Смазка в новых процессах обработки металлов давлением.
15.02.2015, 16:23
СМАЗКА В НОВЫХ ПРОЦЕССАХ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
За последние несколько лет достигнуты значительные успехи в области развития процессов обработки металлов давлением. Усовершенствованы старые процессы и созданы совершенно новые способы обработки металлов (взрывная, электроимпульсная и электромагнитная формовки и др.). Некоторые новые процессы позволили облегчить применение смазки; в других процессах, напротив, возникли трудности, связанные с использованием смазки.
Вибрационная и высокоскоростная формовка
Один из новых процессов ковки, называемый виброформовкой, заключается в приложении к обрабатываемой детали переменного (с частотой до 1000 циклов в минуту) усилия. При этом достигается большая деформация и лучшее заполнение матрицы, чем при статическом нагружении. Благоприятное влияние переменной нагрузки можно объяснить либо уменьшением трения, либо понижением предела текучести обрабатываемого металла. Недавние исследования отдают предпочтение первой из названных причин и наводят на мысль, что виброформовка будет эффективна при следующих условиях: а) значительная склонность к холодной сварке между инструментом и обрабатываемым изделием; б) смазка должна содержать реактивные составляющие (жирные кислоты или полярные компаунды); в) в каждом цикле должен быть достаточный период ослабления усилия, чтобы обеспечить упругое восстановление для разделения сварных соединений и обнажения новых поверхностей для действия смазки. Использование ультразвуковой энергии облегчает процесс ковки.
Некоторые из высокоэнергетических процессов используют для получения профильных поковок. Типичным является пресс ударного действия, в котором две половины штампа направляются навстречу друг другу под действием азота, находящегося под высоким давлением. Точные поковки с тонкими сечениями можно изготовить из нагретой заготовки в закрытом штампе из труднодеформируемых материалов, таких как высоколегированная сталь и жаропрочные металлы. Локальные напряжения и скорости скольжения при этом чрезвычайно высоки, поэтому смазка зачастую затруднена. Имеются, однако, два смягчающих фактора: смазка на бойках подвергается действию высокой температуры только в течение короткого времени, что уменьшает термическое разложение смазки, и в некоторых случаях высокие скорости скольжения способствуют образованию смазочной пленки. Трудно обобщить влияние скорости или относительного движения металла и инструмента на трение при обработке металлов давлением, но очевидно, что наблюдаемые явления зависят от природы смазки. При использовании прочных сухих смазочных пленок влияние'скорости в диапазоне обычных скоростей обработки на условия трения не обнаружено. Влияние скорости может, однако, наблюдаться и на сухих пленках, если их чувствительность к изменению скорости деформации отличается от чувствительности к изменению скорости деформации обрабатываемого металла. Если например, в качестве смазки при ковке алюминия используют свинцовые пленки, то трение при более высоких скоростях деформации увеличивается. При очень высоких скоростях и при отсутствии смазки может расплавиться тонкий поверхностный слой обрабатываемого материала. Это может произойти при горячем прессовании прочных алюминиевых сплавов. Такие сплавы обычно прессуют очень медленно вследствие того, что обычные скорости прессования могут вызвать приток тепла, достаточный для появления трещин (горячеломкость); если используют очень высокие скорости, то вследствие поверхностного расплавления материала, обеспечивающего хорошую смазку и, следовательно, улучшение условий течения и напряженного состояния, могут быть получены изделия без трещин. Имеется, однако, следующая oпасность при обработке горячей алюминиевой заготовки с очень большой скоростью: рост местных температур может вызвать возгорание алюминия. Рост температуры, естественно, ограничивает использование обычных жидких смазок в процессах обработки с применением высоких энергий и скоростей. В этом случае целесообразно использовать вязкие смазки и холодные заготовки. Большинство операций ковки, выполняемых на машинах высоких скоростей и энергий, производится в горячем состоянии с использованием обычных смазок для горячей ковки — графита и дисульфида молибдена.
