половины штампа направляются навстречу друг другу под действием азота, находящегося под высоким давлением. Точные поковки с тонкими сечениями можно изготовить из нагретой заготовки в закрытом штампе из труднодеформируемых материалов, таких как высоколегированная сталь и жаропрочные металлы. Локальные напряжения и скорости скольжения при этом чрезвычайно высоки, поэтому смазка зачастую затруднена. Имеются, однако, два смягчающих фактора: смазка на бойках подвергается действию высокой температуры только в течение короткого времени, что уменьшает термическое разложение смазки, и в некоторых случаях высокие скорости скольжения способствуют образованию смазочной пленки. Трудно обобщить влияние скорости или относительного движения металла и инструмента на трение при обработке металлов давлением, но очевидно, что наблюдаемые явления зависят от природы смазки. При использовании прочных сухих смазочных пленок влияние'скорости в диапазоне обычных скоростей обработки на условия трения не обнаружено. Влияние скорости может, однако, наблюдаться и на сухих пленках, если их чувствительность к изменению скорости деформации отличается от чувствительности к изменению скорости деформации обрабатываемого металла. Если например, в качестве смазки при ковке алюминия используют свинцовые пленки, то трение при более высоких скоростях деформации увеличивается.
Различные процессы волочения проволоки, прутков и труб, а также глубокая вытяжка и штамповка имеют общие черты: усилие, необходимое для совершения операции, передается через часть изделия, которая к этому моменту уже прошла обработку. Это усилие не должно превышать предела прочности материала протягиваемого изделия, поэтому величина деформации, которая может быть достигнута за одну операцию, ограничена. Никакие усовершенствования, ни в смазке, ни в методе волочения, не могут обеспечить обработку в каждом проходе со степенью деформации, превышающей некоторую максимальную величину (при волочении проволоки максимальная степень деформации обычно не превышает 60% и зависит от градиента упрочнения материала). Чтобы достичь больших суммарных деформаций, целая серия операций должна быть выполнена последовательно. При волочении проволоки заготовка может проходить через большое количество волок — иногда число волок доходит до пятидесяти. Когда износ достигает такой величины, что размер изделия выходит за верхний допуск, волока снимается с эксплуатации для перешлифовки на следующий больший размер. Главная цель применения смазки при волочении проволоки — уменьшение износа волоки и предупреждение схватывания изделия с инструментом. Смазка с целью уменьшения усилия волочения обычно имеет второстепенное значение. Каждый из процессов волочения имеет свои особенности и должен рассматриваться отдельно.
При холодной прокатке обрабатываемый материал деформационно упрочняется и давление металла на валки может вызвать значительные упругие деформации самих валков. Валки радиусом R деформируются под действием металла таким образом, что образуется новый увеличенный местный радиус, определяемый выражением
где р — нагрузка на единицу ширины валка; С — константа, выражающая упругие свойства материала валка; Ah — обжатие ленты за проход.
Местный радиус может быть значительно (в 2—3 раза) больше радиуса недеформированного валка. Больший местный радиус кривизны означает, что лента и валок контактируют на большой площади (площадь контакта пропорциональна величине Y^R'Ah), и в результате возрастает общая нагрузка на валки. Очевидно, что при прокатке нагрузка на валки влияет на радиус деформированного валка. При некотором предельном значении давления дальнейшее увеличение обжатия не приводит к уменьшению толщины ленты. Попытки прокатывать ленту меньшей толщины, увеличивая обжатия, вызывают дальнейшее сплющивание валков и рост напряжений трения; пластическая деформация не происходит вследствие того, что не достигнут предел текучести материала полосы. Минимальная толщи¬на ленты, которая может быть получена на данном стане, является важной характеристикой прокатного стана. Чтобы получить тончайшее изделие, необходимо уменьшить сплющивание валков. Разность максимального и минимального напряжений не достигает предела текучести, умноженного на соответствующее значение коэффициента Лоде, Прим. ред. перевода.
