Главная » 2011 » Сентябрь » 23 » Схемы и конструкции зажимных устройств с гидропластмассой.
20:52
Схемы и конструкции зажимных устройств с гидропластмассой.
Устройства с гидропластмассой и с пневматическим приводом. Рассмотрим несколько конструкций зажимных устройств токарных станков с применением гидропластмассы, работающих от пневматического привода. На фиг. 81 представлено гидропластмассовое зажимное устройство токарного станка для закрепления обрабатываемой заготовки 10 наружному диаметру. Заготовка устанавливается в патрон до Упора и закрепляется тонкостенными втулками 6 и 7, Пневматический привод (на фигуре не показан), укрепленный на заднем конце шпинделя станка, через шток 5 и плунжер 4 производит давление на гидропластмассу. Винт и плунжер 2 используют для ручного закрепления обрабатываемой детали в случае отсутствия сжатого воздуха. Фиг. 81. Гидропластмассовое зажимное устройство для закрепления заготовки по наружному диаметру.
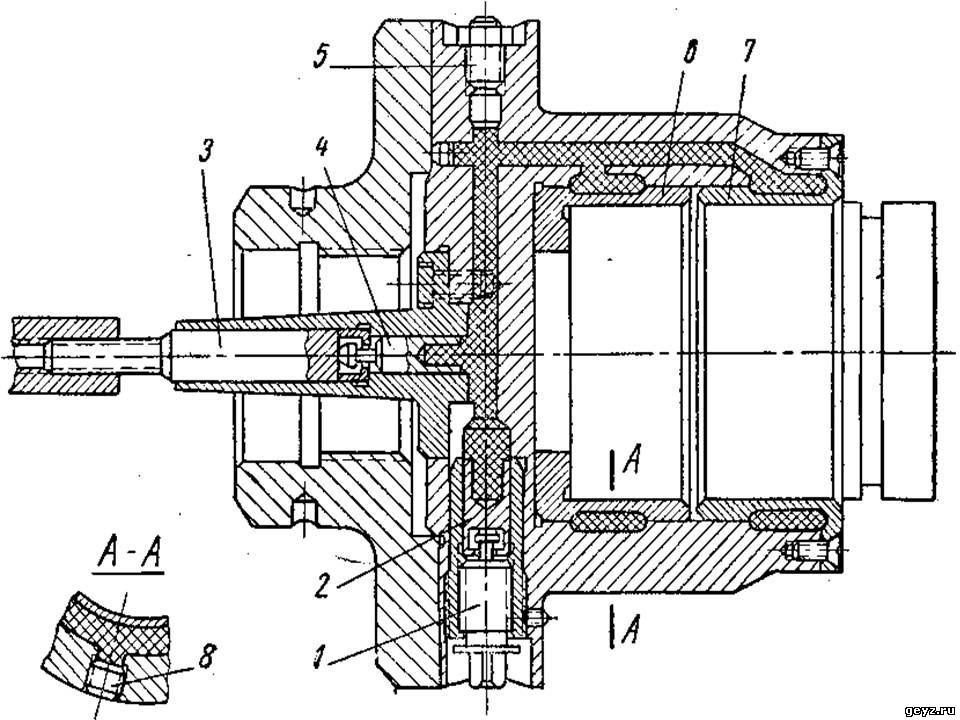
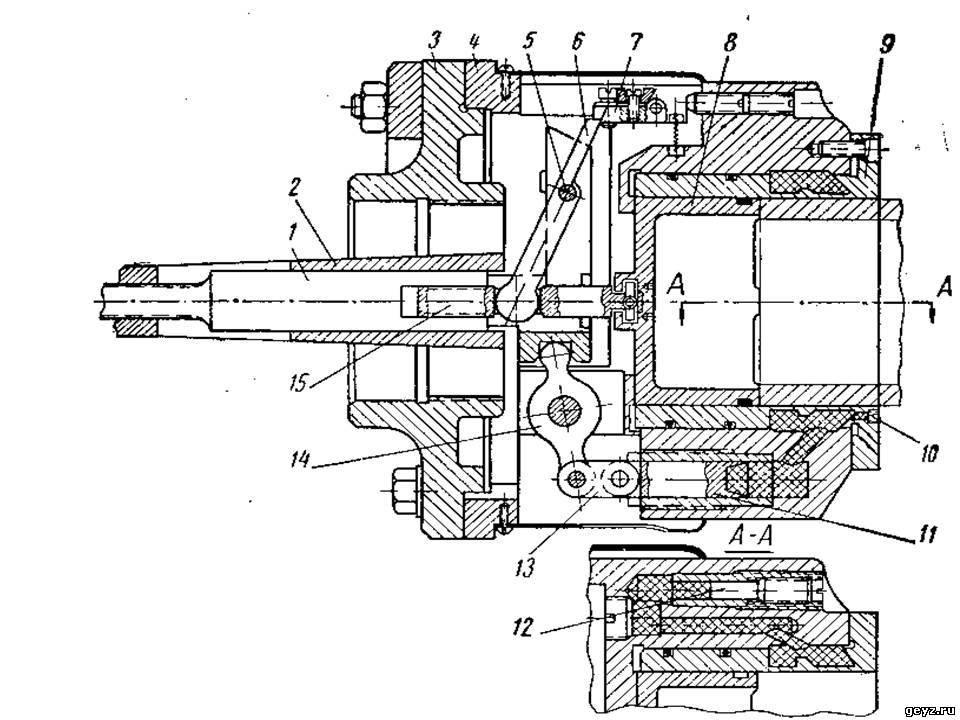
Каналы зажимного устройства заполняются гидропластмассой через отверстие винта 5, а для выхода воздуха служит отверстие пробки 8, Гидропластмассовое зажимное устройство для закрепления обрабатываемой заготовки по внутреннему диаметру представлено на фиг. 82. Заготовка устанавливается на центрирующую втулку 1 базовым отверстием. Для закрепления заготовки сжатый воздух подается в пневматический привод (на фигуре не показан), который через шток 2, рычаг 8 и плунжер 4 оказывает давление на гидро- пластмассу 5, Каналы зажимного устройства заполняются гидропластмассой через отверстие под пробку, а для выхода воздуха в моменты заполнения рабочих каналов гидропластмассой служат отверстия под винты 7. На фиг. 83 представлен токарный патрон с гидропластмассой имеюший специальный механизм для автоматического выталкивания обработанных деталей. Корпус патрона 4 с помощью планшайбы 5 закрепляется на шпинделе токарного станка. Фиг. 82. Гидропластмассовое зажимное устройство для закрепления заготовки по внутреннему диаметру. Фиг. 83. Токарный патрон с гидропластмассой.
