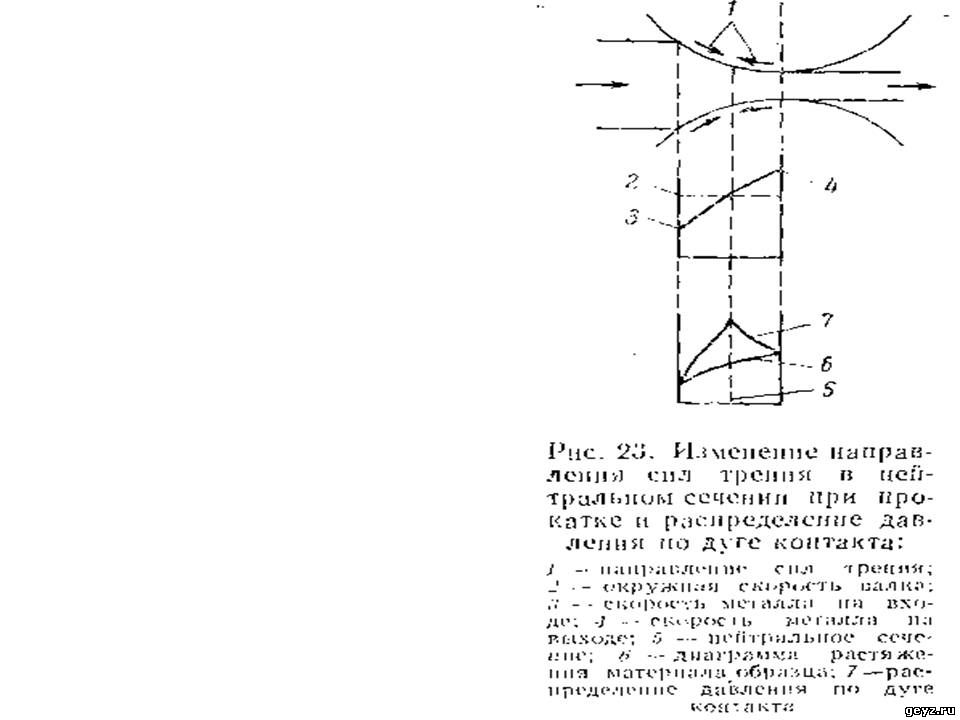
Горячая прокатка — наиболее широко используемый процесс обработки металлов давлением. В ряде случаев процесс прокатки может идти без смазки, например иногда желателен довольно высокий коэффициент трения, чтобы обеспечить захват металла валками и необходимое обжатие за каждый проход. Примеры, когда смазка употребляется при горячей прокатке, будут приведены ниже. При холодной прокатке смазка играет важную роль как для уменьшения давления металла на валки, так и для достижения высокой чистоты поверхности проката. Последующее обсуждение состоит из двух частей: общие аспекты прокатки, которые важны с точки зрения смазки, и смазка при обработке некоторых специфических металлов и сплавов. Полоса при прокатке уменьшается в поперечном сечении и увеличивается по длине. Если металл входит в валки со скоростью Ui, то он должен выйти из них при более высокой скорости fg; увеличение скорости зависит от степени деформации. Окружная скорость валков v больше t’l. Силы трения на входе в зону деформации стремятся затянуть металл в зазор между валками, а на выходе из валков силы трения стремятся задержать движение проката. Именно реверс сил трения (рис. 23) усложняет теорию прокатки. Положение нейтральной линии может быть вычислено теоретически или измерено экспериментально. Силы трения действуют по направлению к нейтральной линии, поэтому на материал в пластической зоне действуют высокие напряжения трения. Напряжения трения особенно высоки при прокатке тонких и широких листов. Нормальные напряжения в этой зоне равны пределу текучести материала ленты в плоскостях входа и выхода и достигают пикового значения в нейтральной точке. Диаграмма распределения давлений по дуге контакта (диаграмма пика трения) приведена на рис. 24. Современные теории позволяют рассчитать с достаточной точностью распределение давлений в очаге деформации при холодной прокатке полосы, если известны геометрические napaметры (радиус валка, толщина ленты, обжатие и т. д.), предел текучести обрабатываемого материала и коэффициент трения. Из диаграммы пика трения легко вычислить общее усилие прокатки (которое пропорционально площади диаграммы пика трения) и крутящий момент, необходимый для проведения операции. Однако расчетные величины давления на валки и моментов не всегда хорошо соответствуют измеренным величинам. Отклонения могут быть вызваны тем, что высокий коэффициент трения при горячей прокатке может вызвать условия сухого трения. Даже наиболее разработанные теоретические методы не могут учесть всех факторов, влияющих на процесс прокатки. Kpoмe того, зачастую отсутствуют надежные данные о соотношении деформаций и напряжений, а также данные о величинах трения при температурах и скоростях деформации, используемых при горячей прокатке. Обычно используют приближенные теории, которые позволяют вычислить давление металла на валки как относительно простую функцию предела текучести, получаемого из диаграммы растяжения и геометрических факторов. Определено, что при обычной горячей прокатке местные давления на поверхности валков не очень велики вследствие того, что материал заготовки при высокой температуре имеет невысокое сопротивление деформации. Попытки производить смазку горячего металла с целью уменьшения давления на валки не дали положительных результатов. При холодной прокатке обрабатываемый материал деформационно упрочняется и давление металла на валки может вызвать значительные упругие деформации самих валков. Валки радиусом R деформируются под действием металла таким образом, что образуется новый увеличенный местный радиус, определяемый выражением
где р — нагрузка на единицу ширины валка; С — константа, выражающая упругие свойства материала валка; Ah — обжатие ленты за проход.
