Методы восстановления посадки восстановлением начальных размеров деталей.
27.12.2014, 14:18
Методы восстановления посадки восстановлением начальных размеров деталей
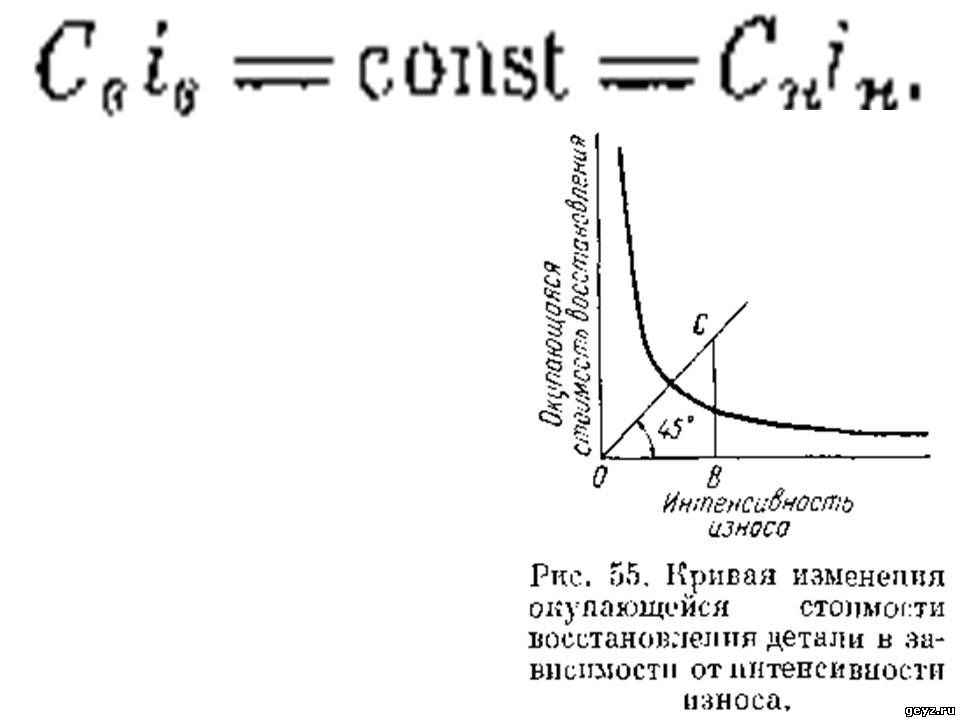
Данный метод, как показывает само название его, решает вопрос восстановления сопряжении со всей полнотой. Здесь нет необходимости иметь дело с такими ограничителями, как, например, предельно уменьшенный размер вала, так как если есть возможность наращивать изношенную деталь, не снижая качества материала, то срок службы этой детали фактически становится сколь угодно большим. К тому же предыдущий метод, допускающий работу сопряжения с деталями измененных размеров, ограничивает взаимозаменяемость и при известных условиях существенно снижает эксплуатационную надежность сопряжения. Современная ремонтная практика осуществляет рассматриваемый метод следующей системой основных способов: 1) дуговой и газовой наплавкой, 2) металлизацией напылением и 3) электролитическим покрытием (хромированием, железнением). Используются также и другие способы, о которых будет сказано ниже. Основные способы могут быть охарактеризованы следующим образом. Дуговая и газовая наплавка металла. Этот способ самый старый и самый распространенный в ремонтной практике. По своей сущности дуговая и газовая наплавка—процесс металлургический. Однако особые в данном случае условия протекания этого процесса делают его с трудом поддающимся регулированию, отчего качество наложенного слоя при ручной наплавке в значительной степени определяется личным опытом сварщика. В настоящее время этот способ как ремонтный получил распространение и прочно закрепился лишь при восстановлении деталей из простой мало- и среднеуглеродистой стали, а также из чугуна. Для деталей, изготовленных из высококачественных легированных сталей, данный способ восстановления до сих пор является мало освоенным. Главнейший недостаток дуговой и газовой наплавки как способа восстановления изношенных деталей заключается в том, что наплавка связана с глубоким прогревом детали до высокой температуры. В результате имеют место коробления, а главное — нарушения структуры материала, его однородности и, следова¬тельно, механических свойств. Эти изменения часто оказываются столь значительными, что далеко выходят за пределы тех изменений в качестве материала, которые допускаются техническими условиями на изготовление деталей. Основными показателями, характеризующими эксплуатационную надежность деталей машин, является их динамическая прочность и износостойкость. С этой точки зрения применение достижений современной сварочной техники и, прежде всего, использование современной системы электродов и обмазок, позволяет существенно улучшить качество восстановления деталей наплавкой. Однако и в этом случае не всегда удается полностью устранить недостатки, вызываемые специфическими особенностями данного способа. Например, наплавка деталей электродами УОНИ 13/55 Э50А дает следующие результаты: износостойкость деталей из нормализованной стали 45, наплавленных этими электродами, в большинстве случаев оказывается выше износостойкости эталонных деталей, изготовленных из этой же стали, однако, усталостная прочность этих наплавленных деталей снижается по сравнению с прочностью не наплавленных на 23%. Таким образом, в данном случае приходится делать заключение, что наплавка электродами УОНИ 13/55 может быть рекомендована для восстановления деталей, допускающих снижение усталостной прочности на 25%. Учитывая сказанное, ремонтная практика наряду с совершенствованием дуговой п газовой наплавки вынуждена изыскивать и другие способы, которые бы давали в отношении ответственных деталей более надежные результаты. Металлизация напылением. После дуговой и газовой наплавки данный способ является вторым по практической значимости способом восстановления изношенных деталей. Напыление с помощью сжатого воздуха расплавленного металла не вызывает высокого нагрева основного материала восстанавливаемой детали и, следовательно, никаких изменений в него не вносит. Дополнительным преимуществом данного способа является возможность нанесения слоя из какого угодно металла любой толщины на любую деталь независимо от формы и размеров последней. Эти особенности и объясняют тот интерес, который проявляет ремонтная практика к данному способу. Однако широкому распространению металлизации напылением препятствует низкая механическая прочность получающихся покрытий и слабая связь покрытий с основным материалом. В