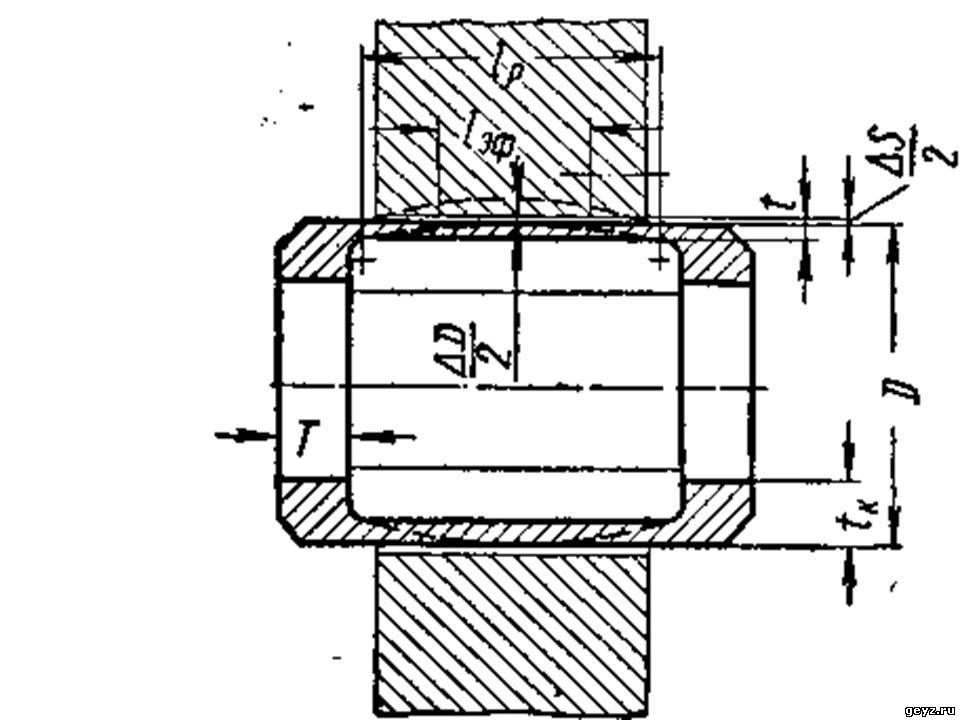
УСТРОЙСТВА С ГИДРОПЛАСТМАССОЙ Принцип устройств с гидропластмассой основан на равномерной пepeдaчe давления гидропластмассы на центрируюш;ие и зажимные элементы (на плунжеры или на стенки центрирующей втулки). Зажимные устройства с гидропластмассой обеспечивают надежное закрепление и точное центрирование обрабатываемых заготовок. Применение неразрезных тонкостенных цилиндрических зажимных и разжимных втулок, деформирующихся в радиальном направлении под действием гидропластмассы, позволяет центрировать изделия по базовым поверхностям без зазоров и исключает погрешности в концентричности, возникающие обычно из-за наличия технологического зазора между, базируемыми поверхностями. Применение гидропластмассы в зажимных устройствах упрощает их конструкцию, значительно уменьшает габариты, снижает трудоемкость и стоимость их изготовления. Особенно хорошие показатели имеют зажимные устройства с гидропластмассой для получистовых, чистовых и отделочных операций, требующих высокой точности обработки. Надежность работы зажимного устройства с гидропластмассой в значительной степени зависит от правильно выбранных размеров ее основных элементов: центрирующей втулки, плунжеров и нажимных винтов. Поэтому прежде чем перейти к рассмотрению конструкций устройств с гидропластмассой остановимся кратко на методике расчета центрирующей втулки, плунжеров и нажимных винтов. Центрирующая втулка в зажимном устройстве является одновременно базирующим элементом, посредством которого происходит точная установка обрабатываемой заготовки, и зажимным элементом, производящим закрепление обрабатываемой заготовки. Поэтому ее конструкция и размеры должны обеспечить достаточную ее деформацию по окружности и технологически правильный зажим детали с силой, превышающей силу резания при обработке. На фиг. 80 дана схема для расчета центрирующей упругой втулки с принятыми для расчета условными обозначениями: D — диаметр базовой поверхности в мм; t — толщина тонкостенной части втулки в мм\ 1р — длина тонкостенной части втулки в мм (выбирается в зависимости от длины базовой поверхности обрабаты¬ваемой заготовки); Фиг. 80. Схема для расчета упругой втулки.