Местный радиус может быть значительно (в 2—3 раза) больше радиуса недеформированного валка. Больший местный радиус кривизны означает, что лента и валок контактируют на большой площади (площадь контакта пропорциональна величине Y^R'Ah), и в результате возрастает общая нагрузка на валки. Очевидно, что при прокатке нагрузка на валки влияет на радиус деформированного валка. При некотором предельном значении давления дальнейшее увеличение обжатия не приводит к уменьшению толщины ленты. Попытки прокатывать ленту меньшей толщины, увеличивая обжатия, вызывают дальнейшее сплющивание валков и рост напряжений трения; пластическая деформация не происходит вследствие того, что не достигнут предел текучести материала полосы. Минимальная толщи¬на ленты, которая может быть получена на данном стане, является важной характеристикой прокатного стана. Чтобы получить тончайшее изделие, необходимо уменьшить сплющивание валков. Разность максимального и минимального напряжений не достигает предела текучести, умноженного на соответствующее значение коэффициента Лоде, Прим. ред. перевода. Работы по уменьшению сплющивания ведут в направлении уменьшения давления на валки. Это может быть достигнуто применением переднего и заднего натяжений с помощью применения моталок. Из условия пластичности следует, что высокие растягивающие напряжения на лен¬те приводят к уменьшению давления на валки. Другой способ уменьшения сплющивания — использование рабочих валков малого диаметра; при этом площадь контакта и, следовательно, общая нагрузка на валки уменьшаются. Самым простым методом уменьшения нагрузки на валки является улучшение условий трения. Относительно небольшое уменьшение коэффициента трения может оказать значительное влияние на величину давления па валки, кроме того, вследствие уменьшения сплющивания валков происходит дальнейшее уменьшение нагрузки. Чтобы уменьшить влияние прогиба валков, производят предварительную профилировку последних — диаметр валка посередине делают несколько большим, чем по краям; кривизна имеет такую величину, что, когда валки изгибаются при работе, зазор между ними становится параллельным. Изгиб валков будет недостаточен, если нагрузка меньше проектной величины, и прокатываемая лента получится более тонкой посередине и более толстой по краям. Поскольку любое изменение коэффициента трения влияет на нагрузку на валки, оно будет влиять также на форму поперечного сечения прокатываемой полосы. Если клети стана предварительно не напряжены, то увеличение коэффициента трения будет вызывать увеличение толщины проката. При прокатке- тонкой ленты, где значительная часть нагрузки определяется напряжением трения, условия смазки необходимо тщательно контролировать. К сожалению, коэффициент трения значительно изменяется даже при использовании самых стабильных условий смазки 1100, 10П. Эффективность прокатных смазок зависит от скорости прокатки, так как коэффициент трения уменьшается по мере возрастания скорости прокатки [102]. В результате этого лепта утоняется в средней части длины полосы, которая прокатывается при более высокой скорости, чем оба конца, прокатываемые в периоды ускорения и замедления. Скоростной эффект может быть вызван условиями захвата смазки, которые улучшаются увеличением скорости движения металла на входе в деформационную зону. Торп в работе показал, что скоростной эффект исчезает, если перед нанесением обычной смазки (пальмового масла) стальную ленту покрыть cyxoй пленкой стеариновой кислоты. Торп предполагает, что микрощели в лепте заполнены стеариновой кислотой и, таким образом, они функционируют в качестве резервуара смазки. В современных станах влияние скорости прокатки im величину устраняют путем использования специального оборудования для автоматического контроля и регулирования толщины ленты. Такое оборудование обычно использует систему обратной связи и позволяет при сохранении постоянной нагрузки на валки производить лепту равномерной толщины, даже если имеет место изменение условий смазки или других условий. Приведенное обсуждение вопросов нагрузок на валки, минимальной толщины ленты и изменения профиля валков указывает на потребность в смазке, обеспечивающей низкий и постоянный коэффициент трения. Однако слишком низкий коэффициент трения нежелателен. Активная, жирная смазка, подобная ланолину, обеспечивает такой низкий коэффициент трения, что затрудняется захват металла валками. Эта проблема может быть решена применением конструкций с принудительной задачей металла в валки, как это делают, например, в стане холодной прокатки Стеккля. Кроме того, низкий коэффициент трения (если он вызван толстым слоем вязкой смазки) обычно приводит к получению изделия с матовой поверхностью. Чтобы обеспечить получение блестящей поверхности, необходимо использовать более тонкие и менее эффективные с точки зрения понижения