Создаваемые конструкторами и изготавливаемые заводами машины должны оцениваться но технико-экономическим показателям, характеризующим достаточную экономичность их производства и эксплуатации. Экономичность же эксплуатации неразрывно связана со всемерным снижением затрат на технический уход за машинами и их ремонт. В этой связи ремонтная практика выдвигает целый ряд требований к конструкции машин, учет которых обеспечивает простоту и удобство обслуживания их ремонтом и, следовательно, снижение затрат. Выше, при рассмотрении влияния конструктивно-технологических особенности! машин на организацию ремонта их основные ремонтные требования к конструкции машин в части, относящейся к организации ремонта, были частично изложены. Они позволяют иметь необходимое представление о характере этих требований. Не менее важное значение имеют технологические ремонтные требования к конструкции машин. В достаточно систематизированном виде эти требования изложены В. В. Ефремовым и К. Т. Кошкиным. Авторы делят их на две основные группы: 1) требования, возникающие при разборочно-сборочных работах и 2) требования к конструкции отдельных сопряжений и деталей.
ВЛИЯНИЕ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИХ ОСОБЕННОСТЕЙ МАШИН НА ОРГАНИЗАЦИЮ РЕМОНТА ИХ
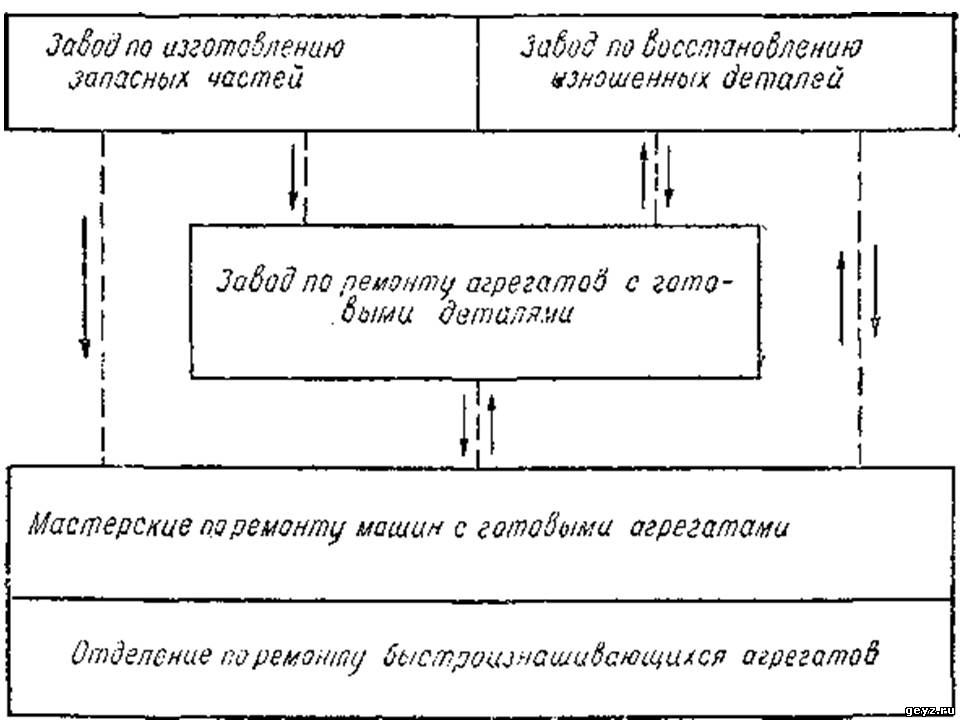
Если учесть все вышесказанное, то принципиальная перспективная организация ремонтной сети для тракторов, автомобилей и сложных сельскохозяйственных машин может быть представлена схемой, показанной на рис. 56. Данная схема предусматривает следующее. 1. Мастерские по ремонту машин на готовых агрегатах и деталях для обслуживания нескольких марок машин. Здесь же целесообразно организовать отделение по ремонту несложных, но быстро изнашивающихся агрегатов, имеющих межремонтный срок, резко уменьшенный но сравнению с межремонтным сроком прочих агрегатов и машины в целом. 2. Мастерские и заводы по ремонту агрегатов на готовых деталях. Эти предприятия должны быть специализированы по маркам машин, имеющим унифицированные агрегаты и иметь поточный метод организации производства. Па этих предприятиях должна производиться разборка, замена изношенных деталей, сборка, регулировка, испытание и окраска, а также ремонт узлов смежных производств — сюда относится ремонт электротехнического оборудования, резины, топливной аппаратуры дизелей, контрольной аппаратуры и проч. При этих же заводах должны быть организованы и кузовные цехи. Рис. 56. Принципиальная схема перспективной организации ремонтной сети для тракторов, автомобилей и сложных сельскохозяйственных машин.