Центрирование и зажим обрабатываемой заготовки осуществляется за счет упругой деформации тонкостенной втулки S. Патрон приводится в действие от двухстороннего пневматического привода, шток которого через тягу связан с ползуном 1. Ползун I перемещается в направляющей втулке 2, вставленной в конус шпинделя станка. В нижней части ползуна находится паз для цилиндрической головки рычага 14, а в верхней располагается выбрасыватель б, качающийся на оси 5. В отверстие ползуна ввернут толкатель 15, который Т-образной головкой связан со стаканом 8. В прямоугольный паз толкателя входит нижний конец выбрасывателя. Фиг. 84. Пневматическая оправка с гидропластмассой.
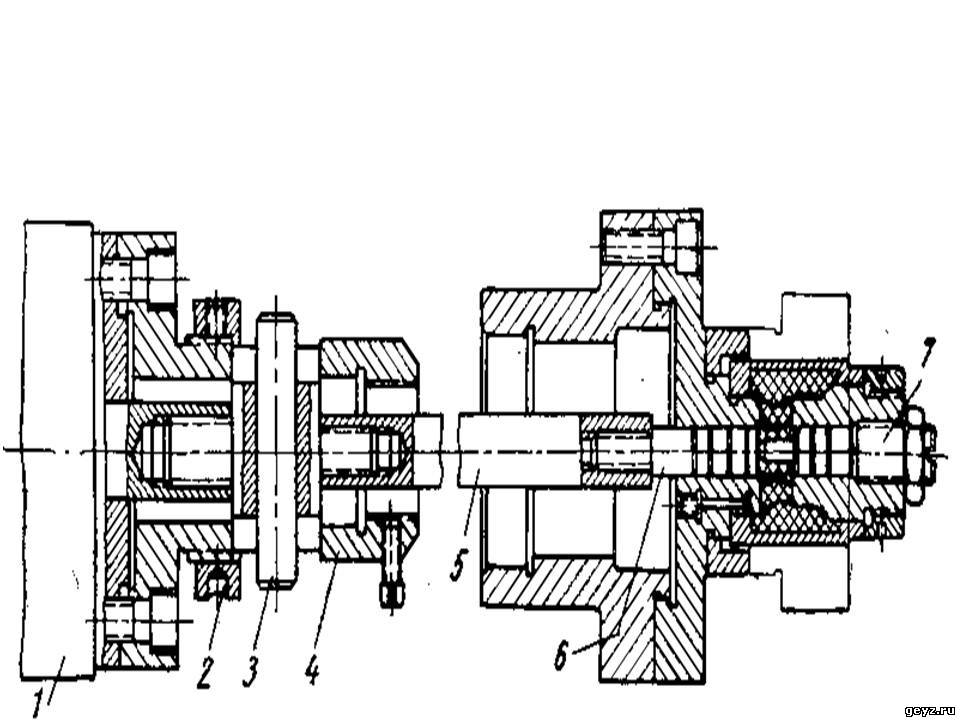
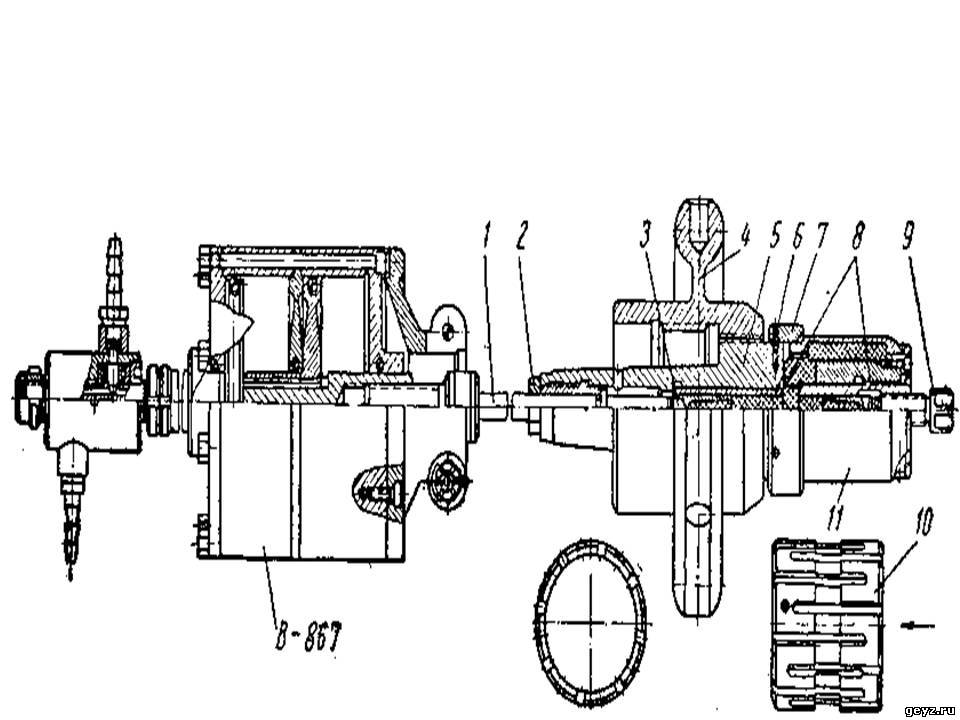
Шток пневматического силового привода, двигаясь влево через ползун 1, рычаг', серьгу 13 и плунжер ii, создает давление в рабочей полости, заполненной гидропластмассой. При этом деформируется упругая втулка 5, центрирующая и закрепляющая обрабатываемую заготовку. Освобождение и выталкивание из патрона обработанной заготовки производится при обратном движении штока и ползуна 1, При этом плунжер 11 отходит назад и упругая втулка освобождает заготовку. При дальнейшем движении ползуна вправо верхний конец выбрасывателя упирается в качающийся упор 7, и толкатель 15 стаканом 8 выталкивает обработанную деталь. Рабочая полость патрона заполняется гидропластмассой через отверстие, закрытое пробкой 12, а воздух при этом выпускается через отверстие, закрытое пробкой 10. На фиг. 84 представлена конструкция пневматической оправки с гидропластмассой. Использование пневматики для создания давления в оправке