Гидростатическое прессование
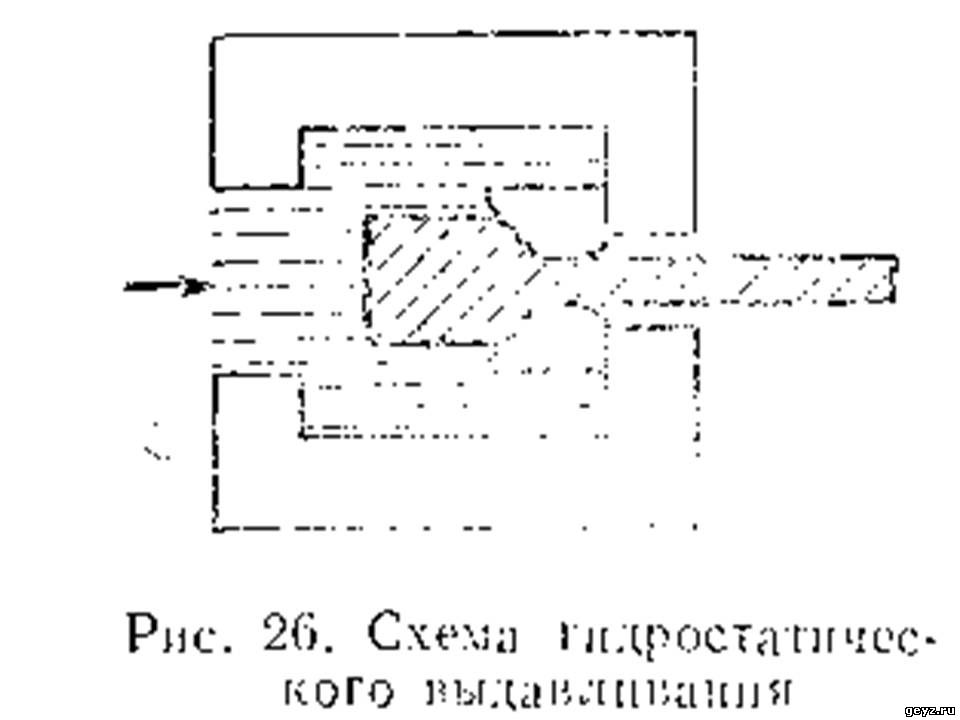
Основной процесс, разработанный в последнее время и непосредственно связанный с вопросами трения и смазки, — гидростатическое прессование. Бриджмен включил эксперименты по холодному прессованию под высоким давлением жидкости в свои классические исследования в области высоких давлений. Он отметил, что улучшенную пластичность большинства материалов под высоким давлением можно выгодно использовать для производства изделий из хрупких металлов и сплавов. Исследования последних лет, выполненные главным образом в Англии и СССР, касались возможности использования гидростатического прессования Б качестве промышленного процесса. На рис. 26 схематически изображено устройство для гидростатического прессования. Заготовка с коническим концом окружена жидкостью, которая доведена до высокого давления, либо с помощью специальных насосов, либо движением плунжера. Давление через жидкость передается к заготовке, которая выпрессовывается через матрицу. При прессовании очень хрупких материалов прессизделие после выхода из матрицы попадает во вторую закрытую камеру, содержащую жидкость под более низким давлением. При достаточно высоких выходных давлениях такие материалы, как крупнозернистый магний, латунь 60/40, молибденовые и титановые сплавы, могут быть отпрессованы при комнатной температуре без трещин.
Даже для более пластичных материалов, которые не требуют такой системы противодавления, гидростатическое прессование может представить некоторые преимущества. Во-первых, цилиндрическая поверхность заготовки никогда не контактирует с жесткими стенками контейнера, поэтому трение по боковой поверхности заготовки практически отсутствует. Во-вторых, трение на поверхности матрицы очень незначительно, по-видимому, вследствие наличия условий, идеальных для принудительной подачи смазки и развития гидродинамического трения. В-третьих, этот процесс позволяет создать такую конструкцию, в которой жидкость под давлением окружает матрицу и создает опорные напряжения, уменьшая излом матрицы.