настоящее время данный способ используется при восстановлении наружных цилиндрических поверхностей, а также при заделке трещин в литых деталях, при условии, однако, если эти трещины не ослабляют прочности деталей. Имеет место использование металлизации напылением при восстановлении внутренних цилиндрических поверхностей. Ценным качеством напыленного слоя является его высокая износостойкость при работе со смазкой. Этому способствует значительная пористость слоя. Хотя износостойкость со временем падает вследствие загрязнения пор продуктами износа, однако, как показывает практика, срок службы напыленных деталей оказывается, как правило, не менее межремонтного срока службы машины. В связи со сказанным невысокая связь слоя с основанием позволяет при ремонте машины легко удалить старый напыленный слой и нанести новый. РТзучение этого способа показывает, что напыленньп! слой не изменяет прочности детали. Практически же восстановленная металлизацией деталь часто оказывается в отношении прочности все же ослабленной, во-первых, вследствие уменьшения сечения, вызванного износом, а, во-вторых, вследствие того, что многие способы подготовки поверхности к металлизации сами по себе снижают предел выносливости детали. Например, нанесение резьбы, а также электроискровая обработка поверхности снижают предел выносливости на 35—40%. Электролитические покрытия изношенных деталей. Эти виды покрытий занимают важное место в системе способов восстановления. Однако область применения этого способа до сих пор ограничивается лишь наиболее ответственными сопряжениями автомобилей и тракторов, главным образом теми, ремонт которых не может быть проведен пи способом ремонтных размеров (например, восстановление посадки колец шарико-роликовых подшипников на свои валы), ни дуговой и газовой наплавкой (например, восстановление ответственных деталей из легированных сталей со сложной термической обработкой). Этот способ, таким образом, как бы восполняет недостатки предыдущих способов и имеет все основания на широкое распространение в автотракторной ремонтной практике. Электролитическое покрытие не требует высокого нагрева и, следовательно, никаких изменений в основной материал восстанавливаемой детали не вносит. В настоящее время наибольшее распространение и признание в ремонтной практике получило хромирование (гладкое и пористое) благодаря высокой износостойкости хрома. Однако хромирование — сложный и дорогой процесс. Для его осуществления необходимы специальные мощные генераторы тока (или громоздкий набор выпрямителей), для ведения процесса требуется высококвалифицированный персонал. К тому же доброкачественные покрытия могут быть получены лишь в пределах толщин, не превышающих десятой доли миллиметра, что также весьма суживает область применения этого процесса. Можно считать, что при ремонте машин наиболее целесообразно использовать хромирование (гладкое) с целью восстановления мест посадки под шарико-роликовые подшипники, — эти места обычно имеют малые износы и принадлежат ответственным дорогостоящим деталям. Из деталей, работающих в условиях трения скольжения со смазкой, целесообразно восстановление хромированием (пористым) толкателей, клапанов (их направляющих) распределительных валов (их шеек) и др. Однако данное положение потребует пересмотра при некотором усовершенствовании другого более дешевого электролитического способа — железнения. Несмотря на сказанное, хромирование деталей в ремонтных предприятиях долнчно всегда иметь известное распространение, но не столько для восстановления, си;олько для повышения износостойкости деталей. Конечно, в этом случае хромирование перестает быть специфическим ремонтным процессом и главным местом его применения должны быть машиностроительные заводы и заводы, занимающиеся изготовлением запасных частей. В ремонтных предприятиях хромирование должно иметь своим назначением повышать износостойкость деталей с малыми сроками службы. Что же касается ж е л е з н е н и я, то из всех электролитических покрытий, пригодных для восстановления деталей машин, этот способ является наиболее многообещающим. Дешевизна и доступность исходных материалов, небольшая затрата энергии, возможность нанесения осадков достаточной для практики толщины, высокая производительность процесса (в 10—15 раз выше хромирования) и ряд других достоинств железных покрытий заставляют научных работников и практиков ремонтного производства проявлять постоянный интерес к этому виду покрытий. Однако железные покрытия при настоящем