В большинстве исследований по трению и смазке используют скольжение одного материала по другому со слабой нагрузкой в присутствии соответствующей смазки. Полученные результаты в общем случае неприменимы к условиям обработки давлением. Однако другие теории трения и смазки для условий обработки металлов давлением до настоящего времени разработаны недостаточно.
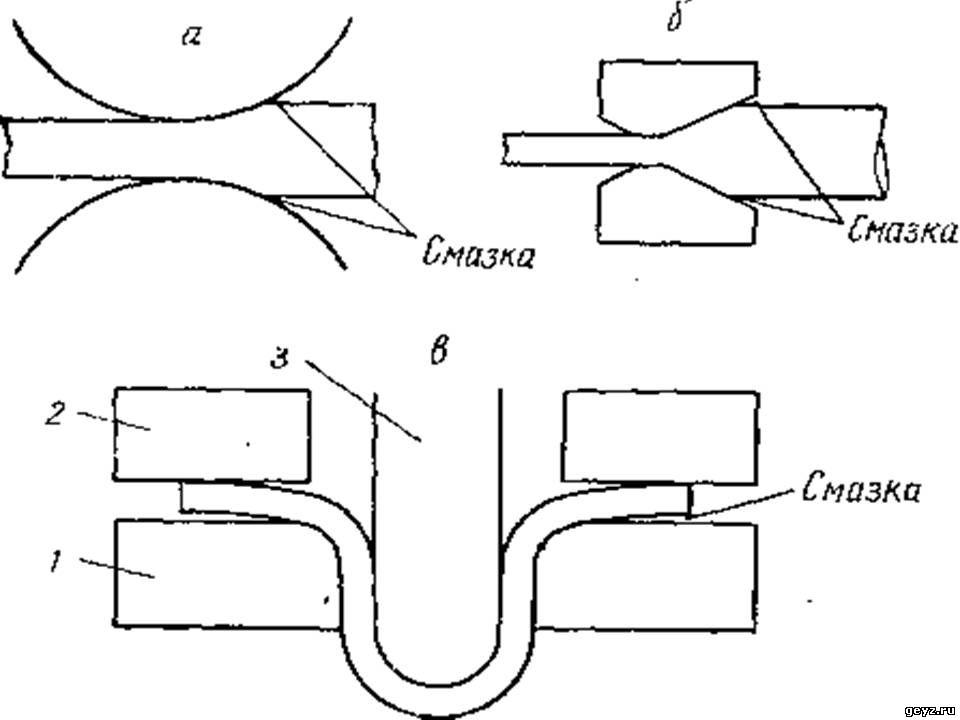
Рис. 2. Процессы обработки давлением, имеющие геометрические условия для возникновения гидродинамического трения; а — прокатка; б — волочение проволоки; в — глубокая вытяжка; 1 — матрица; 2 — прижим; 3 — пуансон
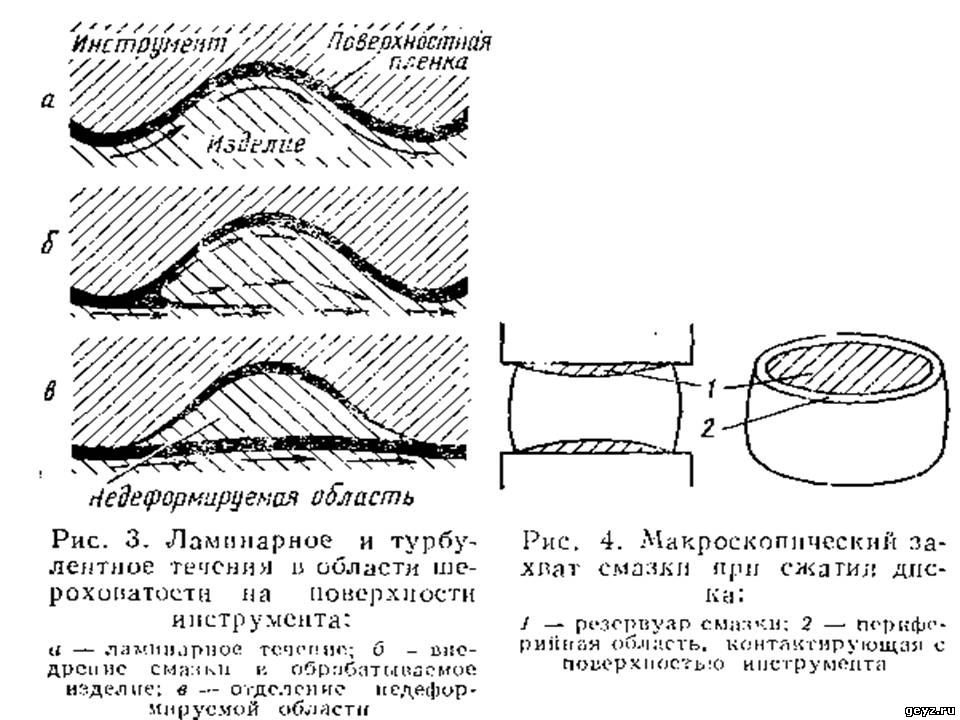
Обычная смазка разделяется на две большие группы: гидродинамическую и граничную. В некоторых процессах обработки давлением, например прокатке и волочении, геометрия инструмента такова, что смазка затягивается в сужающуюся щель (рис. 2, а, б). Это является важным условием для образования масляного клина и развития гидродинамического трения, аналогично возникающему в подшипниках скольжения. Однако вследствие очень высоких контактных давлений трудно ожидать возникновения гидродинамических условий без использования специальных методов, способствующих развитию этого явления. Гидродинамическое трение характеризуется очень низким коэффициентом трения, зависящим главным образом от вязкости смазки (а не от ее химического состава), увеличением давления в смазочном слое с повышением скорости скольжения и явным отсутствием износа трущихся пар. В процессах обработки давлением коэффициент трения обычно на порядок выше, чем следовало ожидать для гидродинамических условий. При этом как состав смазки, так и состояние контактирующих поверхностей приобретают важнее значение. При отсутствии гидродинамических условий коэффициент трения не обязательно изменяется с увеличением скорости скольжения и наблюдается износ обрабатываемого металла и инструмента, что обнаруживается по наличию металлических и окисных частиц в смазке после операции. Это более соответствует условиям граничного трения. Могут, однако, остаться некоторые особенности гидродинамического трения, в частности часто наблюдаются скоростные и вязкостные явления, которые могут вызвать уменьшение трения, если поверхность заготовки слегка шероховата. Эти условия могут быть обозначены термином «квазигидродинамическое трение». Теории трения, относящиеся к скользящим легконагруженным парам, развиты в основном в результате работ Боудена, Тейбора и их сотрудников. Известно, что использование эффективных мер: применение напорных насадок большой длины и высоких скоростей волочения проволоки, а также малых углов клина между волокой и самоустанавливающейся оправкой при волочении труб позволяет значительно снизить величину коэффициента трения, доведя его значения до уровня, соответствующего условиям гидродинамического трения. Прим. ред. перевода. при этих условиях две поверхности соприкасаются только В нескольких точках, далеко отстоящих друг от друга. Неровности каждой поверхности контактируют либо непосредственно, либо через пленку поверхностного загрязнения, и приложение нормального давления вызывает местную пластическую деформацию. Приложение касательных сил вызывает рост числа местных соединений между двумя поверхностями, но по достижении достаточно высокого сдвигающего напряжения трение покоя переходит