Главная » 2011 » Июль » 15 » Зажимные устройства с агрегатизированным пневматическим приводом. Конструкции и исхемы.
20:02
Зажимные устройства с агрегатизированным пневматическим приводом. Конструкции и исхемы.
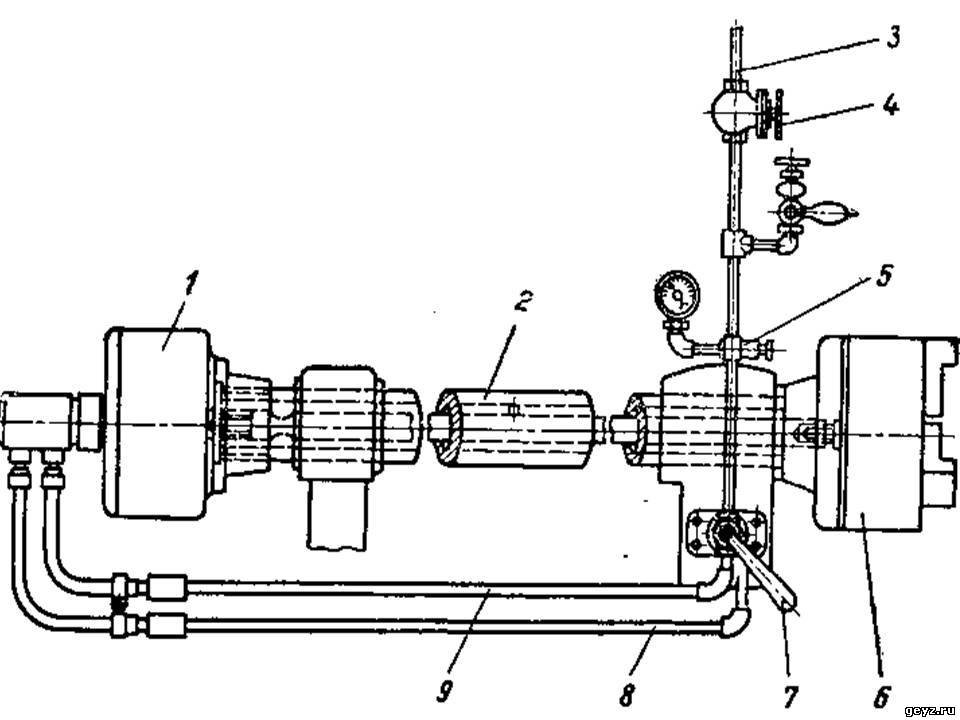
С точки зрения компоновки пневматического привода с зажимом, эти устройства бывают двух типов: зажимные устройства с агрегатизированным пневматическим приводом, т. е. с приводом, устанавливаемым на токарном или револьверном станке в виде самостоятельного агрегата, и зажимные устройства со встроенным пневматическим приводом. Фиг 65. Схема оборудования токарного станка пневматаческим зажимным устройством.
Устройства первого типа легче поддаются нормализации, что дает возможность использовать ограниченное число пневматических приводов с разнообразными конструкциями зажимов. Однако необходимо отметить, что разделение привода и зажима ведет к некоторому усложнению конструкции зажимного устройства в целом, так как появляется необходимость создания силовой передачи, связывающей пневматический привод с зажимом. Поэтому в каждом конкретном случае выбор того или иного вида пневматического зажимного устройства должен производиться на основании следуюш,их факторов: характера производства (массовое, серийное, индивидуальное), геометрической формы обрабатываемых заготовок (диск, цилиндрические болванки значительной длины, прутковый материал и др.), количества переналадок кулачков патрона на другой размер заготовки, типа оборудования. Существующее большое разнообразие конструкций пневматических зажимных устройств к токарным и револьверным станкам не позволяет рассмотреть их полностью, поэтому в данной главе приводится лишь ряд конструкций, разработанных ж внедренных в производство в последнее время.