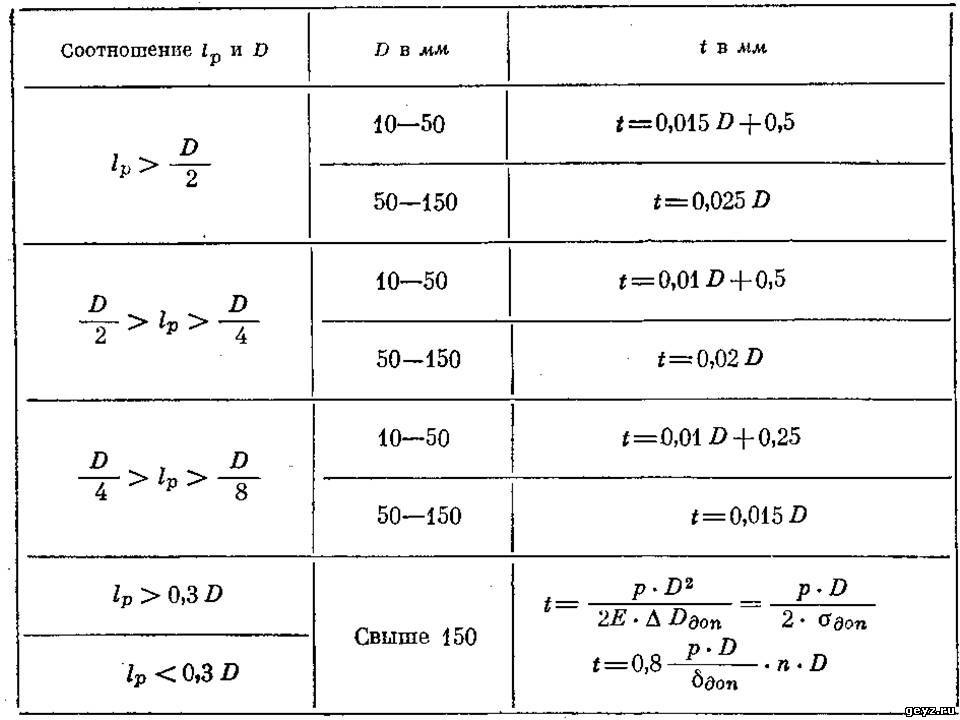
Т — ширина опорных поясков мм; — толщина опорных поясков в мм; А Z) — наибольшая диаметральная деформация втулки в ее средней части в мм; AS— наибольший зазор между базовой поверхностью втулки и обрабатываемой заготовкой; б — наибольший натяг между опорными поясками втулки и корпусом зажимного устройства; р — давление гидропластмассы, необходимое для деформации тонкостенной части центрирующей втулки в кГ/(^^; Мк — крутящий момент, возникающий от силы резания, в кГсм; 1дф — длина контактной поверхности втулки в ее рабочем положении в мм. Ниже приведены формулы для расчета основных параметров центрирующей упругой втулки. Крутящий момент, возникающий в процессе обработки детали на токарном станке Мп= Pz-r кГсм, (98) где — усилие резания; г — радиус обрабатываемой заготовки. Для обеспечения надежного закрепления заготовки момент трения где Fmp — сила трения, возникающая между центрирующей втулкой и обрабатываемой деталью. Для обеспечения надежного закрепления обрабатываемой заготовки должно быть соблюдено следующее условие: AS Максимально допустимая величина А Ddon определяется по формуле ADeon=-^D мм, где От — предел пропорциональности материала (для стали обычно равный пределу текучести) в кГ/мм^; Е — модуль упругости; к — коэффициент запаса прочности, равный отношению предела текучести к допускаемому напряжению; величину этого коэффициента рекомендуется принимать равной 1,2— 1,5. Толщина тонкостенной части центрирующей втулки определяется по формулам, приведенным в табл. 2. Таблица 2