значительно сокращает время, затрачиваемое на закрепление заготовки, в результате чего появляется возможность использования ее в условиях массового производства. Шток 5 пневматического цилиндра 1 при закреплении давит на плунжер 6 и ход последнего ограничивается винтом 7. Для ограничения и регулирования обратного хода штока в удлиненной планшайбе 4 пневматического цилиндра сделаны пазы, в которые проходит штифт 3, запрессованный в шток 5. На переднюю часть планшайбы 4 навернута гайка 2, служащая упором для штифта при отходе штока. Врашением гайки регулируется крайнее левое положение штока. Универсальная оправка с гидропластмассой (фиг. 85) предназначена для групповой обработки деталей типа втулок. В качестве привода используется вращающийся пневматический цилиндр. Оправка состоит из корпуса 5, резьбовой муфты 4, центрирующей втулки 11, упорного кольца 7, штифтов крепления 6, двух гильз двух плунжеров 3, направляющей втулки 2, штока привода 1, винта 9 ручного зажима и сменной цанги 10, Фиг. 85. Универсальная оправка с гидропластмассой.
Крепление оправки в шпинделе станка обеспечивается резьбовой муфтой за счет разности шага резьбы на муфте и корпусе оправки. Закрепление заготовки производится при перемещении штока пневмоцилиндра вправо. При этом перемещается шток привода 1, который через плунжер 3, скользящий в направляющей гильзе S, сжимает гидропластмассу. Гидропластмасса передает давление на центрирующую втулку, закрепляя тем самым обрабатываемую заготовку. Регулировка усилия зажима производится винтом 9, который при отсутствии пневматического привода используется для ручного зажима детали на оправке. При этом втулка 2 заменяется резьбовой пробкой. Внедрение оправок с гидропластмассой и пневматическим приводом сокращает время на установку и снятие детали по сравнению с обработкой в цанговых оправках и значительно повышает точность обработки.