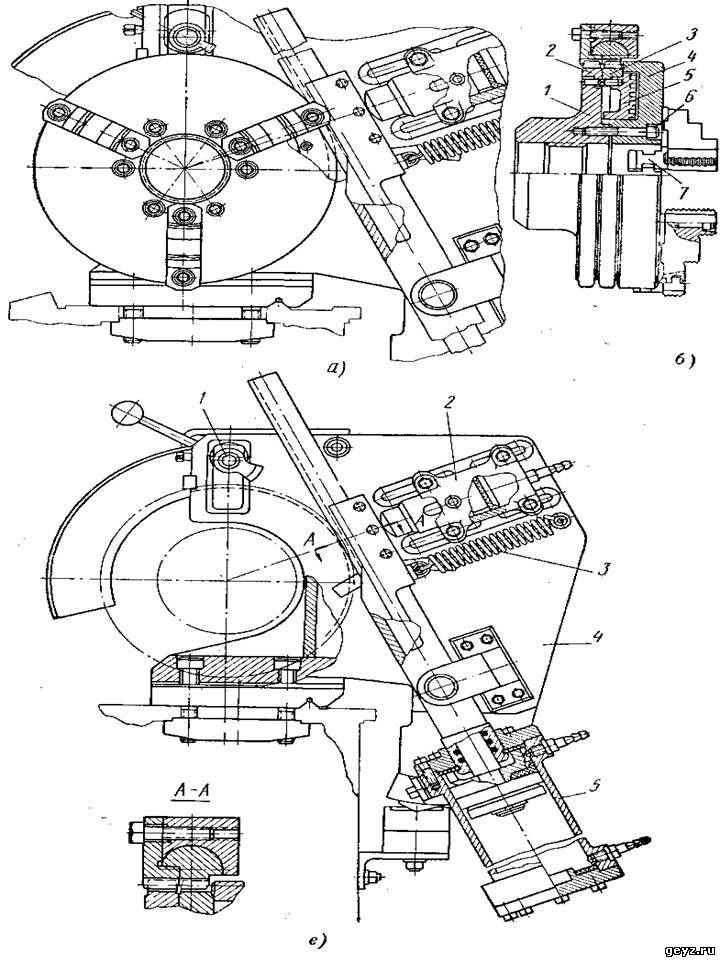
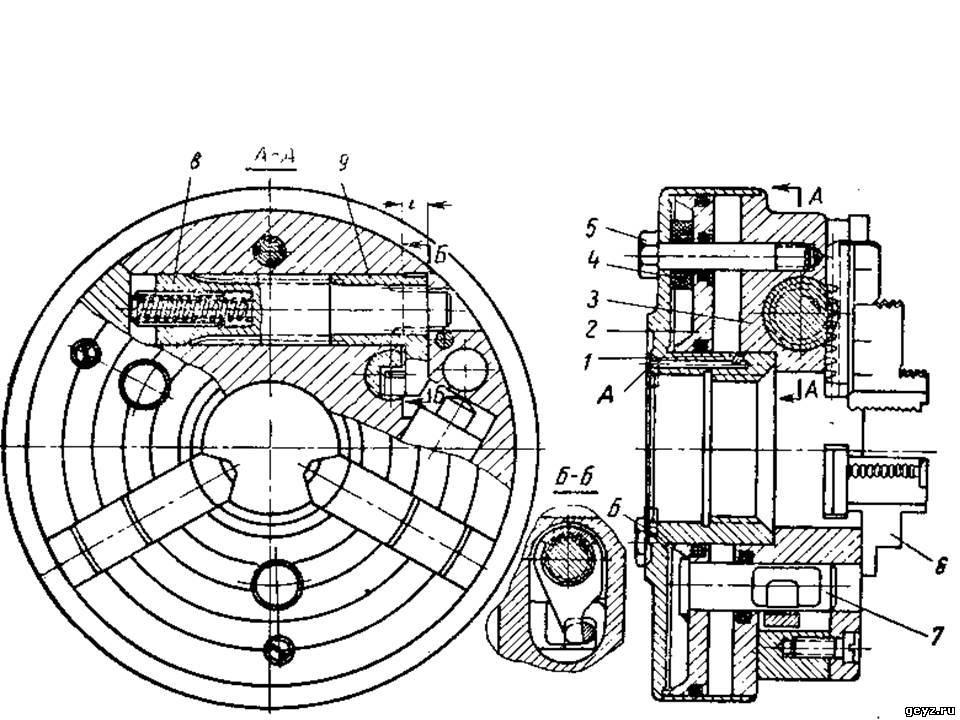
Схема оборудования токарного станка пневматическим зажимным устройством показана на фиг. 65. В качестве привода данного зажима использован вращающийся II пневматический цилиндр 1 двухстороннего действия. Его корпус крепят на заднем конце шпинделя 2 станка, а зажимной патрон 6 на I переднем конце. Сжатый воздух подводится к станку по магистральному трубопроводу 5 через запирающий кран 4, регулятор давления 5, распределительный кран 7 и трубопроводы 8 и 9. Существует два вида управления распределительным краном 7 — ручное или ножное. На фиг. 66 представлен универсальный трехкулачковый патрон, работающий от агрегатизированного поршневого пневматического привода. Патрон предназначен для обработки деталей типа валов, фланцев, крышек с максимальным диаметром до 300 мм. Отличительной особенностью данного патрона является наличие возможности быстрой переналадки с одного размера заготовки на другой. Корпус патрона 4 с помощью винтов 6 прикреплен к планшайбе, имеющей