Быстрое развитие химии и атомной энергетики вызвало потребность в арматуре, работающей на агрессивных и радиоактивных средах. К этой арматуре предъявляются повышенные требования в отношении герметичности всех соединений. Помимо этого должна быть обеспечена безопасность дистанционного обслуживания и предусмотрена возможность дистанционного монтажа и демонтажа арматуры. Сальниковые уплотнения с мягкой набивкой не удовлетворяют этим требованиям, так как они требуют периодической подтяжки, а иногда и замены набивки. В связи с этим развитие получила так называемая сильфонная арматура, в которой герметизация соединения шпиндель —крышка обеспечивается снльфоном (при поступательном, а иногда и вращательном движении шпинделя). Сальник в этом случае отсутствует либо играет вспомогательную роль. Используются сильфоны также и для выполнения задач привода, в этом случае снльфон заменяет цилиндр с поршнем. Иногда используют упругие свойства сильфона и для замены пружины, что может иметь место, когда необходимо для герметизации установить сильфон. В ряде случаев используют одновременно сильфон и пружину. Сильфоны изготовляются из коррозионно-стойких сталей марок 12Х18Н10Т, 08Х18Н10Т и др., из полутомпака Л80, а также из неметаллических материалов (фторопласт и др.). По методу изготовления сильфоны бывают бесшовными и сварными, по числу слоев — однослойными и многослойными. Сильфон должен обеспечивать определенный ход и иметь достаточный цикловой ресурс (число циклов срабатывания) при заданных условиях работы: ход, давление, температура и пр. Часто к еильфону предъявляются требования достаточной коррозионной стойкости. Основные параметры сильфона (материал, диаметр, число волн (гофр), длина, толщина стенки) выбираются с учетом конструктивных данных изделия, условий эксплуатации арматуры и результатов расчета. В первую очередь должны применяться сильфоны, регламентированные ГОСТ или отраслевыми нормалями, и лишь в случае особой необходимости используются сильфоны не серийного производства, изготовляемые по особому заказу. Расчетные данные жесткости сильфонов и их циклической прочности являются в известной мере приближенными как в силу того, что расчет пока не дает точных результатов, так и потому, что допускаемые отклонения толщины стенки приводят к рассеянию значений параметров сильфонов даже одной партии изготовления. Однослойные бесшовные сильфоны с размерами по ГОСТ 21482—76* из коррозионно-стойкой стали марок 12Х18Н10Т и 08Х18Н10Т предназначены для среды с рабочей температурой от —200 до +400 °С, из полутомпака марки Л80—для среды с рабочей температурой от —60 до +100 °С. Для этих сильфонов допускаются следующие среды: воздух, масло, не содержащее растворимых кислот и щелочей, авиационный бензин, лигроин, керосин, азот, нейтральные газы, кислород, перед применением которого сильфоны должны быть тщательно обезжирены, и другие среды, не вызывающие коррозию материала сильфонов. При необходимости применения коррозионных сред долговечность сильфона должна определяться с учетом степени химического воздействия среды на материал сильфона. Важным параметром работы сильфона является его цикловой ресурс, определяемый количеством циклов работы сильфона, которое он может выдержать до разрушения.
Расчет сильфона не ограничивается определением его жесткости и эффективной площади. В связи с напряжениями, многократно возникающими на сгибе материала, циклическая прочность сильфона ограничена некоторым числом циклов, которое он может сделать до разрушения (разгерметизации). Циклическая прочность сйльфона определяется его напряженно-деформированным состоянием, которое зависит от большого числа параметров: нагрузочных факторов (давление и ход), геометрических данных (размеры волн, закруглений, толщина материала и пр.) и механических характеристик материала (модуль упругости и коэффициент Пуассона). Расчет сильфона на основе теории оболочек представляет собой очень трудоемкую работу, и реализация его в инженерных расчетах стала возможной лишь с применением ЭВМ. Под действием гидравлического давления изменяются и напряжения в сильфоне, а следовательно, и циклическая прочность сильфона. В связи с этим выбор сильфона должен производиться о учетом его материала, давления среды, хода, температуры и требуемой циклической прочности. При этом обычно применяют экспериментальные табличные данные и графики зависимости циклической прочности сйльфона от параметров его работы. Потребный цикловой ресурс сильфонов, установленных в постоянно действующих регулирующих клапанах, зависит от условий их работы и назначения клапана. Он может колебаться от 10 ООО до 1 ООО ООО циклов. В особо тяжелых условиях работы сильфонов иногда ограничиваются цикловым ресурсом в 1500 циклов. Технические характеристики некоторых многослойных сильфонов, регламентированные ГОСТ 21744—83, приведены в табл. 4.42—4.45 и на рис. 4.36. При выборе сйльфона задаются наружным диаметром D в зависимости от диаметра полости для размещения сйльфона или внутреннего диаметра необходимого для размещения в нем шпинделя. Определяют необходимый максимальный рабочий ход сйльфона Яр, рабочее давление Р, рабочую температуру и требуемое число циклов N. Как правило, сильфоны работают на сжатие при наружном давлении. Под действием внутреннего давления сильфон может потерять устойчивость, поэтому длинные сильфоны при внутреннем давлении должны иметь направляющие элементы (обычно по внутреннему диаметру). При использовании нескольких последовательно соединенных сильфонов, работающих при наружном давлении, также предусматриваются направляющие элементы в конструкции узла. При необходимости использования сильфона для работы на растяжение его рабочий ход на растяжение не должен превышать 0,8 допустимого хода на сжатие.