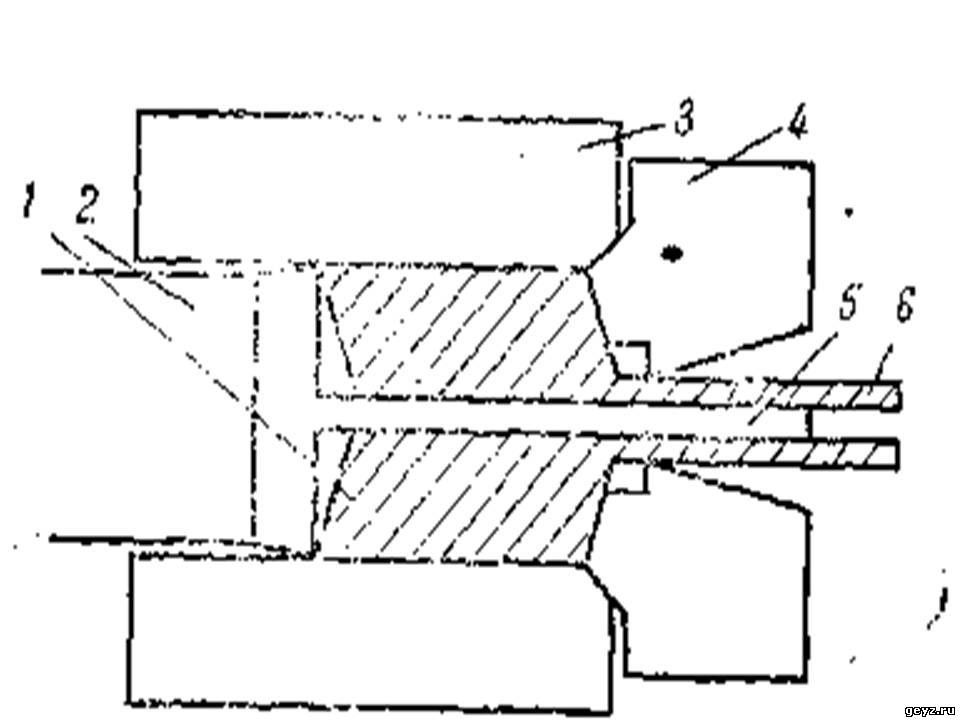
Прессованием в многоочковую матрицу несколько прессизделий могут быть получены одновременно. При прессовании труб и полых профилей игла, закрепленная в пуансоне^, проходит через слиток и образует полость в изделии (рис. 14). Другим методом изготовления полых прессизделий является прессование легко прессуемого материала через язычковую матрицу, в которой выдавливаемый материал разделяется на несколько отдельных потоков в передней части матрицы, затем потоки свариваются вокруг небольшой иглы в задней части матрицы (рис. 15). Рис. 14. Схема прессования труб с прямым истечением: 1 — заготовка; 2 — прессштемпель; 3 — контейнер; 4 - матричный узел; 5 — игла; 6 - прессизделие
Вариантами процесса прессования являются: прессование с обратным истечением, при котором один конец контейнера закрывается и металл заставляют течь в направлении обратном движению пуансона, поверх пуансона или по центру через полый пуансон (рис. 16); прессование с боковым истечением, иногда используемое для покрытия электрических кабелей оболочками из свинца или чистого алюминия; прессование профилей ступенчато переменного или плавно переменного сечения, при котором часть матрицы или игла могут перемещаться в ходе процесса; прессование прямоугольных слитков из плоского контейнера; если требуется тонкий и широкий профиль. Для получения плакированных прессизделий с тонким поверхностным слоем коррозионно стойкого металла используют прессование составных заготовок. Процесс прессования может быть использован также для получения сплошных полуфабрикатов из порошкового или гранулированного материала (производство полуфабрикатов из спеченного алюминиевого порошка).
Ковка — один из самых старых методов обработки металлов давлением. Может быть именно потому, что она основана на традиционном мастерстве, процесс ковки в течение долгого времени не был подвергнут глубоким научным исследованиям. Такие исследования стали проводить только в последние десятилетия. Термином «ковка» обозначают ряд различных процессов. Первой простой классификацией может явиться разделение на горячую, холодную и теплую ковку, однако такая классификация весьма условна. Мягкая сталь куется вхолодную при температуре 500 °С, в то время как обработка свинца при комнатной температуре по существу является горячим процессом. Если воспользоваться терминологией технологии смазки, то более удобно классифицировать операции обработки на высокотемпературные (> 500 °С), операции при комнатной температуре (О—60 °С), операции при промежуточных температурах операции при температурах ниже нуля, которые вызывают все больший интерес. Операции ковки можно подразделить на ковку в открытых штампах и ковку в закрытых штампах.