зубчатый венец 2. Кулачки 7, как и в обычных кулачковых патронах, установлены в пазы корпуса, Между корпусом патрона и планшайбой расположено зубчатое колесо 5 в сборе с зубчатым венцом 5. На торцовой поверхности планетарного зубчатого колеса имеется винтовая спираль, входящая в зацепление с кулачками патрона (фиг. 66, б). Пневматический привод патрона (фиг. 66, в) устанавливается .на станине станка. Его основными узлами являются: пневмоцилиндр 5 для продольного перемещения зубчатой рейки, кожух 4, приспособление для регулировки кулачков 1, пневмоцилиндр 2 для введения в зацепление зубчатой рейки с зубчатым колесом 7, пружина 3 для разъединения зубчатой рейки с венцом зубчатого колеса в нерабочем положении. Для зажима обрабатываемой заготовки сжатый воздух подается в нижнюю полость пневмоцилиндра 5. При этом поршень вместе с жестко связанной с ним зубчатой рейкой перемещается вверх, и, вращая зубчатое колесо 7, сводит кулачки патрона к центру. Для освобождения обрабатываемой детали сжатый воздух направляется в верхнюю часть цилиндра. При этом зубчатая рейка уходит вниз и, вращая зубчатое колесо 7 в противоположную сторону, разводит кулачки патрона. Фиг. 66. Универсальный трехку- лачковый патрон с агрегатизиро- ванным поршневым пневматическим приводом.
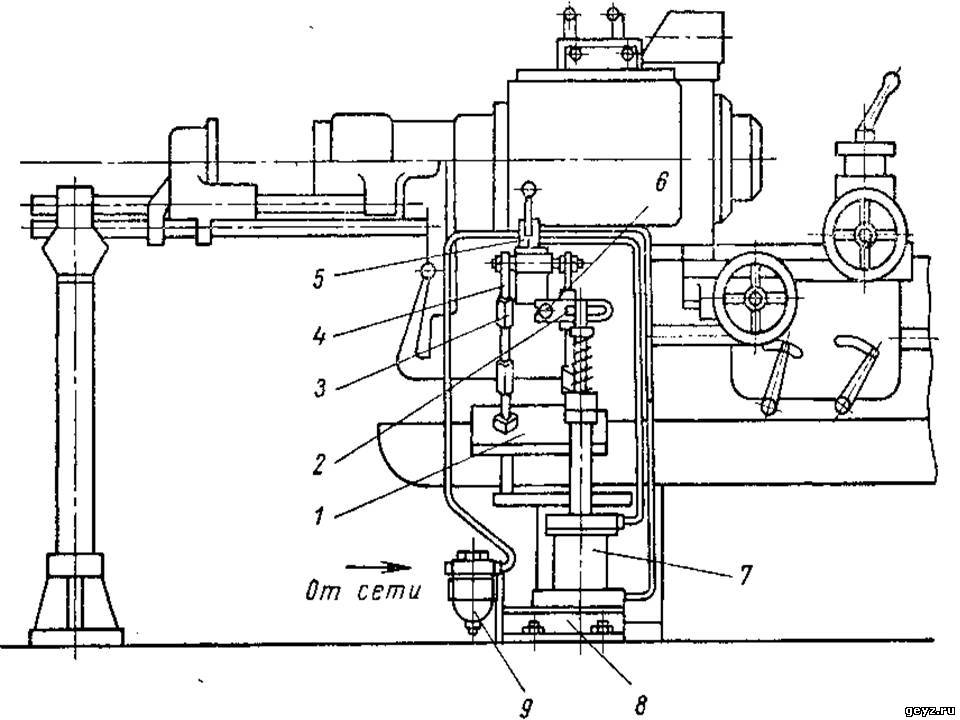
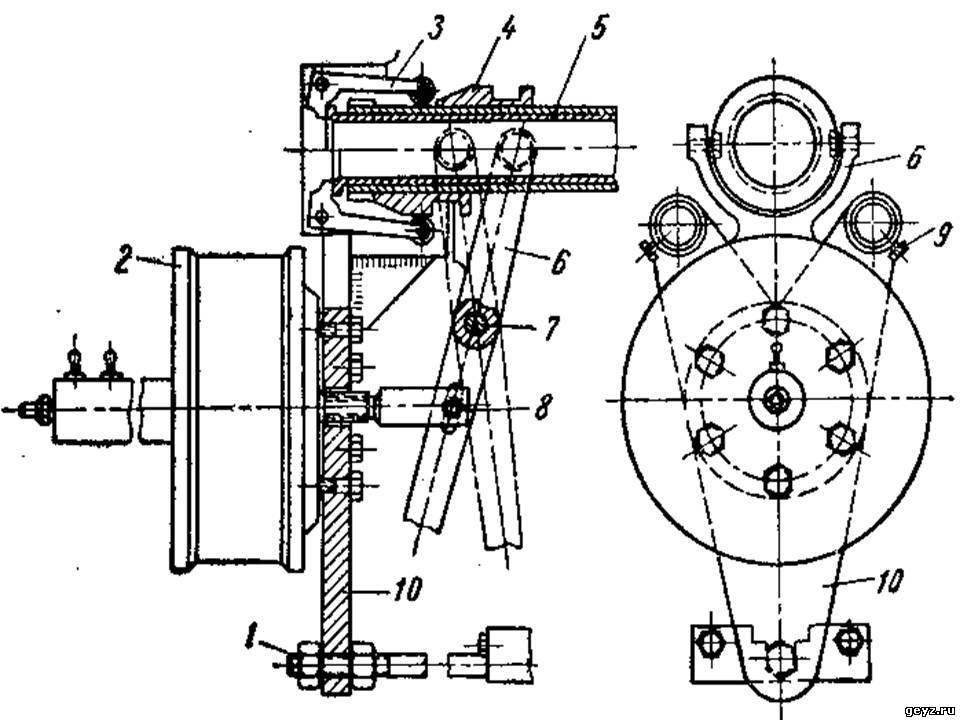
Положительным качеством такого патрона является возможность быстрой переналадки с одного размера на другой в условиях единичного и мелкосерийного производства. Обычно агрегатизированные приводы устанавливаются на заднем конце шпинделя. Связь привода с патроном осуществляется тягой, Тпропущенной внутри шпинделя. Однако такая конструкция сильно. Ограничивает возможности станка, так как становится невозможной обработка пруткового материала. В качестве примера удачного пневматического зажимного устройства, не имеющего указанных недостатков, на фиг. 67 приводится конструкция, применяемая на станках мод. 136, 1А36 и 137 на заводе имени Орджоникидзе. Фиг. 67. Схема оснащения зажимного устройства револьверного станка пневматическим приводом.