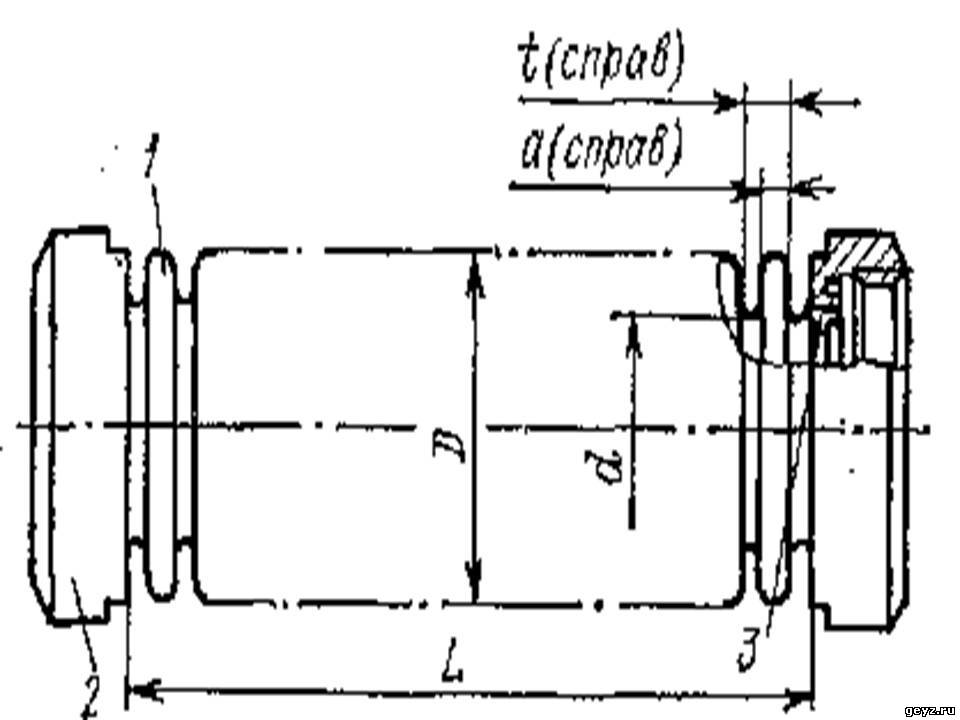
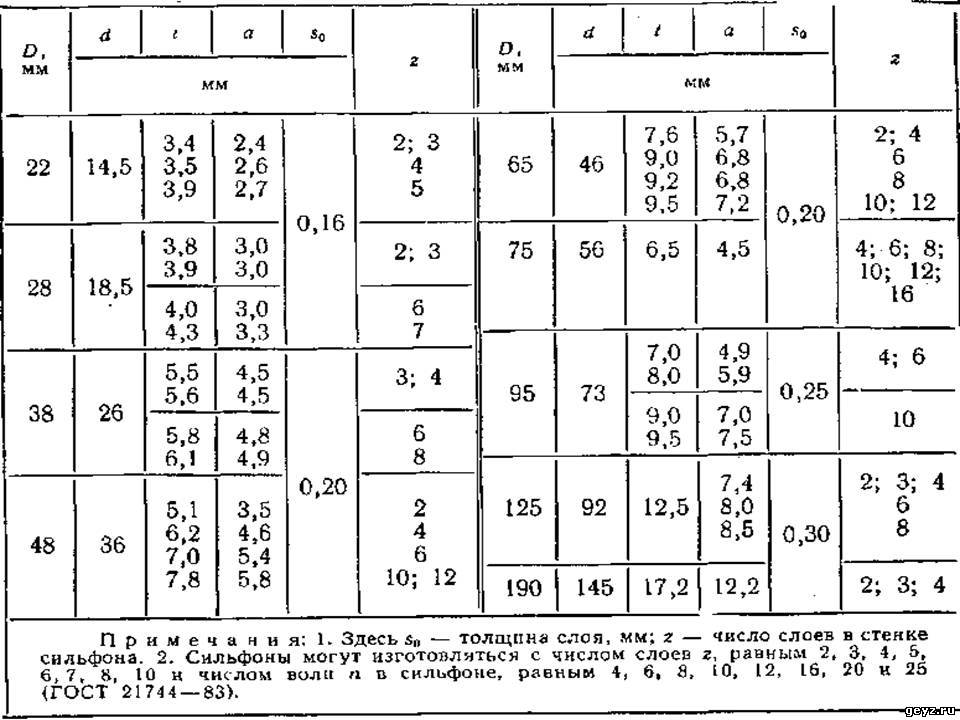
4.42- Размеры многослойных стальных сильфонов по ГОСТ 21744—83 (условные обозначения размеров см. на рис. 4.36)
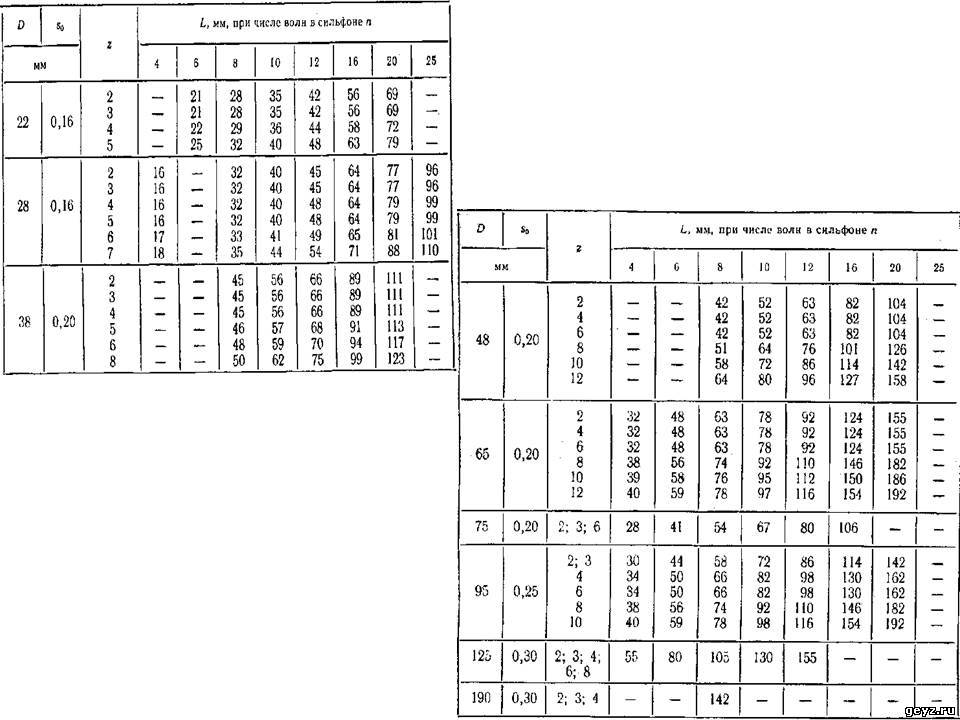
4.43. Размеры длин L многослойных стальных сильфонов по ГОСТ 21744—83 (условные обозначения размеров см. на рис. 4.36)
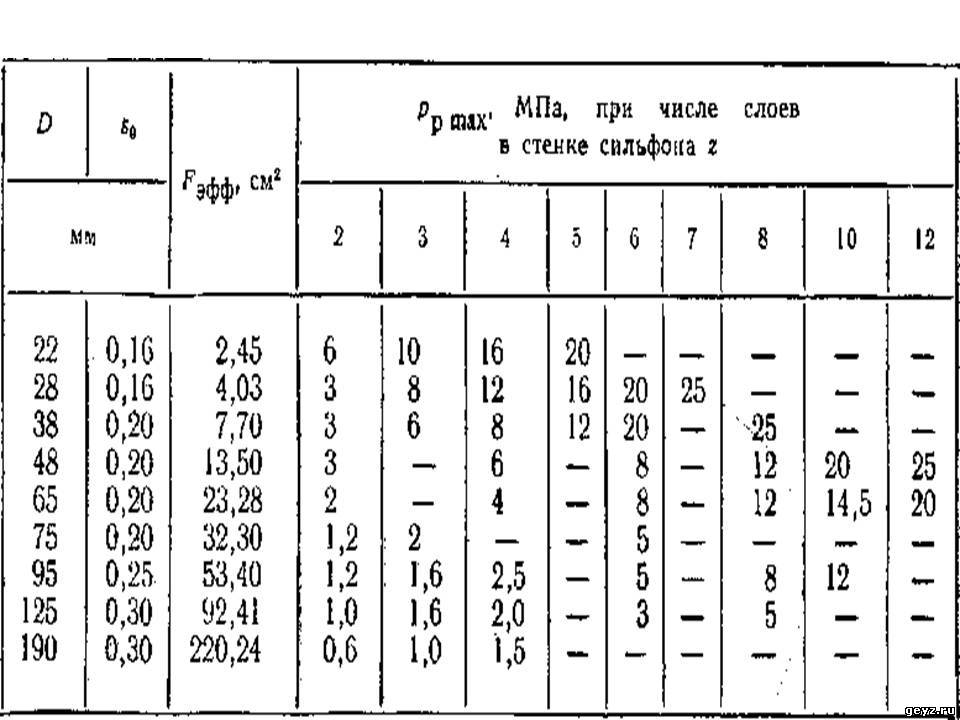