В процессах обработки металлов давлением изменение площади контактной поверхности может быть весьма значительно, как при прессовании (выдавливании) и прокатке, или весьма мало, как при глубокой вытяжке. Контактные напряжения могут быть очень высоки (прокатка тонкой ленты) или очень малы (гибка). Заготовка может находиться в контакте со стационарным жестким инструментом (волочение проволоки) или с мягким деформируемым материалом (штамповка в резиновой матрице), или вообще не находится в контакте с инструментом (гидроформовка). Скорости деформации могут быть очень значительны (высокоскоростное волочение проволоки) или очень малы (чеканка в штампе). Температура деформации может достигать значений, близких к точке плавления обрабатываемого материала (горячее прессование высоколегированных сплавов) или быть значительно менее нуля (криогенная формовка). Ввиду значительных различий процессов обработки давлением существенно отличаются требования к смазкам, используемым в этих процессах. В этом разделе будут рассмотрены смазки только для некоторых процессов обработки. Смазки можно классифицировать на ряд групп.
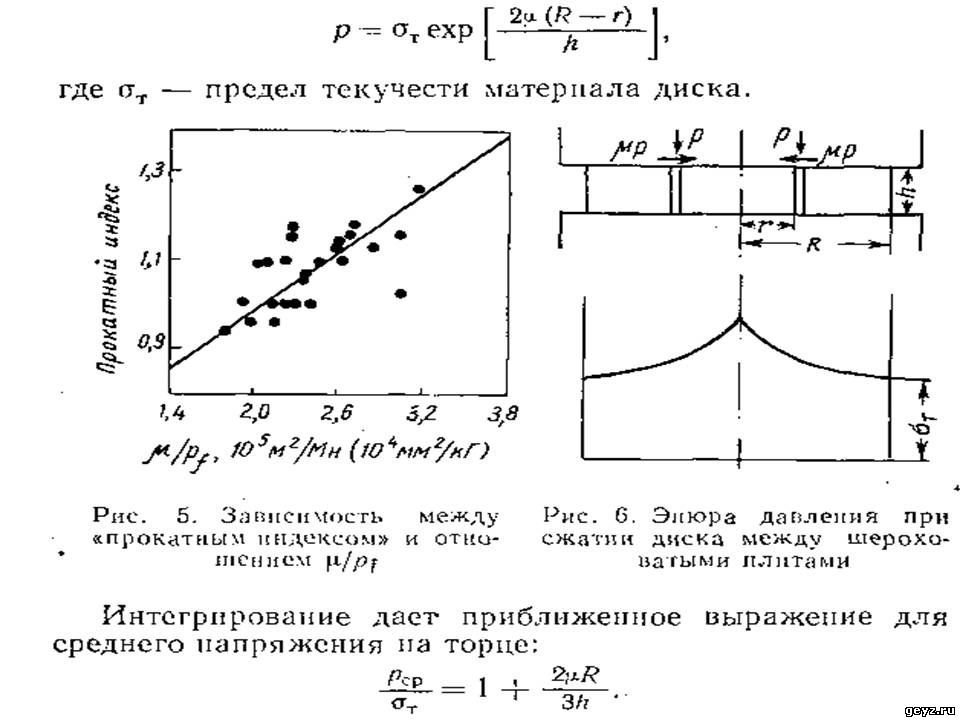
Усилие деформирования элемента определяется не только величиной основной деформации, но также и поперечным расширением, являющимся причиной появления напряжений трения. Поскольку напряжения трения равны нулю на периферии диска и увеличиваются к центру, местное нормальное напряжение также растет от периферии (где его величина равна пределу текучести) до максимума в центре. Применяя уравнение равновесия сил и используя критерий пластичности Мизеса, можно определить изменение нормального напряжения р на боковых сторонах диска; Анализ основан на допущении, что диск не образует бочки в процессе деформации. При этих условиях величина определяется для увеличенных степеней деформации и сравнивается с величиной при такой же деформации. Зависимость от степени деформации (т. е. диаграмма сжатия) должна быть известна, легче всего она определяется из дополнительных испытаний на сжатие высоких цилиндрических образцов с использованием методов Полаковского, Кука и Ларке. Шрёдер и Уэбстер анализировали некоторые особенности сжатия диска. Можно различить следующие три случая: а) величина [л достаточно мала для того, чтобы скольжение могло произойти по всей поверхности раздела (случай, рассмотренный выше); б) величина [х достаточно высока для того, чтобы был создан сдвиг по всей поверхности раздела — условие сухого трения; в) промежуточные условия трения или геометрии, когда в центральных высоконапряженных областях развивается сухое трение, а на периферии сохраняется трение скольжения.