в трение скольжения. Трение скольжения возникает в результате роста сдвигающего напряжения до уровня, необходимого для сдвига материала по поверхности раздела. Материал, подвергаемый сдвигу, может быть загрязняющей поверхностной пленкой, смазкой или сварным соединением, возникающим в случае непосредственного контакта металлов. Обрабатываемое изделие пластически течет и стремится увеличить поверхность контакта с инструментом; при отсутствии смазки контакт происходит по всей макроскопической поверхности, а не по малому количеству неровностей. Производя испытание на сжатие сухих несмазанных поверхностей, Батлер в работах показал, что наблюдается большая степень согласования двух поверхностей по достижении предела текучести испытуемого образца и что полное согласование поверхностей происходит после деформации на 7%. Другие исследования также показали, что при совместном деформировании мягкого алюминия с твердой сталью достигается тесный контакт металлов. Если имеется действительно чистая поверхность, как например в экспериментах с высоковакуумной дегазацией, то при деформации возникает полное схватывание металлов по всей макроскопической площади контакта. Поверхности, очищенные обычным образом, даже тщательно обезжиренные, покрываются пленкой окислов и загрязнениями, что предупреждает полное схватывание. Если производить простое сжатие сухих образцов мягких металлов, например алюминия или меди, может произойти местное, легко видимое схватывание металла, но полная прессовая сварка, несомненно, не происходит. Предупреждение общего схватывания поверхностными загрязнениями или окисными пленками, очевидно, играет важную роль в обработке металлов давлением. Условия трения зависят от свойств, поверхностных пленок и локальных деформаций, развивающихся на поверхности обрабатываемого изделия. Важными свойствами поверхностных пленок являются их сопротивление сдвигу, способность сопротивляться внедрению неровностей инструмента, способность растягиваться в такой степени, чтобы покрывать новые поверхности, появляющиеся при деформации. Сопротивление пленки сдвигу имеет большое значение вследствие того, что оно определяет величину напряжения трения. Механическое взаимодействие между неровностями поверхностей инструмента и обрабатываемого изделия обычно не влияет на условия трения вследствие пластического течения металла. Там, где поверхностные неровности инструмента местами проникают через поверхностную пленку, образуются небольшие площади сварки, и сдвиг по этим площадкам вызывает увеличение усилий, потребных для преодоления сил трения. Сумма поверхностей площадок сварки, однако, часто мала по сравнению с общей поверхностью контакта, так что их влияние на условия трения незначительно. Роль межповерхностных слоев в противостоянии проникновению неровностей, таким образом, важна не столько для уменьшения сил трения, сколько для предупреждения контакта двух металлических поверхностей и, следовательно, предупреждения схватывания и износа. Обычно имеется значительно большее количество молекул загрязнений и смазки, чем требуется для образования моиомолекулярного слоя. Способность пленки противодействовать местному проникновению неровностей, а также покрывать вновь образующиеся поверхности, таким образом, зависит от подвижности молекул пленки и степени их связи с поверхностью металла. Подвижная пленка