Таким образом, могут быть использованы тонкие матрицы с небольшим углом конуса. Имен¬но эти факторы обеспечивают равномерное распределение деформаций, которое характеризует гидростатическое прессование. В результате потребные усилия достигают теоретического минимума. Кроме того, устранены два фактора, вызывающие появление трещин при обычном прессовании — трение о матрицу и неравномерная деформация^. Жидкость, используемая при гидростатическом прессовании, может сама действовать как смазка. Минеральное масло, содержащее дисульфид молибдена, пригодно для давлений до 1100 УИн/лг^ (ПО кГ/лл^), при более высоких давлениях масло «замерзает» и следует использовать другую жидкость. Смесь глицерина с этиленглицерином можно использовать до давления 2830 MHIM^ (283 кГ1мм^), но она является плохой смазкой и ее можно применять лишь в сочетании с предварительным покрытием поверхности заготовки консистентной смазкой, содержащей графит или дисульфид молибдена, или с резиновым покрытием, связанным полиэтиленом, или даже с медным покрытием. Точно так же, как слегка шероховатая поверхность улучшает процесс смазки при волочении, пескоструйная обработка поверхности заготовки перед гидростатическим прессованием уменьшает давление прессования, в некоторых случаях до 20%. ^ Поскольку траектории движения периферийных и центральных слоев заготовки различны, можно говорить только об уменьшений неравномерности деформации, но не о ее устранении. Прим. ред. перевода.
Возможно прессование горячего металла на обычном вертикальном прессе с использованием принципа гидростатического прессования. Вязкая жидкость, со-держащая графит или дисульфид молибдена, используется как передатчик давления и смазка. Таким методом можно прессовать цветные металлы (алюминий, магний, цирконий, бериллий), трубы из малоуглеродистой стали и прутки из нержавеющей стали. Этот процесс близок к использованию оболочки из чистого алюминия на заготовках из алюминиевых сплавов для получения послойного характера истечения. Другие виды обработки с применением высокого давления, например прессование длинных заготовок, которые могут быть согнуты или намотаны в спираль, прессование проволоки со шпули, помещенной в контейнер высокого давления, и осадка под давлением ]166], используют методы обычного гидростатического прессования.
Новые процессы прокатки