4,44. Эффективная площадь и максимальное рабочее наружное давление (Рр шах = Рпр/1 -25) для многослойных стальных сильфонов
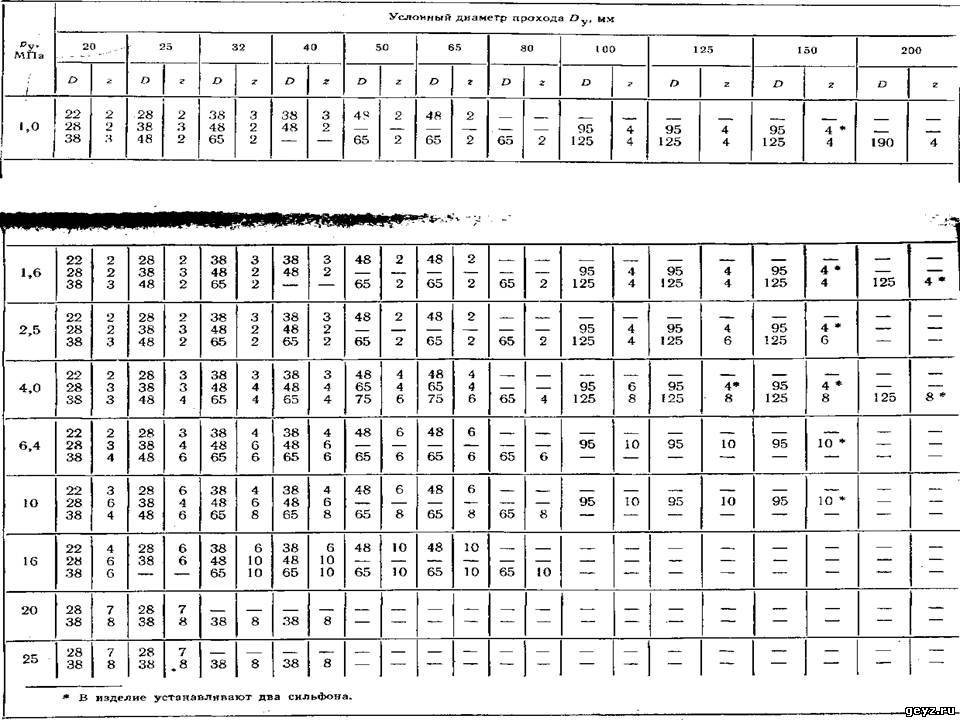
При малых рабочих давлениях используются однослойные сильфоны, при больших — многослойные. Для выбора сильфона могут быть использованы данные, приведенные в табл. 4.46. Наружный диаметр D выбирается по конструктивным соображениям, толщина стенки (число слоев и толщина слоя) принимается в зависимости от рабочего давления среды. Число волн и длина сильфона L определяются с учетом необходимого рабочего хода сильфона Яр и требуемого циклввего ресурса N. Число волн п определяется из условия п = \1^т&и и округляется до ближайшего большего значения, предусмотренного ГОСТом. Однослойные сильфоны по отдельному заказу могут изготовляться с большим числом волн, но оно должно быть выбрано по ряду R\Q ГОСТ 8032—56.