величины р, смазки. Промышленные прокатные масла обычно обеспечивают коэффициент трения около 0,06, в то время как при использовании ланолина коэффициент трения равен 0,02. Требуемое качество поверхности достигается в последних проходах, поэтому на различных стадиях прокатки могут быть использованы разные смазки. Более вязкие смазки, обеспечивающие низкий коэффициент трения, надо применять в первых проходах, где имеют место большие нагрузки, а отделка поверхности может быть достигнута в последних проходах применением более легких масел. Все вышеуказанные факторы необходимо учитывать при выборе прокатной смазки, но как только выявлена возможность получения требуемого размера, формы и качества поверхности изделия, все внимание должно быть обращено на легкость удаления смазки с поверхности после прокатки. Коррозионные пятна, появляющиеся после отжига в местах с неудаленной смазкой, недопустимы в случае, если полуфабрикат в дальнейшем должен подвергаться нанесению покрытий. Удаление прокатного масла с помощью специального процесса очистки или обезжиривания перед отжигом технологически вполне возможно, но эти операции удорожают производство. Далее если производить рулонный отжиг материала с очень чистой поверхностью при высокой температуре, то соседние витки рулона могут свариться. В обычной промышленной практике избыточную смазку удаляют механическим путем: либо с помощью щеток, либо с помощью струи воздуха; остающаяся смазка испаряется или сгорает в первых стадиях цикла отжига. Используется также преднамеренное увеличение цикла нагрева, чтобы облегчить удаление довольно большого количества смазочного масла. При отсутствии окисления, возникающего от неправильной регулировки печной атмосферы, большинство пятен возникает из-за разрушения самого прокатного масла. Большинство гудронных и угольных отложений возникает при использовании смазок с высокой вязкостью, поэтому противопятнистые прокатные смазки обычно основаны на более легких маслах. Полярные присадки и второстепенные составляющие также способствуют появлению пятен; так, например, медь покрывается пятнами при наличии в смазке серы или избыточной жирной кислоты. Зола от эмульгатора, используемого при изготовлении растворимых масел, .может также способствовать появлению пятен. Было проведено детальное изучение образования пятен на алюминии и выявлено два типа пятен: белые и коричневые. Белые пятна появляются в случае, если смазка загрязнена водой или же если кислотность смазки чрезмерно высока. Коричневые пятна развиваются в большей мере от присадок, а не от основного масла; тенденция к образованию пятен возрастает с увеличением числа атомов углерода в молекуле и увеличением полярности молекулы. Результатом этой работы явилось создание прокатных смазок, не образующих пятен. Важно избежать загрязнений смазки в процессе использования; такие загрязнения могут возникнуть, если масло и компаунды, являющиеся смазками прокатного оборудования, попадают в прокатную смазку. В некоторых случаях прокатное масло или эмульсию можно использовать как смазку для подшипников, но обычно эти две смазочные системы должны быть тщательно изолированы одна от другой. Смазка всегда несколько загрязняется из-за накопления металлических или окисных частичек, являющихся продуктом износа обрабатываемого материала и инструмента. Такие загрязнения способствуют образованию пятен при отжиге. Если производится рециркуляция масла, то необходима его очистка и фильтрация, например через земляные фильтры Фуллера адсорбционного типа. Очистка смазки обеспечивает меньшее содержание продуктов износа, но если очистке подвергаются более тяжелые или реактивныe масла, то это может вызвать даже большее образование пятен. Поэтому необходимо учитывать оба указанных фактора. Поскольку образование пятен зависит не только от смазки и природы обрабатываемого материала, но и от вида прокатного оборудования, методов очистки, особенностей операции отжига, неудивительно, что смазка, признанная удовлетворительной в одних случаях, является неудовлетворительной в других. Хотя из лабораторных испытаний и может быть получена значительная информация, однако окончательные рекомендации по выбору прокатной смазки могут быть сделаны в результате проведения полного цикла исследований в промышленных условиях.