их осуществлении имеют ряд серьезных недостатков, мешающих широкому распространению их в ремонтной практике. Главными из них являются: невысокие механические свойства электролитического железа как покрытия деталей и отсутствие достаточно стойкого, прочного и доступного материала для изготовления ванн железнения. Необходимо отметить также не всегда удовлетворительное сцепление электролитического слоя с основным материалом. По основным показателям эксплуатационной надежности (влияние на прочность и износостойкость восстанавливаемой детали) хромирование и железнение характеризуются следующими данными. Гладкое и пористое хромирование снижает предел выносливости по сравнению с непокрытыми деталями на 20% при гладком хромировании и на 28% при иорпстом. Вместе с тем износостойкость при сопоставлении хромированных поверхностей с нормализованными стали 45 повышается в 3—6 раз. Таким образом, хромирование, очевидно, следует применять в тех случаях, когда требуется значительно повысить износостойкость детали и когда снижение усталостной прочности на 20—30% не служит препятствием к безопасному использованию таких деталей. Необходима дальнейшая работа над повышением предела выносливость хромированных деталей (особенно нори- стохромированных) путем соответствующего совершенствования процесса покрытия (например, путем осуществления термообработки хромированных деталей при 500—600° или путем ведения процесса при периодически меняющую полярности тока, питающего ванну). Железнение при обычном его осуществлении по сравнению с непокрытыми нормализованными деталями стали 45 дает снижение предела выносливости на 25% и снижение износостойкости на 70%. Таким образом, железнение, как способ восстановления изношенных автотракторных деталей, при настоящем его состоянии дает крайне невысокие показатели и потому в таком осуществлении может найти ограниченное применение в ремонтной практике (например, при восстановлении мест посадки шарико¬роликовых подшипников). Необходима дальнейшая разработка данного способа с целью всемерного повышения механических свойств покрытия. О возможных путях повышения износостойкости железных покрытий сказано в главе III. Таким образом, рассмотренные основные способы восстановления изношенных деталей наплавкой, металлизацией напылением, хромированием и железнением при настоящем их состоянии имеют еще целый ряд недостатков, однако, многие из этих недостатков устранимы при дальнейшем совершенствовании данных способов. Общим недостатком рассмотренных способов является значительное снижение ими предела выносливости основного материала (20—50%). Необходимо поэтому дальнейшее совершенствование всех процессов в направлении всемерного повышения прочности покрытых деталей без ущерба экономичности способа восстановления. В связи со сказанным заслуживают внимания такие общеизвестные способы поверхностного упрочнения, как обкатка роликами или дробеструйная обработка, технически пригодные для упрочнения некоторых покрытий. Охарактеризуем кратко другие способы восстановления деталей, относящиеся к рассматриваемому методу. К ним относятся усовершенствованные способы электро- наплавки — автоматическая электронаплавка, наплавка вибрирующим электродом и далее: термитная наплавка, способ пластических деформаций, электроискровая и анодно-механическая обработка. Почти все перечисленные способы прогрессивны, однако, общим их недостатком является ограниченность применения, вследствие специфичных особенностей каждого из них. Автоматическая и полуавтоматическая электронаплавка. Этот вид наплавки, как открытой дугой так и особенно под слоем флюса, является весьма прогрессивным, позволяющим не только повысить производительность, но и существенно повысить качество слоя. Так автоматическая наплавка под флюсом АН-348-А проволокой Св-08А детали, изготовленной из нормализованной стали 45, почти но снижает предела выносливости (снижает на 8%) и повышает износостойкость на 20%. Однако данную наплавку возможно осуществить применительно только к деталям, позволяющим наносить спиральные или достаточной протяженности линейные валики. Кроме того, эта наплавка весьма осложняется с уменьшением размера деталей, вследствие быстрого нагрева малогабаритных деталей до высокой температуры и ухудшения в связи с этим условий для охлаждения слоя и удаления шлака. Автоматическая наплавка с успехом применяется для восстановления таких тракторных деталей как ходовые катки (наплавка обода), натяжные колеса (наплавка обода), гусеничные