Загрузочные корзины РИС. 116. Загрузочная корзина с цепным днищем
При механизированной загрузке печи шихту подают загрузочной корзиной сверху в открытую печь. Основными являются два типа загрузочных корзин: с цепным днищем и с днищем в виде грейфера с жесткими раскрывающимися челюстями. В СССР в основном применяют корзины с цепным днищем (рис. 116). Для замыка
... Читать дальше »
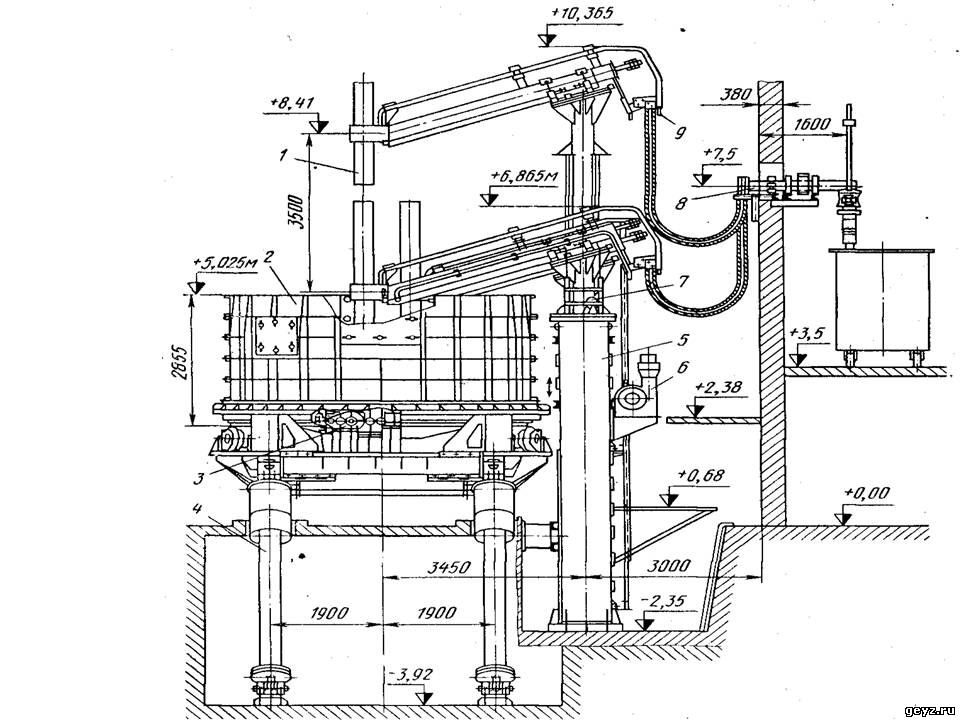
Рис. 111. Общий вид рафинировочной ферросплавной печи СКБ-6009
Печи, предназначенные для выплавки рафинированного феррохрома и ферромарганца, металлического марганца и аналогичных сплавов, по своему устройству ближе к сталеплавильным печам, на базе которых их конструируют. Эти печи должны быть выполнены с наклоняюще
... Читать дальше »
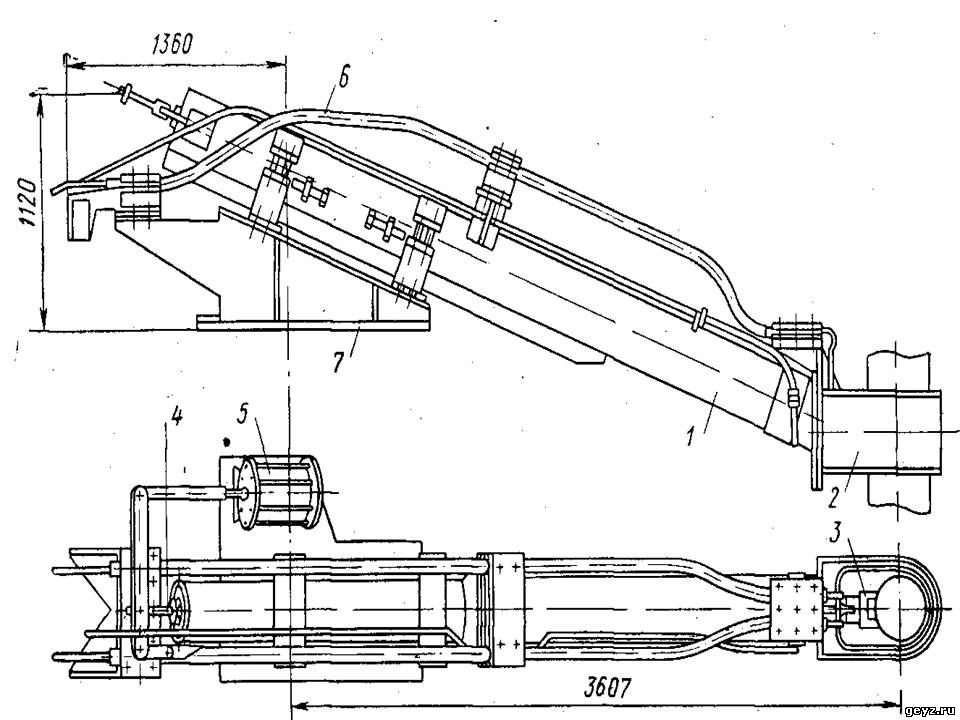
Одной из тяжелых вспомогательных операций при производстве ферросплавов является разделка выпускного отверстия (летки) перед выпуском сплава, которая повторяется несколько раз в смену. Для ускорения и облегчения операции разделки летки используют специальное электродуговое прожигающее устройство (рис. 108). Электрический ток от шунта 12, подключенного к одной из фаз печи, по шинам 1 и гибким кабелям 2 передается электрододержателю 7, к которому с помощью зажима крепится электрод 6. При прожигании в печи 4 летки 5 горновой управляет устройством с помощью рукоятки, изолированной от токоведущих частей диэлектрической
... Читать дальше »
Механизм вращения ванны рудовосстановительной печи.