Смазка при горячей прокатке
Раисе было указано, что горячая прокатка со смазкой может быть неосуществима пли нецелесообразна. Однако смазка необходима как средство регулировки температуры валков. Поверхность валков находится в контакте с горячим металлом, что может вызвать ее повреждение, однако основное назначение охлаждающей жидкости состоит не столько в предупреждении роста температуры, сколько в поддержании ее па одном уровне. Рост температуры валков диаметром 600 мм на 10 °С может изменить зазор между валками на 0,076 мм, следовательно тепловое расширение валков, следует учитывать для предупреждения искажения прокатываемого профиля. Струйная подача воды в зазор между валками представляет эффективный способ охлаждения; использование воды высокого давлении позволяет сохранить хорошее качество поверхности валков благодаря смыванию окалины и грязи. Вместо воды могут быть нсгюльзованы эмульсин растворимых масел. Медные сплавы можно прокатывать и горячем состоянии либо с чистой водой, либо с эмульсией; алюминий всегда прокатывают с эмульсией; сталь прокатывают с водой, хотя было доказано, что использование эмульсии в последних проходах улучшает качество поверхности. Возможно, что масло, разрушаясь, образует остаток, который действует как разделяющий агент и уменьшает площадь контакта металла с валками. Это может способствовать улучшению чистоты поверхности, поскольку уменьшается возможность отрыва частиц металла от ленты. При прокатке алюминиевых сплавов, температура нагрева которых невелика (500 "С и ниже), эффективность использования эмульсин выше. При прокатке на поверхности валков образуется покрытие, состоящее из мельчайших частиц алюминия и его окисла. Важное значение имеет регулировка толщины этого покрытия. Если покрытие становится настолько толстым, что от него отслаиваются частицы, то поверхность проката получается шероховатой. Основное преимущество эмульсии перед водой заключается в том, что эмульсия способствует образованию тонкого стабильного и равномерного покрытия; уменьшение нагрузки на валки имеет второстепенное значение. Имеются различные мнения относительно степени стабильности, требуемой от эмульсий, при.меняемых для горячей прокатки алюминия. Некоторые считают наиболее пригодными очень стабильные эмульсии; другие предпочитают регулируемую степень нестабильности с тем, чтобы эмульсия расщеплялась в деформационной зоне. Аргументы в пользу нестабильной эмульсии действительны, по-видимому, только при более низких температурах прокатки. Общепринято, однако, что эмульсия для горячей прокатки должна легко смачивать валки, если требуется получение хорошего качества поверхности. Смачивающая способность смазки зависит от ее температуры, и поэтому в некоторых случаях необходима точная регулировка температуры эмульсии. В других случаях в эмульсию вводят смачивающие вещества. Небольшая разница в чистоте поверхности, часто наблюдаемая между верхней и нижней поверхностями катаной ленты, объясняется трудностью нанесения сплошной смазочной пленки со стороны нижнего валка. Улучшение смачивающих свойств эмульсии будет способствовать уменьшению этой разницы.