с высокой степенью сродства к металлической поверхности, по-видимому, будет наиболее эффективна в защите вновь образующейся поверхности, однако эти свойства смазок для процессов обработки металлов изучены недостаточно. Подобным же образом пленка с такими свойствами может сопротивляться проникновению неровностей до тех пор, пока она не чрезмерно локально утонится вследствие очень большой пластической деформации на малой поверхности вблизи оконечности неровности поверхности инструмента. Таким образом, могут быть установлены требования к смазкам для обработки металла. Пленка должна иметь соответствующую толщину по всей поверхности контакта, меньшее сопротивление сдвигу, чем у обрабатываемого материала, быть гибкой или подвижной при обработке. Если необходимая толщина пленки не может быть достигнута другими средствами, то выдвигают добавочные требования — смазочная пленка должна иметь высокое сродство к обрабатываемому материалу. Высокая степень сродства может быть достигнута добавкой в смазку составляющих, которые адсорбируются металлической поверхностью или химически реагируют со смазкой с образованием металлических мыл. Местные деформации изменяются от точки к точке, приводя к местным изменениям толщины пленки, скорости деформации и температуры, в результате чего локальные условия трения непрерывно изменяются. Рост температуры на небольшой площадке с высокой деформацией может оказать положительное влияние, если это приводит к полезному увеличению подвижности смазочной пленки или уменьшению ее сопротивления сдвигу; однако это может стать серьезным недостатком, если уменьшится притяжение между молекулами пленки и подслоя, в результате чего пленка становится более проницаема. Если возможна химическая реакция, то для предотвращения ее необходимо учитывать температурно-временной режим операции. Поскольку реальные межповерхностные условия весьма сложны, рассмотренные факторы не могут быть использованы непосредственно для формулировки требований к смазке. Однако изложенные представления полезны для объяснения успеха или неудачи применения различных смазочных материалов при обработке металлов давлением и могут дать общее направление при разработке улучшенной смазки. Естественно образующиеся окисные пленки могут иметь требуемые смазочные свойства. При горячей обработке меди, например, поверхностная окалина достаточно пластична, чтобы служить эффективной смазкой. Даже сухая медь при комнатной температуре не имеет интенсивного схватывания с инструментом при обработке металлов давлением, что, возможно, объясняется некоторой ее окисленностью атмосферными кислородом или влагой. В противоположность этому твердая и хрупкая окись, образующаяся на алюминии, не действует как смазка. прочные пленки мягких металлов или полимерных материалов часто имеют необходимые свойства для того, чтобы действовать как эффективная смазка: низкое сопротивление сдвигу, высокую пластичность и достаточную адгезию к подслою. Неразбавленные минеральные масла, недостаточно прочно связываются с подслоем, чтобы служить эффективными смазками при обработке металлов давлением; отсюда следует необходимость использования полярных или химически активных добавок. Смазочная пленка может развиваться на поверхности обрабатываемого изделия, и пластически текущий металл плавно огибает контуры инструмента, испытывая при этом сопротивление