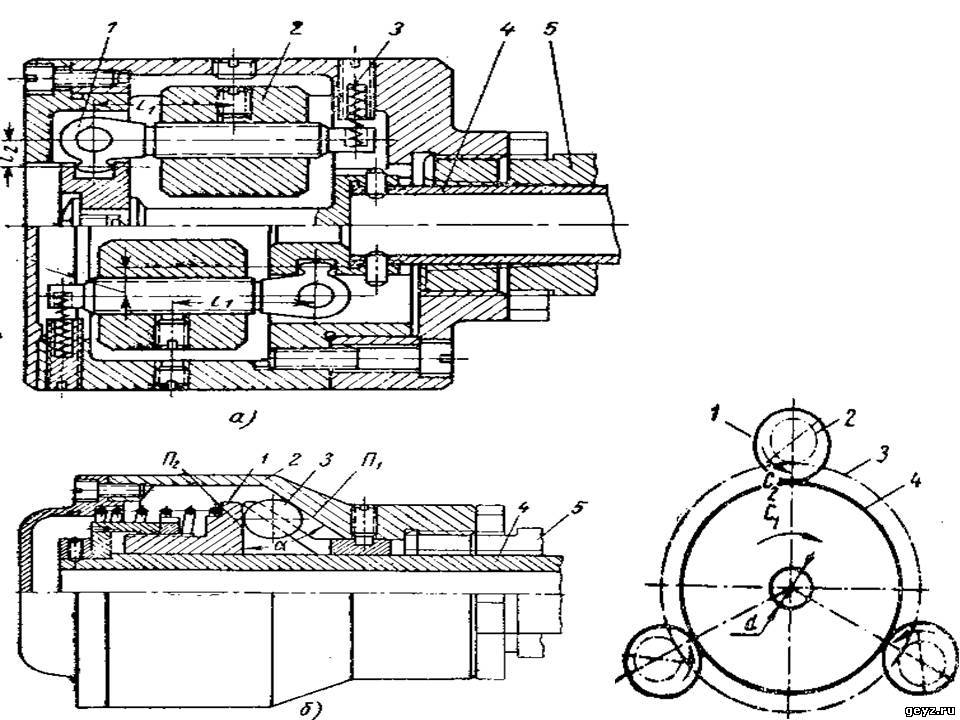
МЕХАНИЧЕСКИЕ ПРИВОДЫ К числу механических приводов зажимных устройств относятся центробежно-инерционные и приводы, действующие от сил резания. Для приведения в действие обоих видов приводов не требуется дополнительного источника энергии. В центробежно-инерционном приводе закрепление детали происходит за счет центробежной силы инерции вращающихся грузов. Грузы вместе с другими элементами зажимного приспособления крепятся на шпинделе токарного станка и им же приводятся во вращение. Так как центробежный привод не расходует ни электроэнергии, ни сжатого воздуха, то он находит довольно широкое применение на быстроходных токарных станках. Центробежный привод выполняется совместно с токарным патроном или в виде отдельного узла, устанавливаемого на заднем конце шпинделя. На совмещенном разрезе (фиг. 39, а) представлена конструкция центробежного привода толкающего и тянущего действия. От зажимного патрона через полость шпинделя 5 станка пропущена тяга 4, С тягой связано плечо рычага. На плече h крепятся грузы 2, Перемещая грузы вдоль оси и фиксируя их с помощью специальных резьбовых стопоров, можно изменить силу на тяге 4 и вместе с тем зажимную силу патрона. При остановке шпинделя станка пружина 5, отводя грузы 2, разводит кулачки патрона. Фиг. 39, Центробежные приводы зажимных устройств. Фиг. 40.Схема сил резания эксцентрикового зажимного устройства.
На фиг. 39, б показана другая конструкция центробежного инерционного привода. На задний конец шпинделя 4 станка навинчивается планшайба 2, При вращении шпинделя силы инерции заставляют шарики 3 вклиниваться между планшайбой 2 и шайбой 1. Шайба 1 при этом отходит влево и через тягу 4, пропущенную внутри полого шпиндели 5, воздействует на кулачки патрона. Недостатком центробежных приводов зажимных устройств является то, что при использовании центробежных сил необходимо предварительное поджатие детали в патроне. Кроме того, сила зажатия в сильной степени зависит от числа оборотов шпинделя токарного станка. Поэтому практически такие приводы могут обеспечить надежное закрепление детали в патроне только при высоких оборотах шпинделя — 1000 об/мин и более. Во многих случаях при работе на токарных станках, в особенности при обработке внутренних отверстий, находят применение зажимные приспособления с другим видом привода, основанным на использовании зажимного устройства с таким приводом. Три зажимных эксцентриковых кулачка 1 связаны между собой зубчатой парой 3, 2, Один из эксцентрично посаженных кулачков имеет рукоятку, которая служит для предварительного введения всех трех кулачков в контакт с поверхностью обрабатываемой заготовки. Для того чтобы в первоначальный момент обработки создать момент трения между заготовкой 4 и рабочими поверхностями кулачков, рукоятку обычно подпружинивают. После того, как обработка отверстия d началась, деталь стремится повернуться в направлении стрелки Ci. Зажатие при этом достигается за счет поворота эксцентриковых кулачков в направлении стрелки Сг. Сила зажатия в таком патроне возрастает пропорционально увеличению силы резания. Данные приводы обладают очень важным достоинством: они являются самоцентрирующимися. При изменении сил резания эксцентриковые кулачки поворачиваются одновременно, обеспечивая совпадение геометрических осей зажимного устройства и обрабатываемой заготовки.