Смазка при холодной прокатке
Минеральное масло, содержащее полярные добавки, представляет оптимальную смазку для холодной прокатки. Если первостепенной задачей является уменьшение давления металла на валки, то вязкость основного минерального масла должна быть увеличена. Однако обычно для получения'блестящей поверхности полосы выбирают масло более низкой вязкости. Полярные добавки часто представляют собой жирные кислоты, их содержание в смазке увеличивают с ростом деформаций при прокатке. Неразбавленные животные или растительные масла используют для прокатки высокопрочных материалов, например титановых сплавов. Неразбавленное пальмовое масло — традиционная смазка для прокатки тонкого листа из малоуглеродистой стали. Синтетические вещества заменяют естественные присадки, при этом уменьшается величина коэффициента трения и смазка химически не воздействует на металл, что устраняет опасность появления пятен.
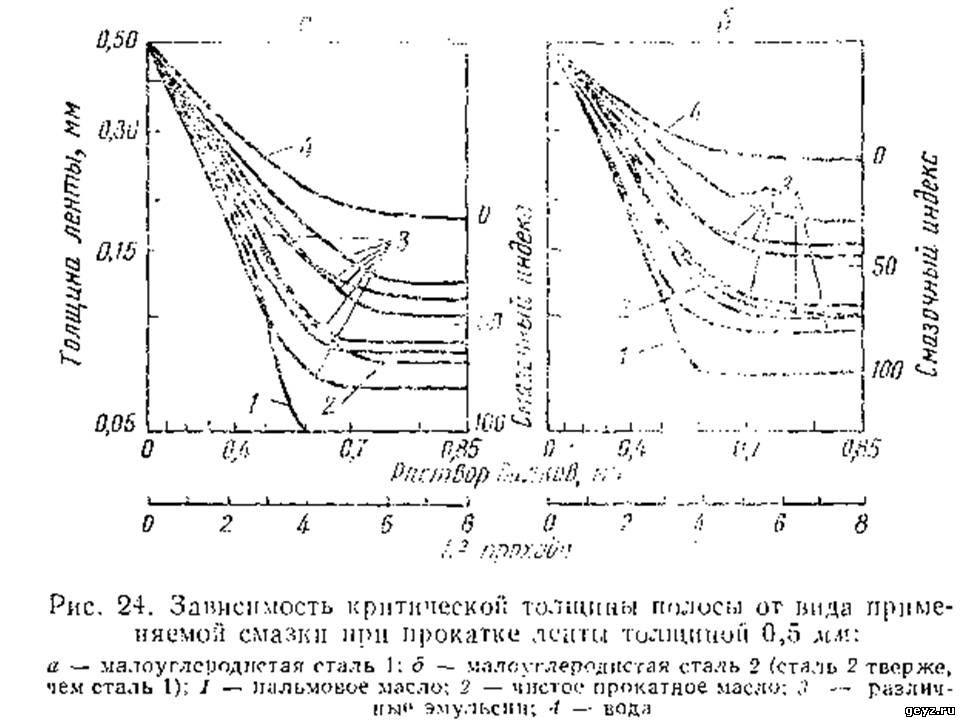
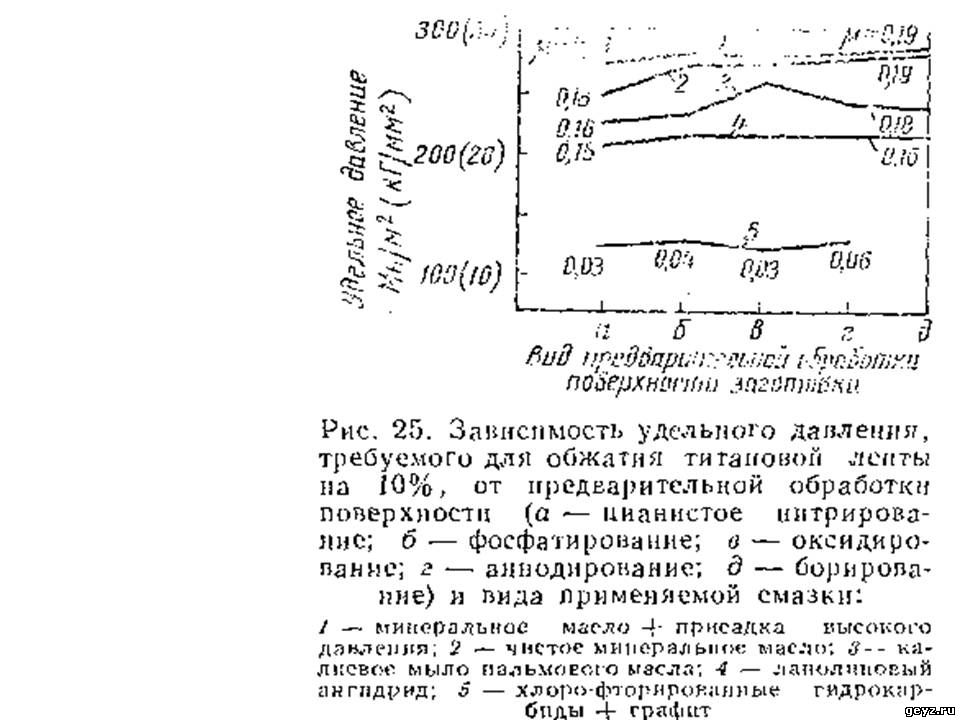
Ранее упомянутое детальное исследование холодной прокатки алюминия привело к выводу, что легкое минеральное масло (с оговоренным предельным содержанием серы, кислотностью и др.), содержащее в качестве полярной присадки спирт, представляет наилучшую смазку для уменьшения трения и устранения коррозионных пятен. Менее детальное исследование нескольких смазок для прокатки тонкой титановой ленты дало результаты, показанные на рис. 25. Преимущества использования животного масла очевидны. Хотя компаундные смазки, содержащие фторированный и хлорированный графит, дают значительно более низкий коэффициент трения, этот материал нельзя рассматривать как промышленную прокатную смазку вследствие повреждения валков при захватывании ленты, возможного выброса ленты из стана, появления тусклой поверхности, а также токсичности смазки нее нестабильности. В высокоскоростных прокатных станах струйное охлаждение валков стало необходимостью и привело к использованию эмульсий в качестве прокатной смазки. Даже при эффективном струйном охлаждении температура, развивающаяся при прокатке на высокоскоростном листопрокатном стане тандем, может достигать 200 °С. При холодной прокатке меди и стали широко используют эмульсии, при прокатке алюминия эмульсии вызывают образование на поверхности изделия коррозионных пятен, В случае, если имеющаяся вода способствует появлению коррозионных пятен, масла более предпочтительны, чем эмульсии, также и при прокатке меди или латуни. Стальная лента производится в столь большом объеме, что даже небольшие усовершенствования смазки могут дать большой экономический эффект. В течение многих лет стандартной смазкой, используемой при производстве очень тонкой луженой ленты, было пальмовое масло. Эту весьма эффективную смазку можно наносить непосредственно на ленту и использовать совместно с водяным охлаждением, осуществляемым с помощью водяных спрееров высокого давления; охлаждение можно также производить водной смесью пальмового масла и эмульгаторов. Затруднения с доставкой пальмового масла в течение второй мировой войны привели к изысканию ее заменителя. В настоящее время пальмовое масло используют только для прокатки очень тонкой ленты. Однако для этой цели можно успешно