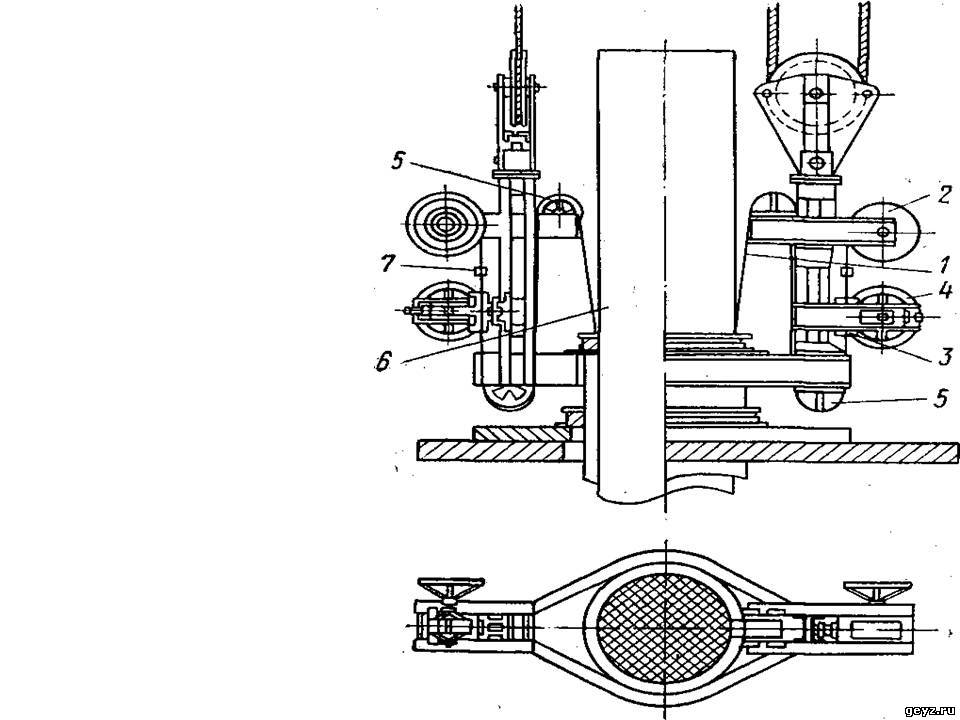
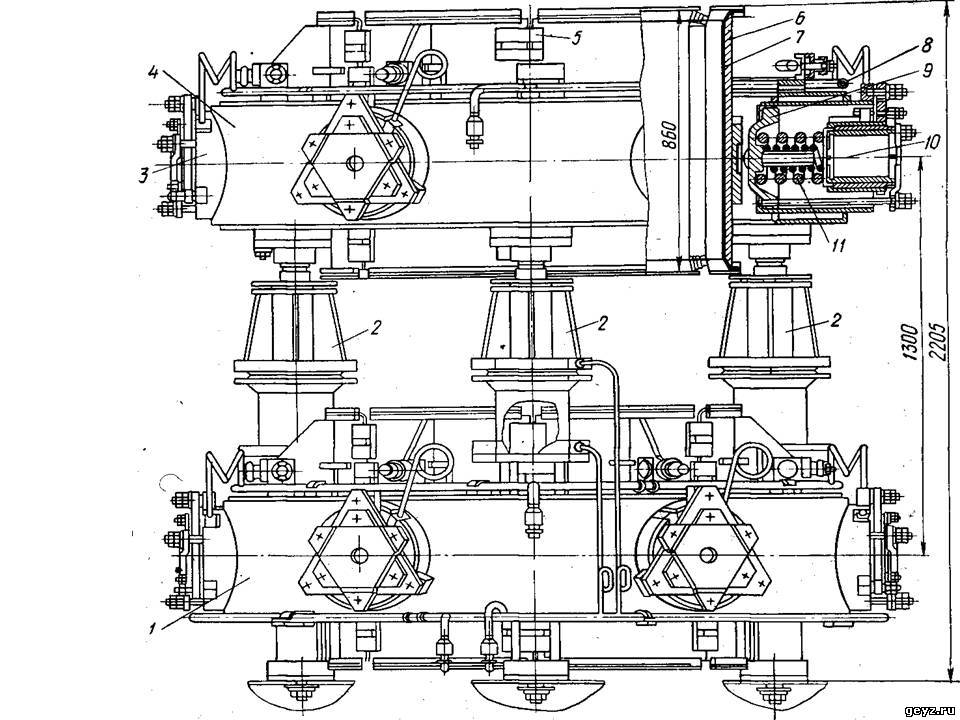
По мере сгорания электродов возникает необходимость перепуска его, т. е. удлинения рабочего конца. Перепуск электродов осуществляется без отключения печи с помощью специального тормозного устройства (рис. 104). Самоспекающийся электрод висит на двух стальных лентах 1, приваренных к кожуху электрода 6. Каждая лента, огибая для увеличения трения две чугунные колодки 5, проходит через фрикционный зажим 3, управляемый штурвалом 4. Запас каждой ленты намотан на барабан 2, установленный на двух кронштейнах. Размеры лент выбирают из расчета, чтобы одна лента могла выдержать массу электрода. По мере того как конец ленты 1, опускаясь вместе с кожухом и электродом, приближается к печи, его приваривают к более высокой точке кожуха. В рабочем положении устройство зажато — электрод перемещается вместе с электрододержателем. Для перепуска электрода сначала переставляют ограничительные колодки 7 выше зажима на величину перепуска электрода примерно на 100—250 мм; затем отпускают оба зажима вращая штурвалы, и одновременно отжимают электрод в электродных зажимах; после перепуска вновь поджимают фрикционные зажимы штурвалами. Описанный зажим получил самое широкое распространение на старых печах как в СССР, так и за рубежом. В последние годы разработаны новые конструкции пружинно-гидравлических, пневматических и других устройств позволяющих механизировать эти операции. Устройство для перепуска электродов (рис. 105) состоит из двух расположенных одно над другим подвижных колец, охватывающих электрод, и трех гидравлических цилиндров двойного действия, установленных между кольцами. Внутри каждого кольца на равном