В большинстве исследований по трению и смазке используют скольжение одного материала по другому со слабой нагрузкой в присутствии соответствующей смазки. Полученные результаты в общем случае неприменимы к условиям обработки давлением. Однако другие теории трения и смазки для условий обработки металлов давлением до настоящего времени разработаны недостаточно.
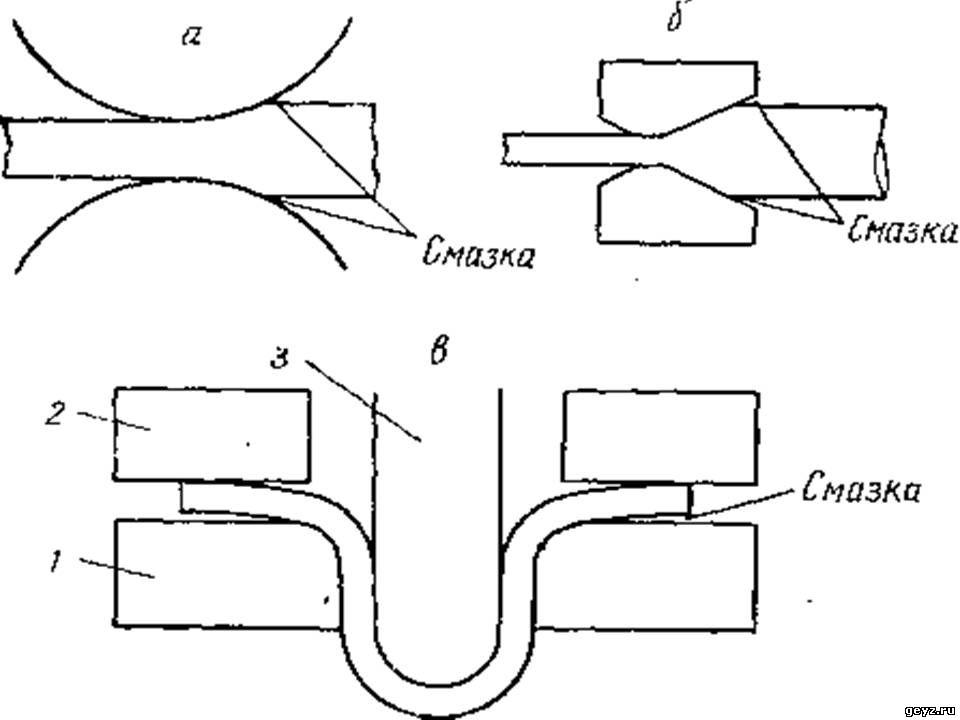
Рис. 2. Процессы обработки давлением, имеющие геометрические условия для возникновения гидродинамического трения; а — прокатка; б — волочение проволоки; в — глубокая вытяжка; 1 — матрица; 2 — прижим; 3 — пуансон
Обычная смазка разделяется на две большие группы: гидродинамическую и граничную. В некоторых процессах обработки давлением, например прокатке и волочении, геометрия инструмента такова, что смазка затягивается в сужающуюся щель (рис. 2, а, б). Это является важным условием для образования масляного клина и развития гидродинамического трения, аналогично возникающему в подшипниках скольжения. Однако вследствие очень высоких контактных давлений трудно ожидать возникновения гидродинамических условий без использования специальных методов, способствующих развитию этого явления.