использовать и некоторые заменители пальмового масла. Большинство эмульсий обычно эффективно только при прокатке ленты толщиной менее 0,25—0,38 мм. Обычные прокатные эмульсии содержат минеральное масло, жиры и различные полярные присадки. При выборе оптимального состава смазки необходимо учитывать следующие требования. а. Обеспечение низкого коэффициента трения, который позволит производить ленту требуемой толщины без развития больших давлений на валки. По мере интенсификации процесса прокатки необходимо увеличивать содержание жиров и присадок в смазке, использовать более грубые и менее стабильные эмульсии, а также увеличивать концентрацию эмульсии (концентрация может изменяться от 3 до 10%). Установлено, что высокая вязкость масляной фазы и использование насыщенных жирных кислот способствуют уменьшению коэффициента трения [1071. б. Охлаждающее действие смазки. Охлаждающие свойства типовых эмульсий более близки к свойствам неразбавленного пальмового масла, а не воды. в. Эмульсия должна сохранять свою эффективность при прокатке с максимальными скоростями. Многие смазки, используемые при работе с малыми скоростями, непригодны для прокатки с большими скоростями. Эффективность смазки, с этой точки зрения, зависит от двух уже упомянутых факторов; если трение мало и достигается соответствующее охлаждение, то температура ленты и эмульсии будет увеличиваться, а рост температуры в свою очередь уменьшает эффективность смазки. При высоких скоростях прокатки интенсивность роста температуры повышается с разрушением смазки и развитием вибрации стали, что может создать условия, при которых проведение прокатки невозможно. г. Остаточная смазка на ленте не должна вызывать ржавления при кратковременном хранении и появления пригарных пятен при отжиге. Может потребоваться очистка полосы после прокатки, даже, возможно, с использованием электролитических способов, если впоследствии прокат будет подвергаться покрытию, однако общим требованием является создание возможности проведения отжига без очистки, а также получения поверхности, свободной от коррозионных пятен. д. Ленту, подвергаемую травлению для удаления окалины после горячей прокатки, обычно покрывают маслом для защиты поверхности от окисления в промежутке времени между травлением и холодной прокаткой. Масло, наносимое после травления, должно быть совместимо с прокатной эмульсией — легко смешиваться с ней и не вызывать появления коррозионных пятен. Проблема совместимости o6bi4iio решается использованием одинакового масла как для покрытия после травления, так и для приготовления прокатной эмульсии. е. Возможность использования прокатных эмульсий для смазки опорных подшипников валков. Там, где это делается, эмульсия удаляет источник загрязнения, который может привести к возникновению пятен. ж. Легкость использования и содержания смазки в надлежащих условиях. Сюда относятся; легкость смешивания, равномерность эмульсии и ее стабильность при хранении и рециркуляции. Очистка эмульсии посредством фильтрации и центрифугирования является важным элементом в системе рециркуляции. Хорошо выполненное отделение загрязнений позволяет длительное время использовать одну и ту же эмульсию. Регулировка температуры необходима, поскольку