Применение смазки при обработке металлов давлением.
15.02.2015, 12:20
ПРИМЕНЕНИЕ СМАЗКИ ПРИ ОБРАБОТКЕ МЕТАЛЛОВ ДАВЛЕНИЕМ
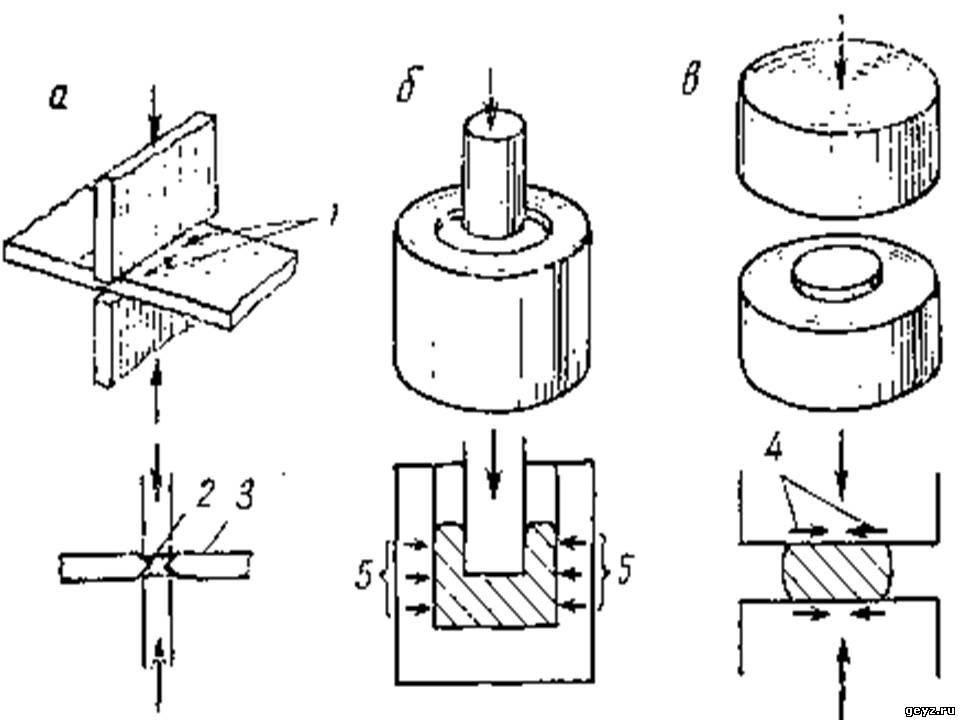
При проектировании оборудования и разработке технологии производства необходимо знать напряжения и деформации, возникающие в деталях оборудования н обрабатываемом металле в процессе обработки. В теории обработки металлов давлением при определении напряжений и деформаций принимают допущения, основанные на том, что реальной структурой обрабатываемого материала можно пренебречь и что свойства материала могут быть представлены двумя параметрами: значением истинного предела текучести из диаграммы растяжения и коэффициентом трения, соответствующим определенным условиям смазки. Поскольку в процессах обработки металлов давлением объемное напряженное состояние обнаруживается чаще, чем одноосное, рабочие усилия обычно более высоки, чем усилия, определенные с учетом общей деформации из диаграммы растяжения. На рис. 1, а показаны напряжения, возникающие в том случае, когда часть заготовки пластически деформирована. Материал в пластической зоне не может свободно деформироваться, потому что он связан с областями, которые испытывают только упругие деформации. На рис. I, б представлена схема объемного сжатия при прошивке заготовки, возникающего в результате давления металла на жесткие стенки контейнера. На рис. 1, в изображено сжатие плоского диска. Силы трения, возникающие при этом, затрудняют деформацию приконтактных слоев диска. При использовании смазки с целью уменьшения потребных усилий при обработке давлением важно знать соотношение действующих напряжений. Ёсли составляющая от сил трения значительна, то даже небольшое улучшение свойств смазки может оказать заметное влияние на уменьшение потребных усилий и мощностей оборудования. Если же усилия расходуются главным образом на осуществление деформаций, то уменьшение коэффициента трения не даст заметного эффекта. Другим направлением решения задач, связанных с процессами обработки металлов давлением, является установление верхнего предела возможной величины коэффициента трения (р). Скольжение обрабатываемого материала по поверхности инструмента связано с низкой величиной р.
Рис. 1. Напряжения, возникающие при вдавливании в условиях плоской деформации (а), при прошивке (б) и при осадке диска (в): 1 — упругие напряжения; 2 — пластическая зона; 3 — упругая зона; 4 — напряжения трения: 5 — удельные давления от боковых стенок контейнера
Если р, имеет величину, достаточную для того, чтобы вызвать напряжение трения, равное пределу текучести на сдвиг (К) обрабатываемого материала, то деформация проходит путем сдвига в теле материала, а не за счет скольжения по инструменту. В теории обработки метал¬лов давлением имеются два условия для определения напряжения трения на поверхности обрабатываемого изделия (т): Критическая величина р,, при которой происходит изменение характера трения, зависит, таким образом, от нормального давления р, действующего между контактирующими поверхностями. Если нормальное удельное давление примерно равно истинному пределу текучести материала, то для, прохождения процесса скольжения fi должно быть меньше 0,5. Более высокие значения величины р, увеличивают долю сухого трения, и расчетное значение величины р. не имеет физического смысла. Такое положение часто возникает при расчете процессов горячей обработки давлением. Сложный комплекс металлургических факторов (характеристики обрабатываемого металла, требуемые структура 9 свойства изделия и соответствующий материал инструмента) влияет на выбор смазки при обработке давлением. Смазка также должна соответствовать заданным условиям процесса: температуре, скорости, степени деформации и скорости охлаждения. Однако смазка, которая удовлетворяет всем указанным условиям, может быть отклонена из-за возможности коррозии и получения изделий с поверхностью низкого качества. Чистота поверхности в процессах обработки металлов давлением во многом зависит от характера взаимодействия между смазкой и обрабатываемым металлом. Зерна металла внутри тела обрабатываемого изделия должны сохранить сплошность с соседними зернами н поэтому каждое зерно стремится деформироваться пропорционально формоизменению всей массы. Поверхностные зерна, однако, только частично ограничены соседними и имеют некоторую возможность деформироваться в зависимости от их индивидуальной кристаллографической ориентации. Таким образом, свободные поверхности в процессе деформации подвергаются смятию. Если смазочная пленка очень тонкая, то между обрабатываемым изделием и рабочим инструментом смятие ослабляется. Толстый смазочный слой приводит к развитию поверхностного узора. Внешний вид изделия, таким образом, зависит в большой степени от применяемых условий смазки и от величины зерна металла заготовки, особенно при жидкостной смазке. Имеется несколько случаев, когда металлургические факторы полностью изменяют условия смазки. Наглядным примером является горячая обработка таких метал¬лов, как молибден, вольфрам, цирконий, бериллий, когда опасность загрязнения и токсичность (в случае обработки бериллия) ведут к использованию метода обработки в оболочке из стали. Применение этого метода устраняет возможные затруднения в выборе и нанесении смазки для горячей обработки этих металлов.