ВЛИЯНИЕ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИХ ОСОБЕННОСТЕЙ МАШИН НА ОРГАНИЗАЦИЮ ИХ РЕМОНТА
При первом ознакомлении с вопросами организации ремонта машин может создаться впечатление, что вопросы ремонта машин вызваны с жизненными временными затруднениями, связанными с известным несовершенством конструкций машин, все еще недостаточно высокой квалификацией обслуживающего машину персонала и т. и. Подобные мнения могли бы иметь основания, если бы машины состояли из равностойких в смысле срока службы деталей и сопряжений. В этом последнем случае при умелом уходе за такой машиной все ее детали одновременно бы пришли в негодность и вся машина целиком потребовала бы замены. Не было бы необходимости ни в ремонтах, ни в запасных частях. Лишь восстановление некоторых деталей могло бы оказаться целесообразным и в этом случае.
Различаются следующие методы организации ремонта тракторов, автомобилей и сельскохозяйственных машин: 1) индивидуальный и агрегатный методы организации ремонта; 2) ремонт на базе запасных частей и ремонт с восстановлением изношенных деталей; 3) ремонт круглогодовой и сезонный.
Индивидуальный метод. При организации этого метода ремонта машина ставится в ремонт целиком, независимо от того, все агрегаты или только часть их требуют последнего. В этом случае npocтой машины в ремонте определяется временем, необходимым для восстановления дефектных агрегатов. Агрегатный метод. Дефектные агрегаты заменяются запасными и машина направляется опять в работу, снятые же агрегаты подвергаются требуемому ремонту. В этом случае простой всей машины в ремонте, очевидно, определяется в основном временем, необходимым лишь для снятия дефектных агрегатов и постановки запасных, т. е. простой машины значительно сокращается. В основе целесообразности такой постановки дела лежит то положение, что агрегаты одной машины имеют, как правило, разный срок службы, а значит, и разную по срокам потребность в ремонте.
Выше было установлено, что в результате группировки сопряжений с одинаковым межремонтным сроком получается несколько различных по объему и содержанию ремонтов, которые должны быть произведены в течение эксплуатационного цикла машины, т. е. за время от одного капитального ремонта до другого. Эти ремонты, согласно правительственным установкам, разделяются на два основных вида: текущие и капитальные.
Таким образом, для поддержания машин в исправном состоянии необходимо проведение следующих планово-предупредительных мероприятий: 1) технического ухода за машиной; 2) текущего ремонта и 3) капитального ремонта.
Все эти мероприятия составляют одну общую неразрывную систему профилактики, направленную к предупреждению возникновения и развития аварийных износов и дефектов в машине. Основное отличие их друг от друга определяется следующими признаками: 1) местом выполнения; 2) характером разборки; 3) способом восстановления изношенных механизмов.
После сказанного не представляет трудностей дать определение каждому из указанных мероприятий.
МЕТОДЫ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ И СОПРЯЖЕНИИ
Ремонтной практикой восстановление естественно износившихся сопряжений ведется двумя основными методами: 1) методом восстановления посадки путем изменения размеров деталей и 2) методом восстановления посадки путем восстановления начальных (нормальных) размеров деталей. Эти два главнейших метода относятся к сопряжениям, выбывшим из строя по причинам естественного механического износа. Последний вид износа, как известно пз предыдущего, является по своей распространенности и практической значимости в рассматриваемых машинах основным. Детали, получившие повреждения вследствие естественного химического износа, подвергают, как правило, замене. Их восстановление в большинстве случаев оказывается нецелесообразным, а иногда, и вообще [size=11]невозможным. Что же касается устранения аварийных дефектов, то поскольку причина и характер последних отличаются исключительным разнообразием, постольку не представляется возможным дать какое-либо обобщение практикуемых при этом способов ремонта. Здесь может оказаться целесообразным восстановление с помощью сварки, слесарной обработки, пайки и пр. Устранение типичных аварийных дефектов будет рассмотрено на конкретных деталях в главах IV, V и VI.