расстоянии одна от другой установлено по шесть стальных щек. Поверхность каждой щеки, примыкающая к кожуху электрода, покрыта транспортерной лентой толщиной 6—8 мм для увеличения коэффициента трения между щекой и кожухом электрода. К электроду щеки прижимаются пружинами, а отжимаются гидравлически. Ход щеки составляет 10—20 мм. При нормальной работе электропечи щеки верхнего и нижнего колец прижаты к кожуху электрода и перемещаются вместе с ним.
РИС. 104. Тормозное устройство для перепуска электродов
При прямом перепуске электродов в нижнее кольцо от гидравлической системы подается жидкость (масло индустриальное марки 20) под давлением 600 Н/см^ (60 кгс/см^), пои этом пружины сжимаются и щеки отходят от электродов, освобождая его. Затем жидкость подается в верхнюю полость вертикальных гидравлических цилиндров и верхнее кольцо вместе с электродом опускается вниз. После этого снимается давление с нижнего кольца, пружины прижимают щеки к электроду, в верхнее кольцо подается жидкость, его пружины сжимаются и щеки отходят от электрода. Затем жидкость подается в нижнюю полость вертикальных гидравлических цилиндров, и верхнее кольцо, скользя по кожуху электрода, занимает верхнее положение. После этого снимается давление с верхнего кольца и пружины прижимают щеки к электроду. Затем снимается давление с механизма перепуска и механизм готов к следующему циклу. Единовременный перепуск электрода составляет 100 мм. Обратный перепуск электродов осуществляют аналогично прямому, при этом последовательность операций — обратная описанной выше.
Управляют перепуском электродов дистанционно с пульта управления печи. Положение верхнего кольца механизма перепуска контролируют по сигнальным дампам.