Новые прогрессивные методы прокатки — горячая прокатка на планетарном стане, прокатка на маятниковом стане, метод Лорда, позволяющий использовать обычный стан для работы с валками малого диаметра, — повысили требования к смазке, в частности, к ее охлаждающим свойствам. Для холодной прокатки такие требования удовлетворялись до сих пор использованием самых лучших из имеющихся видов обычной смазки. При производстве проката малой толщины значительное внимание уделяют очистке и фильтрации смазки в циркуляционной системе, как например. при прокатке в многовалковом стане Сендзимира. Обычные прокатные эмульсии плохо поддаются фильтрации, и поэтому в настоящее время проводятся исследования с целью выбора составов, которые при температурах фильтрации переходят в однофазную систему. Для горячей прокатки стали было предложено использовать стекло в качестве высокотемпературной смазки, этот метод нашел применение при обработке труднодеформируемых сплавов.
Гидродинамическое и гидростатическое волочение проволоки
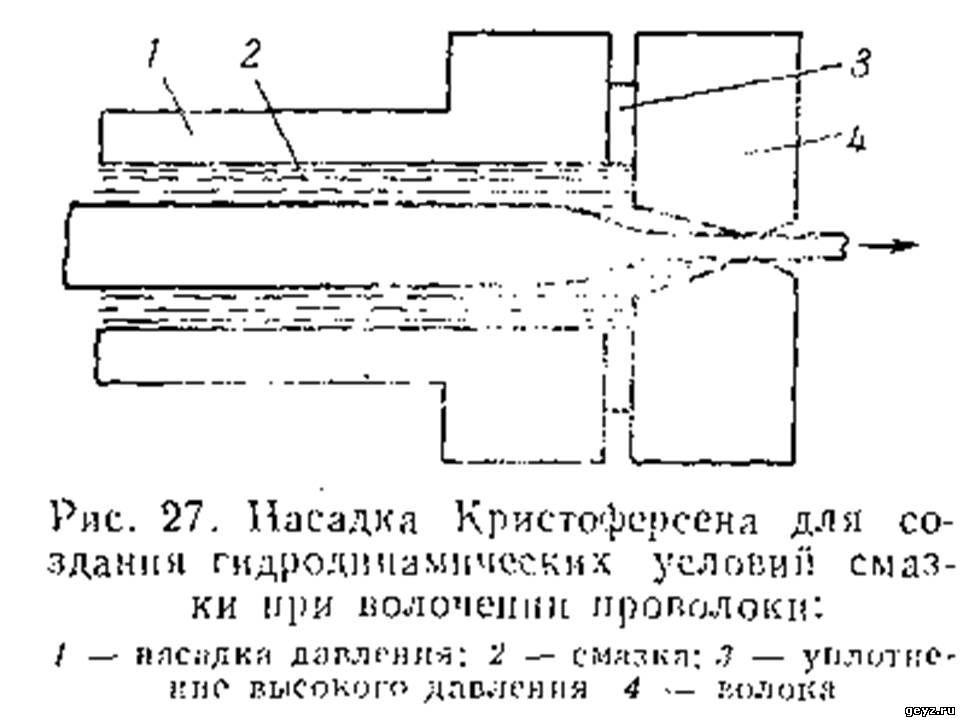
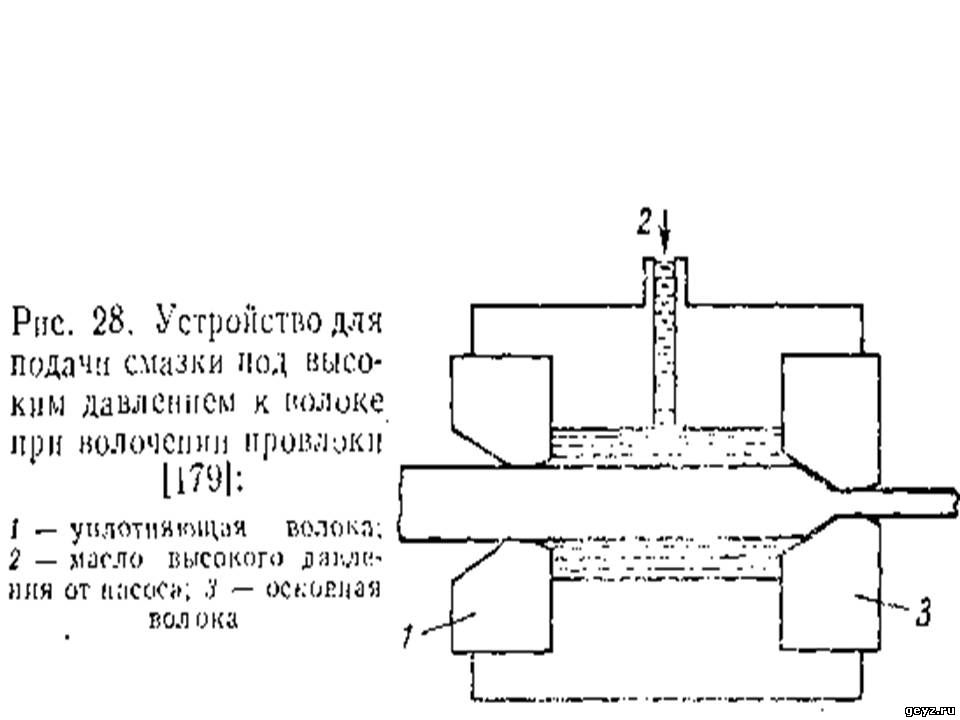
Создание гидродинамического эффекта при волочении проволоки дает возможность улучшить условия смазки. Гидродинамическое трение, которое при этом устанавливается, уменьшает усилие волочения и износ волоки к сожалению, ухудшается качество поверхности изделия. Один из способов достижения гидродинамического трения — установка трубы на входной стороне волоки (трубка Кристоферсена), в результате жидкая смазка втягивается в узкий зазор между проволокой и трубой (рис. 27). При кольцевом зазоре в несколько десятых миллиметра в насадке длиной несколько сантиметров будут создаваться очень высокие давления; эти давления могут вызывать пластическую деформацию проволоки до того, как она достигнет волоки. Два недостатка трубки Кристоферсена препятствуют ее широкому использованию в промышленности: во-первых, низкий коэффициент трения достигается только в случае движения проволоки с определенной скоростью и без остановки; во вторых, малый зазор между проволокой и трубой легко блокируется, если не приняты тщательные меры предосторожности против попадания в смазку загрязнений. Очень похожее устройство для сухого волочения с мылом было признано более приемлемым для внедрения в промышленность. В этом случае длинную трубу заменяют более короткой с конусным отверстием, благодаря чему сухой мыльный порошок легко захватывается, сжимается и разжижается перед достижением короткого цилиндрического отверстия непосредственно перед волокой. С помощью этого устройства через волоку проталкивается в 25 раз больше мыла, чем обычно, и стойкость волоки значительно увеличивается. Толстая пленка мыла, которая уплотняется на проволоке, оказывает добавочное