Методы восстановления посадки восстановлением начальных размеров деталей
Данный метод, как показывает само название его, решает вопрос восстановления сопряжении со всей полнотой. Здесь нет необходимости иметь дело с такими ограничителями, как, например, предельно уменьшенный размер вала, так как если есть возможность наращивать изношенную деталь, не снижая качества материала, то срок службы этой детали фактически становится сколь угодно большим. К тому же предыдущий метод, допускающий работу сопряжения с деталями измененных размеров, ограничивает взаимозаменяемость и при известных условиях существенно снижает эксплуатационную надежность сопряжения. Современная ремонтная практика осуществляет рассматриваемый метод следующей системой основных способов: 1) дуговой и газовой наплавкой, 2) металлизацией напылением и 3) электролитическим покрытием (хромированием, железнением). Используются также и другие способы, о которых будет сказано ниже. Основные способы могут быть охарактеризованы следующим образом. Дуговая и газовая наплавка металла. Этот способ самый старый и самый распространенный в ремонтной практике. По своей сущности дуговая и газовая наплавка—процесс металлургический. Однако особые в данном случае условия протекания этого процесса делают его с трудом поддающимся регулированию, отчего качество наложенного слоя при ручной наплавке в значительной степени определяется личным опытом сварщика. В настоящее время этот способ как ремонтный получил распространение и прочно закрепился лишь при восстановлении деталей из простой мало- и среднеуглеродистой стали, а также из чугуна. Для деталей, изготовленных из высококачественных легированных сталей, данный способ восстановления до сих пор является мало освоенным.
Методы восстановления посадки изменением начальных размеров деталей
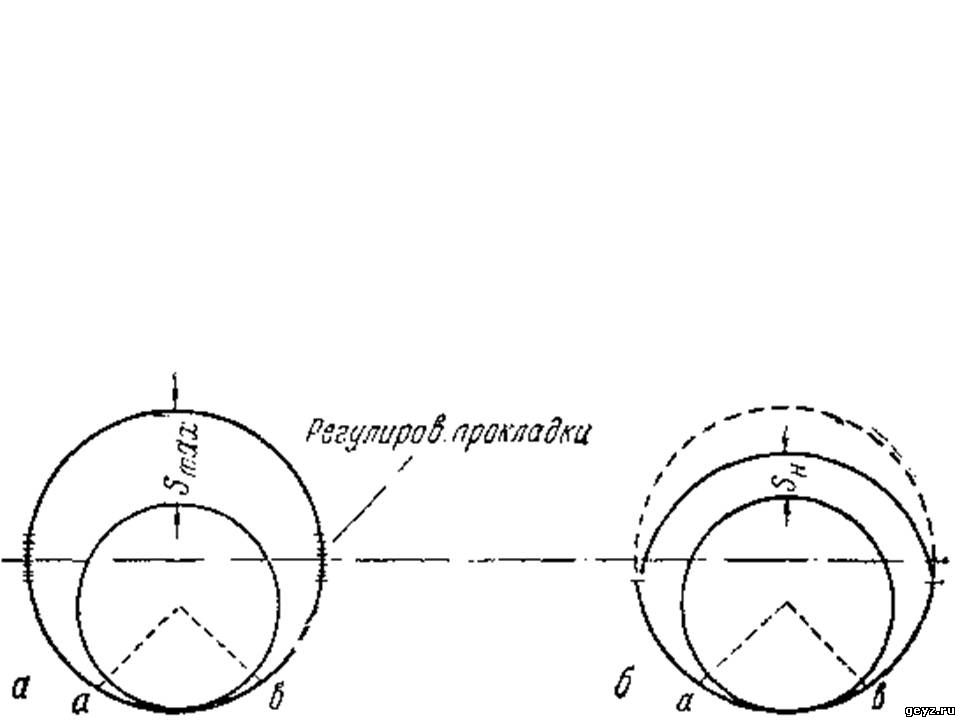
Этот метод является в настоящее время самым распространенным. Из материала предыдущей главы известно, что как только зазор в сопряжении в результате износа достигает своего предельного значения Smax, работа такого сопряжения должна быть прекращена и может быть возобновлена лишь после того, как этот зазор будет уменьшен до его начальногo значения 5ач- Для наружных и обычно малоответственных сопряжений восстановление посадки может быть произведено в процессе технического ухода за машиной путем регулировки (подтяжки) такого сопряжения. В конструкциях некоторых сопряжений (например, некоторые подшипники в сельскохозяйственных машинах) предусмотрена возможность такой иодтялгки. Эта подтяжка, однако, имеет ограниченное распространение, а для ответственных сопряжений, предназначенных работать в условиях жидкостного трения, она не может быть рекомендована, так как не восстанавливает в достаточно полной мере эксплуатационной надежности сопряжения. Убедимся в этом. На рис. 52, а в утрированном для наглядности виде показано положение вала в подшипнике в состоянии покоя при предельном максимальном зазоре s,a.r- Нагруженная область подшипника располагает какой-то клиновидной формой смазочного слоя, определяющей несущую способность подшипника. После подтяжки подшипника, т. е. удаления некоторого числа прокладок одинаковой толщины с обеих сторон, максимальный зазор уменьшится, допустим, до начального значения На рис. 52, б показано положение вала в подшипнике опять-таки в состоянии покоя для этого случая. Сравнивая обе фигуры, видим, что никаких изменений по существу в работу данного сопряжения подтяжкой подшипника не внесено. Нагруженная область подшипника в обоих случаях имеет одну и ту же форму клиновидного смазочного слоя. Изменение коснулось лишь ненагруженной области. Хотя влияние последней на несущую способность подшипника еще недостаточно изучено, однако, на основании имеющихся данных при современном расчете скользящих подшипников, этим влиянием пренебрегают. Таково значение регулировки для сопряжения, несущего постоянную нагрузку. Рис. 52. Положение вала в подшипнике в состоянии покоя; до подтяжки сопряжения (а) и поело подтяжки (б).