трению, зависящее от сопротивления сдвигу пленки, не подвергаясь повреждению. Если, однако, поверхностная пленка является тонкой по сравнению с размерами неровностей поверхности инструмента, то могут возникнуть местные турбулентные потоки смазки, как показано на рис. 3. Это может вызвать внедрение смазки в обрабатываемое изделие и отделить область изделия, в дальнейшем недеформируемую. В некоторых случаях величина деформации вблизи неровностей инструмента может быть столь высокой, что поверхностная пленка нарушается и возникает контакт металлов. Эти процессы были исследованы Рове. Некоторые металлы, подобно меди, в процессе пластической деформации без смазки могут образовать частицы износа, которые захватываются углублениями на поверхности инструмента. Другие металлы, подобно свинцу, алюминию и нержавеющей стали, показывают перенос адгезионного типа. Иногда в процессах металлообработки толщина смазочной пленки зависит от количества подаваемой смазки. Обычно смазка подается свободно, и поэтому инструмент выдавливает избыток смазки. Количество захваченной смазки зависит от ее вязкости, относительной скорости перемещения обрабатываемого металла, шероховатости инструмента и поверхности заготовки. Захват смазки может осуществляться двумя путями. Может иметь место макроскопический захват, как при ковке дисков, первоначально равномерный слой вязкой смазки становится неравномерным по толщине на первых стадиях деформации вследствие того, что смазка у кромок может относительно легко выдавливаться, а в центре этого не происходит. Диск становится вогнутым, как показано на рис. 4, причем периферийная область контактирует с бойками, а смазка скапливается в центральной части диска. В захваченном объеме смазки давление равно пределу текучести обрабатываемого материала. Наличие контакта с бойками в центральной может также произойти в областях вне главной зоны деформации, как, например при холодной прокатке, где некоторая пластическая деформация полосы может быть обнаружена в области, предшествующей геометрическому сечению входа в валки. Зону раздела мелоду инструментом и заготовкой при деформировании металла со смазкой можно представить как имеющую больщие или меньшие карманы со смазкой, местами разделяющей контактные поверхности. Перегородки образуются в тех местах, где поверхности инструмента и заготовки ближе всего контактируют друг с другом. Даже в этих точках тесного сближения поверхности могут быть разделены пленками смазки или загрязнений. Срезание этих пленок способствует повышению напряжения трения. Если в этих точках происходит раз-рушение пленок, то образуется контакт между металлическими поверхностями и наблюдается адгезионный износ. В этих точках может иметь место также любой неадгезионный процесс. Хорошая смазка, тем не менее, может выдерживать значительное количество местных контактов поверхностей без разрушения; таким образом, небольшие риски на волоках могут отпечататься на протягиваемом материале без видимого нарушения смазочной пленки. Любые возможные нарушения пленки ухудшают процесс обработки: частицы с обрабатываемого изделия привариваются к поверхности инструмента, нагартовываются и, возможно, добавочно упрочняются частичным окислением, далее эти частицы действуют подобно плугу, проникают сквозь смазочную пленку и вызывают дальнейшее разрыхление поверхности металла.