благоприятное действие, улучшая . смазку не менее чем в четырех последующих проходах через обычные волоки. Был предложен и другой вариант «трубки Кристофорсена», в этом случае, высокое давление смазки создается с помощью насоса' . Схема такого устройства показана на рис. 28. Первая волока, через которую проходит проволока, вызывает только небольшое обжатие и ее основная функция заключается в создании уплотнения в смазочной камере; вторая волока смазывается, и в ней проволока получает основную деформацию. Значительное понижение силы волочения может быть достигнуто созданием противонатяжения за счет разницы в диаметрах двух волок. Уменьшение износа волок является наиболее важной особенностью этого метода. Вдобавок можно подводить неразбавленные смазки к самой входной зоне волоки, когда все устройство погружено в водную охлаждающую среду. Используя минеральное масло в качестве смазки, можно сочетать преимущества мокрого (меньшая капитальная стоимость и лучшее условие теплоотвода волок) и сухого волочения (меньшее трение и большее обжатие за проход). Для уменьшения трения в процессе волочения используют роликовые волоки. Наиболее распространенное использование роликовых волок — формовка листового металла протягиванием ленты между профилированными роликами, но недавние работы, в частности в Японии, позволили распространить этот процесс и на волочение проволоки. Протягиванием между четырьмя роликами, расположенными под углом 90“ друг к другу, можно обрабатывать Си, А1, Ti, Та и их сплавы с высокой скоростью и с большими обжатиями за проход; при этом требуется небольшая сила волочения и не нужна дорогая смазка. Этот'процесс отличается от метода, при котором обычная волока приводится во вращение с большей скоростью. Сравнительно недавно было высказано предположение, что вращение волоки должно изменить направление силы трения и уменьшить его величину в направлении протягивания. Такие волоки используют при обработке алюминия. Главным достоинством этого метода является выравнивание износа волоки, что позволяет производить совершенно круглую проволоку. Кроме механических и геометрических средств для улучшения смазки, применяют метод улучшения сцепления смазок с заготовкой. Простой механический захват смазки в поверхностные углубления, образуемые при травлении, может быть улучшен использованием фосфатного и других прилипающих к поверхности покрытий, образуемых химическими средствами. Еще один способ нанесения смазки на поверхность заготовки— электрофорез и электроосаждение смазки из водных растворов.