ПРОВЕРКА СОСТОЯНИЯ МЕХАНИЗМОВ И ДЕТАЛЕЙ БЕЗ РАЗБОРКИ МАШИНЫ
Система плановых ремонтов имеет целью своевременное восстановление предельно износившихся сопряжений. При этом за меру своевременности приняты выработанные заранее и приблизительно скорректированные для конкретных условий межремонтные сроки службы сопряжений (выраженные в рабочих часах машины, в гектарах обработки поля или в километрах пробега). Построенный па основе этих данных график ремонтов будет, таким образом, отображать какие-то средние условия эксплуатации машин. В каждом конкретном случае действительные условия эксплуатации будут давать отклонения в ту или иную сторону от принятых, отчего и действительные межремонтные сроки отдельных сопряжений будут также давать отклонения. В известных случаях эти отклонения могут быть значительными. Для уточнения принятых межремонтных сроков хозяйство должно располагать какими-то доступными достаточно падежными способами, позволяющими констатировать наступление предельных износов сопряжений в условиях эксплуатации без разборки машины и микрометрирования деталей. Значение таких способов для целей профилактики огромно. Всякая разборка — сборка машины связана с неизбежным нарушением взаимной приработанности деталей и, следовательно, сокращением их срока службы, а также приводит к увеличению простоев машины и затрат на ее обслуживание. Дадим краткую характеристику способов, позволяющих оценить состояние механизмов и деталей без разборки машины. Первый, самый старый и самый примитивный способ заключается в проверке состояния деталей по их нагреву, на ощупь. По идее этот способ, конечно, правилен, так как повышение температуры сопряжения есть верный признак зарождения неисправности. Например, момент нарушения жидкостного трения внешне может дать о себе знать лишь повышением температуры сопряжения. Однако столь примитивное суждение о нагреве, конечно, далеко не надежно. К тому же большинство ответственных сопряжений тракторов и автомобилей (а в некоторых случаях почти все) скрыты в кожухах и недоступны для такой проверки без более или менее детальной разборки машины.
МЕТОДИКА ВЫПОЛНЕНИЯ, СИСТЕМЫ ТЕХНИЧЕСКОГО УХОДА ЗА МАШИНАМИ И ИХ РЕМОНТА
Технический уход и плановые ремонты составляют одну общую неразрывную систему профилактических мероприятий по поддержанию машин в исправном состоянии. Проектирование системы уходов и ремонтов должно производиться по зонам страны с учетом климатических и других особенностей использования машин. Это проектирование первоначально следует вести применительно к одной зоне, для учета же особенностей других зон необходимо вводить поправочные коэффициенты. Основные изменения в системе при зональном корректировании ее сводятся к изменению сроков проведения запроектированных мероприятий, хотя для ряда зон может потребоваться изменение и перечня операций. Например, в гористых районах усиленному износу подвергаются тормозные системы, низшие передачи, рулевые управления и ходовые части машин, в песчаных районах наблюдается ускоренный абразивный износ деталей двигателя, ходовых и других частей машин. Зональное корректирование сроков проведения ухода н ремонта должно производиться на основании статистических материалов путем определения среднепрогрессивных сроков при работе машин в условиях дайной зоны. В случае использования новых впервые осваиваемых машин поправочный коэффициент берется ранее принятый для аналогичной машины старой марки.