ПРИМЕНЕНИЕ СМАЗКИ ПРИ ОБРАБОТКЕ МЕТАЛЛОВ ДАВЛЕНИЕМ
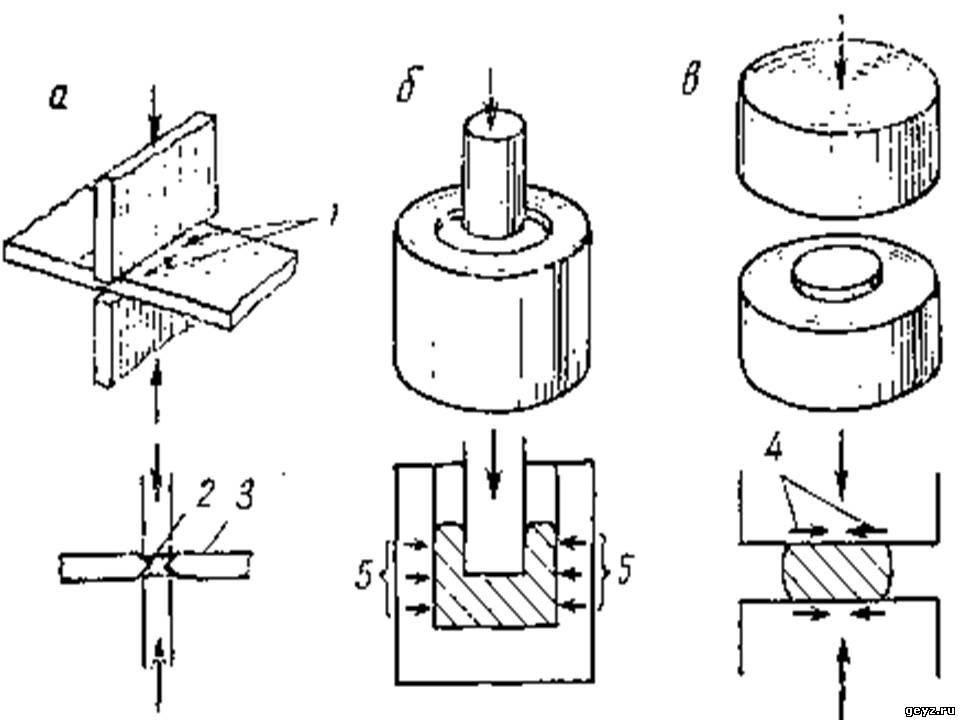
Поскольку в процессах обработки металлов давлением объемное напряженное состояние обнаруживается чаще, чем одноосное, рабочие усилия обычно более высоки, чем усилия, определенные с учетом общей деформации из диаграммы растяжения. На рис. 1, а показаны напряжения, возникающие в том случае, когда часть заготовки пластически деформирована. Материал в пластической зоне не может свободно деформироваться, потому что он связан с областями, которые испытывают только упругие деформации. На рис. I, б представлена схема объемного сжатия при прошивке заготовки, возникающего в результате давления металла на жесткие стенки контейнера. На рис. 1, в изображено сжатие плоского диска. Силы трения, возникающие при этом, затрудняют деформацию приконтактных слоев диска. При использовании смазки с целью уменьшения потребных усилий при обработке давлением важно знать соотношение действующих напряжений. Ёсли составляющая от сил трения значительна, то даже небольшое улучшение свойств смазки может оказать заметное влияние на уменьшение потребных усилий и мощностей оборудования. Если же усилия расходуются главным образом на осуществление деформаций, то уменьшение коэффициента трения не даст заметного эффекта. Другим направлением решения задач, связанных с процессами обработки металлов давлением, является установление верхнего предела возможной величины коэффициента трения (р). Скольжение обрабатываемого материала по поверхности инструмента связано с низкой величиной р.
Рис. 1. Напряжения, возникающие при вдавливании в условиях плоской деформации (а), при прошивке (б) и при осадке диска (в): 1 — упругие напряжения; 2 — пластическая зона; 3 — упругая зона; 4 — напряжения трения: 5 — удельные давления от боковых стенок контейнера