башмаки (приварка прутков стали к изношенным гребням) и др. Наплавка вибрируют, им электродом предложена Г. П. Клековкиным в 1952 г. и представляет собой разновидность автоматической наплавки, в которой посредством специальной головки электроду сообщается вибрация и подача на вращающуюся деталь. Высокая производительность и незначительная зона термического влияния (0,1 — 1 мм) — основные достоинства данного способа. Эта наплавка, как способ восстановления изношенных деталей, требует дальнейшего изучения и усовершенствования и, прежде всего, в отношении повышения структурной однородности наплавленного слоя. При настоящем осуществлении процесса наплавка вибрирующим электродом приводит к снижению предела выносливости восстанавливаемой детали на 40—70%. Последнее обстоятельство вынуждает проявлять осторожность при рекомендациях этого способа как для целей восстановления ответственных деталей, так и для вспомогательных целей при осуществлении другого способа (например, при подготовке поверхности к металлизации). Термитная наплавка. Широко применяется при сварке стыков железнодорожных рельсов. В практике ремонта рассматриваемых машин может с успехом использоваться для восстановления деталей со значительными износами, например для восстановления зубьев ведущих колес (звездочек) ходовой части гусеничных тракторов. Опыты показывают, что применение термитной наплавки рационально при толщине наплавляемого слоя более 5 мм. Способ пластических деформаций. Основан на возможности восстановления изношенных рабочих поверхностей путем некоторого перераспределения материала детали. Этот старый и имеющий распространение в ремонтных предприятиях способ позволяет восстановить некоторые детали осадкой, раздачей и обжатием, используя пластичность металлов в нагретом, а иногда и холодном состоянии. Если материал изношенной детали не подвергся в процессе длительной эксплуатации значительным изменениям, как это, например, иногда наблюдается с тарелками клапанов двигателей, то данный способ при возможности его осуществления целесообразно использовать. Эти возможности зависят прежде всего от наличия необходимого запаса материала в детали. Учитывая современную тенденцию в машиностроении — всемерно снижать металлоемкость детален, вряд ли можно ожидать возможности широкого использования данного способа восстановления при ремонте вновь создаваемых машин. Примеры применения способа пластических деформаций рассмотрены в главах IV, Vи VI. Электроискровая обработка. Оказывает основную помощь ремонтной практике как способ упрочнения малостойких в отношении износа поверхностей, поскольку эта обработка позволяет наносить на покрываемую поверхность сверхтвердые сплавы. Анодномеханическая обработка. Специфическая потребность ремонтного производства в этом способе проявляется в облегчении механически трудно обрабатываемых поверхностей, например, наплавленных износостойкими сплавами или металлизированных напылением. Технико-экономическая оценка различных способов восстановления автотракторных деталей. При современной технике почти всякая деталь, как бы значительны ни были се повреждения, может быть восстановлена тем или иным способом, однако, в ряде случаев высокие затраты при одновременном понижении качества таких деталей после восстановления делают это восстановление нецелесообразным. Таким образом, при окончательной оценке того или иного способа восстановления деталей должен учитываться экономический фактор. В самом общем виде иод экономически рациональным способом восстановления деталей, очевидно, следует понимать такой способ, затраты на проведение которого окупаются достаточным сроком службы восстановленных деталей. Можно на основании сказанного принять за условие экономической рациональности применения того или иного способа восстановления деталей следующее соотношение: Так как для одной и той же детали при восстановлении ее до первоначального размера h — то условие рациональности восстановления деталей тем или иным способом может быть представлено в следующем виде: Таким образом, условие рациональности применения того или иного способа восстановления может быть охарактеризовано произведением стоимости восстановления на интенсивность износа покрытия; это произведение не должно быть больше постоянной величины, получаемой как произведение стоимости изготовления новой детали на ее интенсивность износа. Иными словами (92) Выражение (92) есть уравнение равносторонней гиперболы, отнесенной к ассимптомам. Ее вид изображен на