эмульсии обычно используют при довольно высокой температуре (50—70 ^С), чтобы обеспечить легкий отстой и фильтрацию с целью уменьшения потери присадок при фильтрации и удержании смазочной фазы в вязком состоянии. В то же время температура должна быть достаточно низкой, чтобы обеспечить действие эмульсии как эффективного охлаждающего средства. Поэтому в рециркуляционной системе должны быть предусмотрены обе системы — нагревательная и охлаждающая. з. Экономичность смазки. Не всегда предпочитают самые дешевые смазки; более дорогостоящие смазки могут обеспечить прокатку с меньшим числом проходов для получения ленты определенной толщины.
Обычно очень тонкую металлическую ленту производят на станах кварто, иногда для достижения высокой производительности четыре или пять таких станов располагают последовательно один за другим. При прокатке тонкой ленты на станах кварто требуются специальные смазки, обеспечивающие низкие величины коэффициента трения. Другой метод изготовления высокоточной тонкой ленты — прокатка на многовалковых станах Сендзимира. Этот процесс находит все большее признание, особенно при производстве лент из нержавеющей стали и наиболее дорогостоящих цветных металлов и сплавов. Двадцативалковые станы этой конструкции имеют систему расположения валков 1—2—3—4, т. е. рабочие валки малого диаметра опираются на два валка большего диаметра, которые в свою очередь опираются на комплект из трех валков, а эти валки опираются на внешний «слой» из четырех валков. Малый диаметр рабочих валков обеспечивает относительно низкое давление на валки и позволяет избегать развития высоких напряжений трения. Чрезвычайно низкие величины сил трения, таким образом, не обязательны при производстве тонкой ленты этим способом. В действительности слишком низкий коэффициент трения является недостатком, поскольку приводными являются вторичные опорные валки и крутящий момент передается к рабочим валкам от первых опорных валков через поверхностный контакт. Станина стана полностью закрыта в процессе работы, и прокатная смазка служит также для смазки подшипников. Наиболее распространенной из смазок, используемых на стане Сендзимира, является минеральное масло средней вязкости. Поскольку с помощью смазки должно быть отведено большое количество тепла, масла малой вязкости используют даже для прокатки нержавеющей стали и других материалов, например циркониевых сплавов. Более легкие масла, содержащие полярные присадки, успешно применяют с целью уменьшения коэффициента трения и, следовательно, количества выделяемого тепла. Растворимые масла используют при высокоскоростной прокатке углеродистой стали с целью улучшения отвода тепла. Какой бы тип масла не использовался, необходимо иметь совершенную установку для обработки смазки (очистки, фильтрования и охлаждения до требуемой температуры). Для этого используют поточные магнитные фильтры и проходные адсорбционные фильтры, способные удалять частицы размером до микрона, с производительностью более 50% от скорости основного потока. Удаление продуктов износа и окисных частиц с поверхности ленты с помощью чистых масел и соответствующих устройств струйной подачи вмазки способствует предупреждению образования пятен при последующем отжиге.