Вышеприведенные рассуждения о трении и смазке в процессах обработки металлов давлением можно обобщить следующим образом: а. Несмотря на то что в процессах деформирования развивается высокое давление, могут возникнуть условия гидродинамического трения. Поверхности заготовок и инструмента разделяются или по всей макроскопической площади контакта, или по многим отдельным микроскопическим областям. Количество захваченной смазки увеличивается с ростом вязкости смазки, скорости деформирования и шероховатости обрабатываемой поверхности или захвачено слишком много смазки, то чистота поверхности изделия ухудшается. Это явление, называемое внеконтактной деформацией, кроме прокатки, Также имеет место при волочении проволоки, прутков и труб. Прим. ред. перевода. б. Для предупреждения контакта металлов в тех участках, где нет толстой смазочной пленки, требуется поверхностная пленка с высокой степенью сродства к материалу обрабатываемого изделия. Необходимая прочность пленок достигается добавкой в смазку присадок с полярными группами, в результате образуется прочно адсорбированный поверхностный слой, или путем использования активных составляющих, чтобы образовать химически-комбинированные поверхностные пленки, как например металлические мыла. в. В условиях работы со смазкой усилие трения складывается из усилия, необходимого для сдвига захваченной смазки, усилия сдвига адсорбированной смазочной пленки, где она имеет место, и силы, необходимой для сдвига сцепленных или сваренных соединений металла. г. Локальное нарушение смазочной пленки, вероятно, ведет к износу изделия и инструмента. Частицы могут быть вырваны с поверхности заготовки или инструмента сваркой в точках контакта или механическим взаимодействием. д. Изменение скорости относительного движения на поверхности раздела инструмента и заготовки может дать различный эффект. Высокие скорости часто затрудняют использование смазки, так как возникающие высокие локальные температуры приводят к нарушению поверхностной пленки. В то же время более высокие скорости могут улучшить условия обработки за счет увеличения количества захваченной смазки. е. Высокие рабочие температуры затрудняют обработку со смазкой вследствие того, что при этом может разрушиться поверхностная пленка смазки и легче происходит локальная сварка. ж. Высокие контактные давления, возникающие при обработке прочного материала, могут снизить эффект от использования смазки, если это вызывает уменьшение количества первоначально захваченной смазки, или большее сжатие ванночек смазки, и приводит к созданию обширных поверхностей непосредственного контакта обрабатываемого металла и инструмента. з. Чистота поверхности заготовки может оказывать различное влияние. Более шероховатые поверхности обеспечивают возможность захвата большего количества смазки; в то же время они способствуют большим деформациям в точках местного контакта с опасностью нарушения смазочной пленки. По-видимому, каждой конкретной совокупности условий соответствует своя оптимальная шероховатость поверхности. Важное значение имеют контуры инструмента и изделия. Общая гладкая поверхность с местными неглубокими выемками, вероятно, обеспечивает лучшие условия смазки, чем поверхность с местными выступами. и. Чистота поверхности изделия, вероятно, будет невысокой, если обрабатываемый материал отделяется от поверхности инструмента толстой смазочной пленкой. Местные нарушения смазки, приводящие к контакту между поверхностями металла и инструмента, вызывают образование шероховатости поверхности. Для получения светлой полированной поверхности должны быть созданы возможно более тонкие смазочные пленки, которые будут предупреждать непосредственный контакт между металлом и инструментом.
Теории расчета различных процессов обработки позволяют провести аналитическое определение потребных усилий н мощностей. Хотя эти теории базируются на упрощениях и допущениях и будут в дальнейшем усовершенствованы, они в общем пригодны для решения практических задач. При расчетах используют допущение о том, что данная комбинация инструмент — обрабатываемое изделие — смазка может быть характеризована постоянным коэффициентом трения при условии, что скорость, температура и другие условия остаются в процессе обработки постоянными. Дальнейшие исследования необходимы для определения истинных пределов текучести отдельных материалов и, значений коэффициентов трения. Влияние металлургических факторов на выбор смазки в процессах обработки металлов давлением можно проанализировать лишь в общих чертах. Требуются еще добавочные данные о влиянии на условия трения чистоты поверхности обрабатываемой заготовки. По-видимому при различных температурах и скоростях деформации. Прим. ред. перевода. тeopeтичecкиe вопросы применения смазки в процессах обработки давлением требуют гораздо большего внимания. Необходимо определить области использования различных механизмов действия смазки. Работы в этих направлениях позволят получить смазки, наиболее отвечающие требованиям процессов обработки металлов давлением.