рис. 55. Такая кривая, построенная по параметрам каждой новой детали, позволяет установить, при какой интенсивности износа какая стоимость данного покрытия может быть окуплена достаточным сроком службы восстановленной детали. А так как стоимость восстановления в значительной степени определяется масштабом и оснащенностью производства, то кривая (рис. 55) позволяет приближенно ответить на вопрос, при каком производстве (серийном или массовом) применение того или иного способа восстановления может быть рационально. Для того чтобы выяснить, в какой мере условие (91) C„ie С„г'н удовлетворяется при применении того или иного способа восстановления, воспользуемся данными калькуляции стоимости изготовления образцов на износ. Эти данные вполне приемлемы для сравнительной технико-экономической оценки различных покрытий, так как образцы всех серий изготовлялись в одних и тех же условиях и на стоимость их не влияли такие сильно искажающие результаты факторы, как масштабы и оснащенность производства. В табл. 10 приведены значения С и t, полученные на основании указанных материалов. Хотя эти данные могут рассматриваться как весьма ориентировочные, они указывают на рациональность применения всех приведенных в таблице покрытий. Этот вывод справедлив, если восстанавливаемая деталь в новом состоянии подвергнута только нормализации и условия производства новой детали (программа, оснащенность) те же, что и условия восстановления этой детали. Первая оговорка заставляет пересмотреть данный вывод, если восстанавливаемая деталь при изготовлении подвергается, например, поверхностной закалке с нагрева токами высокой частоты. В этом случае будут иными значения с и г, иными будут и их соотношения. Таблица 10 Вторая оговорка требует учета того обстоятельства, что обычно новая деталь изготовляется па крупных заводах с массовым производством, а восстановление этих деталей ведется в лучшем случае па предприятиях с серийным производством. Порождаемая этим различием условий производства разница в стоимости должна, конечно, учитываться, однако, она по имеет отношения к оценке способа и лишь указывает па целесообразность организации восстановления изношенных деталей па достаточно оснащенных предприятиях со значительной программой. Если восстановление изношенных деталей ведется на предприятиях с серийным производством, то в этом случае разница в стоимости новой и восстановленной детали возрастает и изменяет соотношение с и i. Однако даже в этих неблагоприятных случаях такие способы восстановления, как хромирование и металлизация напылением, могут считаться, как правило, экономически рациональными. Сказанное легко обосновать, если обратиться к рис. 55 и зависимости (92). Действительно, если интенсивность нарастания износа будет все время уменьшаться, то рациональность покрытия будет иметь место даже при значительной стоимости этого покрытия (левая ветвь кривой окупающейся стоимости имеет резкий подъем вверх). Практически это означает, что при столь малых значениях интенсивности нарастания износа даже относительно высокая стоимость покрытия окупается значительным сроком службы восстановленной детали. Таким образом, кривая па рис. 55 позволяет оцепить влияние износостойкости покрытия (или обратной ей величины — интенсивности износа) на рациональность применения данного покрытия; при этом оценка может быть выражена но только качественно, по и количественно. Другими словами, можно определить ту приблизительную величину интенсивностью износа, при которой покрытие оказывается рациональным is условиях серийного производства. Опустив перпендикуляр из фокуса гиперболы па абсциссу, замечаем, что отсеченный отрезок 01^ может быть принят за искомую величину tmin, так как при дальнейшем снижении этой величины имеет место весьма резкое увеличение стоимости покрытия, при которой применение этого покрытия рационально. Обращаясь к уравнению равносторонней гиперболы в канонической форме: Зависимость (96) и позволяет подсчитать по параметрам новой детали такую величину меньше которой окупающаяся стоимость покрытия может иметь значительную величину. Если проиллюстрировать сказанное данными, приведенными в табл. 10, то получим: т. е. восстановление хромированием и металлизацией рационально при всех методах организации производства (6,15 ^ 2,7), чего нельзя сказать про наплавку. Последняя, очевидно, рациональна только при тех методах организации производства, при которых стоимость восстановления может быть получена меньше указанной в табл. 10.