Глубокая вытяжка и штамповка
Некоторые процессы обработки с применением высоких энергий используют для получения полых деталей из труб или листового металла. При обычной взрывной или электроискровой формовке материал заготовки свободно расширяется до соприкосновения с матрицей, смазка в этом случае не требуется. Если используется чеканочный штамп, очевидно, что металл будет заполнять небольшие углубления под действием инерционных напряжений и будет наблюдаться незначительное скольжение окружающего материала. В операции глубокой вытяжки с использованием энергии взрыва металл течет по поверхности матрицы, что приводит к возникновению значительных сил трения. Из имеющихся методов смазки можно отметить использование сухих мыльных пленок и пластичных материалов, наносимых либо спреерным устройством, либо в виде листовых подкладок и накладок. Покрытия из метакрилатных сополимеров способны выдерживать две или три последовательные операции вытяжки; плен¬ки из полихлорвинила и полиэтилена можно применять только на плоских заготовках, используемых в первых проходах. Гофрированные полиэтиленовые листы вместе с соответствующей смазкой успешно используют в тяжелых операциях вытяжки; в этом случае главным достоинством является то, что графит или масло захватываются гофрами. При производстве деталей из листового материала (главным образом из малоуглеродистой стали, но иногда и из алюминиевых и магниевых сплавов) используют постоянно связанные покрытия из термопластических материалов, таких как полихлорвинил. Такие слоистые материалы вытягиваются легче, чем соответствующий металл без покрытия. В некоторых операциях полихлорвинил обеспечивает достаточную смазку, в других случаях добавочно используют растворимую в воде смазку. При более значительных вытяжках предпочтительно использование той же растворимой в воде смазки большей концентрации, но не консистентных смазок или волочильных компаундов с наполнителями. Компаундные смазки трудно удаляются (обычное паровое обезжиривание не может быть использовано) и склонны к захвату посторонних веществ при хранении и использовании. Недавно разработаны водные эмульсии парафина и спирто-дисперсные синтетические эфиры для использования их в качестве защитной пленки изделий в процессе обработки и в качестве добавочной смазки. Для некоторых операций вытяжки предложен необычный метод смазки: он заключается в использовании прокладки, возможно бетонной, которую охлаждают до температуры ниже О °С и затем поливают водой таким образом, что на ее поверхности образуется тонкий слой льда. Лед действует как плавящаяся твердая смазка. Гораздо более низкая температура требуется для процесса криогенной формовки из листовой нержавеющей стали; преимуществом этого метода является более высокая прочность изделий, получаемая в результате деформации при температурах ниже нуля. Графит используют только при очень тяжелых режимах обработки. Подвод ультразвуковой энергии к металлическому образцу может значительно снизить его сопротивление деформированию и уменьшить коэффициент трения на поверхности контакта металла с инструментом. Установлено, что при волочении труб из меди и циркония через вибрирующую волоку уменьшается сила волочения и достигается лучшее качество поверхности; отмечено также лучшее заполнение ручья штампа при ковке. Этот метод использовали также при волочении тонкостенных труб из нержавеющей стали, при холодном прессовании и даже при холодной прокатке узкой ленты. Устройство аппарата для выработки ультразвуковой энергии описано в работе. Дополнительный эффект может дать очищающее действие ультразвука. В работе показано, что полностью погруженная в жидкость машина для волочения тонкой проволоки позволила обеспечить меньшее число задиров на изделии, увеличенную стойкость волок, большие обжатия и высокую точность размеров благодаря тому, что абразивные частицы удаляются раньше, чем проволока достигает волоки. Возможность использования ультразвука для улучшения смазки заслуживает дальнейших исследований. Требуются также дополнительные исследования по применению средне- и высокотемпературных смазок для процессов обработки давлением. Некоторые теплые процессы в течение многих лет выполняют с обычными смазками; например, листы из магниевого сплава, которые довольно хрупки при комнатной температуре, можно легко подвергать глубокой вытяжке при соответствующей повышенной температуре, используя для температур до 200 °С смазку мыльного типа и при более высоких температурах — графитовое покрытие. Новый процесс eausfoiming»’ вызвал спрос на смазки, эффективные при температурах SCO—600 °С. Если деформацию осуществляют прокаткой, то смазкой обычно пренебрегают; при волочении проволоки необходимо применять смазку. Если проволока из углеродистой стали предварительно обработана полуколлоидальным графитом, то при ее волочении может быть достигнуто обжатие 80%. Реактивные металлы обрабатывают при высокой температуре в вакууме или инертной атмосфере. Предупреждая окисление, такой метод создает серьезные трудности для использования смазки. На поверхности обрабатываемого изделия отсутствуют окисные пленки, поэтому очень трудно обеспечить наложение не поверхность достаточного слоя смазки. Работа показала, что коэффициент трения при горячей прокатке в вакууме Fe, Ni, Mo и Nb может удваиваться. Увеличение коэффициента трения наблюдается также при прокатке в вакууме Ti и стали. Схватывание при горячей прокатке тугоплавких металлов в атмосфере аргона на американской установке «Infoh» [196] вызывает необходимость получения антисварочных поверхностных пленок. * Процесс «ausfonning» состоит в нагреве стали до температуры превращения ее в аустенитную фазу. Затем металл быстро охлаждают до температуры 500—600 °С н подвергают пластической деформации. .После окончания деформации происходит процесс распада деформированного аустенита. Прим. ред. перевода.