Конструкции печей с вращающимися ваннами отличаются от неподвижных ванн, а механизмы вращения ванны отличаются от механизмов других вращающихся установок — кранов, башен и т. д. Частота вращения ванны крайне мала (от 6 об/ч и ниже). Ванны некоторых печей делают один оборот в течение 150 ч. Механизмы вращения работают в условиях высоких температур, плохих условиях теплоотвода, в запыленной и загрязненной среде. Масса ванны достигает 800 т и более. Компоновка электромеханического привода вращения ванн рудовосстановительных печей может быть различной. На рис. 107 показана одна из схем так
... Читать дальше »
Электроды перемещаются автоматически специальными устройствами. Применяемые приводы можно разделить на две группы: электрические и гидравлические. Недостатком электрических приводов являются большая инерция, малая чувствительность регулировки, большие размеры, из-за которых приходится увеличивать высоту здания. Кроме того, слабым местом систем перемещения электродов с электрическим приводом является канатно-барабанная передача с тросовой подвеской электрода. Поэтому в последнее время получает все большее распространение конструкция подвески и перемещения электродов с гидроподъемниками, исключающа
... Читать дальше »
По мере сгорания электродов возникает необходимость перепуска его, т. е. удлинения рабочего конца. Перепуск электродов осуществляется без отключения печи с помощью специального тормозного устройства (рис. 104). Самоспекающийся электрод висит на двух стальных лентах 1, приваренных к кожуху электрода 6. Каждая лента, огибая для увеличения трения две чугунные колодки 5, проходит через фрикционный зажим 3, управляемый штурвалом 4. Запас каждой ленты намотан на барабан 2, установленный на двух кронштейнах. Размеры лент выбирают из расчета, чтобы одна лента могла выдержать массу электрода. По мере того как конец ленты 1,
... Читать дальше »
Наиболее важным узлом рудовосстановительной печи является электрододержатель. От его конструкции зависит величина электрических потерь; кроме того, электрододержатель находится в зоне очень высоких температур, опускаясь иногда до самого колошника. Ответственной деталью электрододержателя является зажим электрода. До последнего времени на рудовосстановительных печах применяли кольцевые зажимы, состоящие из кольца, нажимных винтов с гайками и контактных щек. Контактные щеки отливают из меди или сплавов меди — бронзы или томпака. Для этих металлов характерны малое удельное электрическое сопротивление и хорош
... Читать дальше »
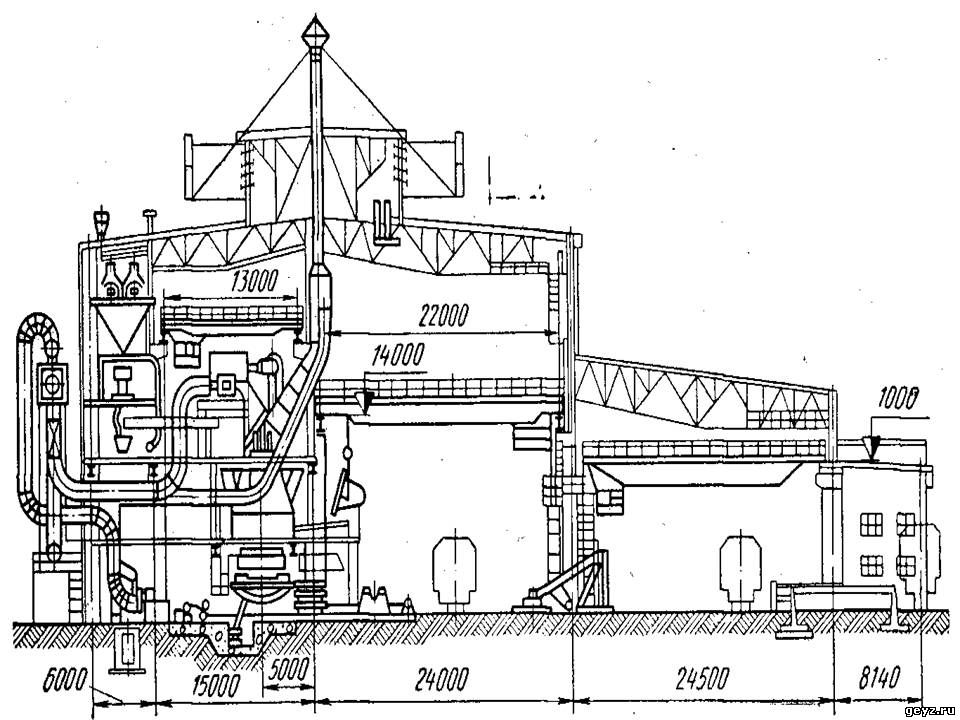
Рудовосстановительные печи для производства кремнистых сплавов
В зависимости от осуществляемого технологического процесса электрические печи, предназначенные для производства ферросплавов, разделяют на две основные группы: рудовосстановительные печи и печи для рафинировочных процессов. Рудовосстановительные печи непрерывного действия; в них дуги все время закрыты слоем твердой шихты. В печах с закрытой дугой требуемый металл восстанавливается из руды и сплавляется с железом. Мощность рудовосстановительных печей для производства ферросплавов в настоящее время превышает 48000 кВА. Рафинировочные печи работают подобно сталеплавильным с проплавлени
... Читать дальше »