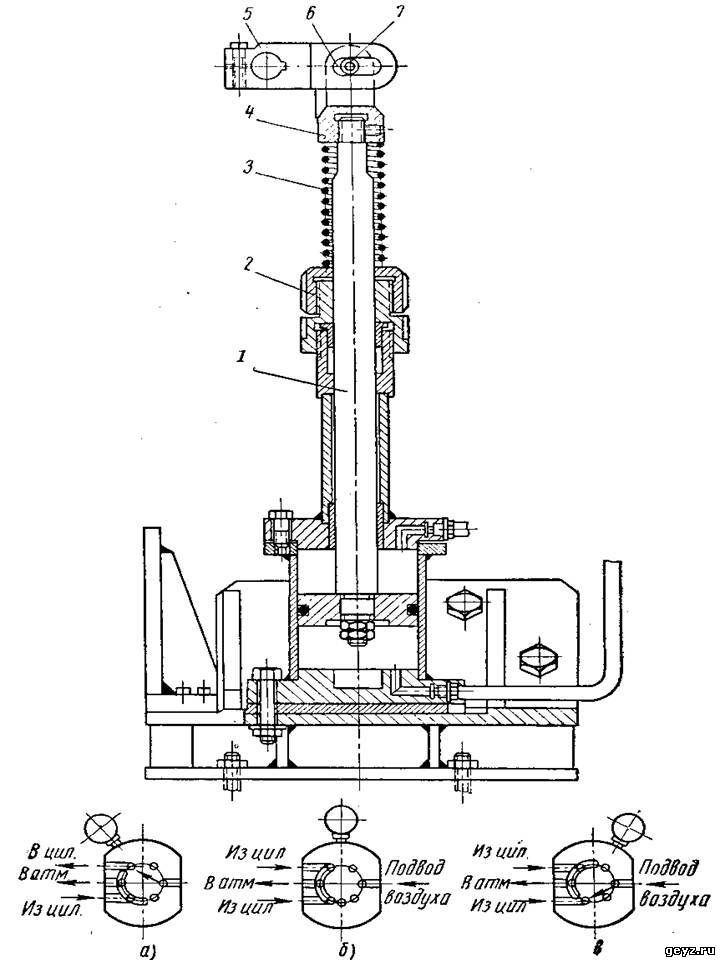
Устройство состоит из силового цилиндра 7, укрепленного на основании S, рычага 2, распределительного крана 5 с плоским золотником и водоотделителя 9, Рычаг 2 крепится на валике б, с которого снята рукоятка для ручного зажима заготовки. При перемещении штока цилиндра вверх валик испытывает большие изгибающие усилия. Для их воспринятия устанавливают две специальные тяги 4 со стягивающими гайками 3. В нижней части обе тяги пропущены через направляющую планку. Силовой цилиндр этого зажимного устройства показан на фиг. 68. Так как шток привода должен совершать строго вертикальные движения, то его направляющая втулка делается удлиненной. Передача усилий от штока 1 на рычаг 5 осуществляется через навинченную на верхний конец штока вилку 4, в которой установлена ось 6 с роликом 7, Ролик 7 имеет возможность перемещаться в пазу рычага 5. Фиг. 68. Конструкция пневматического цилиндра.
Для закрепления детали сжатый воздух подается в нижнюю часть цилиндра. Шток 1 при движении вверх поворачивает на некоторый угол рычаг 5. Если шток привода будет совершать постоянное силовое воздействие на все элементы зажимного устройства, то это приведет к их быстрому износу и выходу из строя. Для обеспечения нормальной работы станка распределительный кран имеет золотник специальной конструкции. Схема работы этого болотника изображена на фиг. 68 внизу. Фиг. 69. Пневматический привод зажимного устройства револьверного станка.
Положение а соответствует моменту, когда происходит закрепление прутка, сжатый воздух при этом подается в нижнюю полость цилиндра. После закрепления прутка в цанге золотник устанавливается в нейтральное положение. В положении 6 золотник прекращает подачу воздуха из сети и сообщает обе полости цилиндра с атмосферой. В нейтральном положении золотника пружина 5, работающая на сжатие, препятствует опусканию штока и поршня под действием собственного веса. С помощью гайки 2 производится регулировка натяга пружины. Положение золотника соответствует моменту освобождения детали. В этом положении золотник направляет сжатый воздух в верхнюю полость цилиндра, а нижнюю полость сообщает с атмосферой. KaK показала практика, револьверные станки, оснащенные такими зажимными устройствами, имеют высокие эксплуатационные качества. На фиг. 69 показан другой вариант модернизации механизма закрепления для станка мод. 1А36. Привод зажима осуществляется пневматическим цилиндром 2 двухстороннего действия, который крепится к основанию 10, Нижняя часть основания крепится к станине станка с помощью шпильки, а верхняя посредством специальных направляющих, которые фиксируются болтами 9. Через это основание пропущен шток S, шарнирно соединенный с рычагом-вилкой 6, Для закрепления заготовки сжатый воздух подается в левуш полость. При этом шток 8 поворачивает рычаг-вилку 6 вокруг оси 7. Рычаг-вилка 6 тянет муфту 4, и она нажимает на кулачки 5. Скользя по конусу муфты кулачки поворачиваются и перемещают трубу 5, которая, нажимая на цангу, производит крепление заготовки. Разжим цанги происходит при подаче сжатого воздуха в правой полость цилиндра. Фиг. 70. Трехкулачковый патрон со встроенным пневматическим приводом.