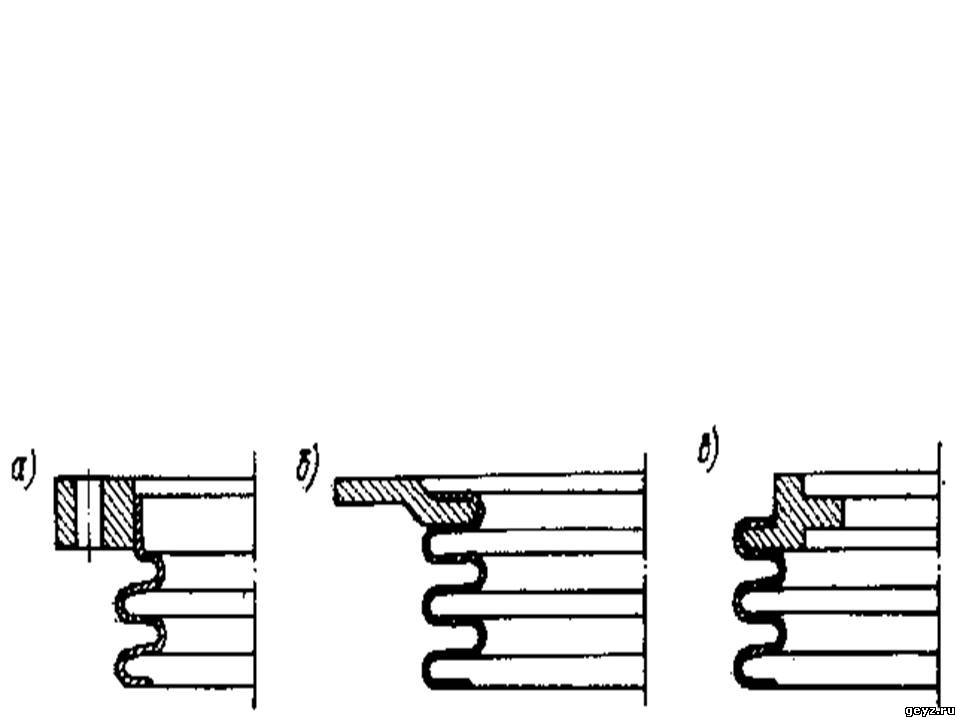
Рис. 4.37. Присоединение сильфона из полутомпака к деталям арматуры при действии давления внутри сильфона (а и б), снаружи (в)
Цикловой ресурс однослойных сильфонов (сплав марки 36НХТЮ, бериллиевая бронза БрБ2, полутомпак Л80, коррозионно-стойкая сталь марок 12Х18Н10Т или 08Х18Н10Т) определяется по номограммам, приведенным в ГОСТ 21482—76*. Для многослойных сильфонов (сталь марок 08Х18Н10Т или 12Х18Н10Т) установлена гарантийная наработка от 1500 до 6000 циклов в зависимости от рабочего давления, рабочей температуры и хода сильфона (ГОСТ 21744—83). Обычно сильфоны используются так, чтобы они работали на сжатие, но в некоторых случаях они могут быть использованы для работы на растяжение — при условии, что ход на растяжение не будет превышать 80 % максимального хода, допустимого при работе на сжатие. В ряде случаев сильфон на основной части хода работает на сжатие, на остальной — на растяжение. Для сильфонов, работающих под действием внутреннего давления, рекомендуется крепление к арматуре производить так, чтобы присоединяемая деталь охватывала отбортовку сильфона (рис. 4.37, а и б), для сильфонов, предназначенных для работы под действием наружного давления, рекомендуется присоединение, при котором отбортовка силыфона охватывает деталь арм'атуры. (рис. 4.37, в).
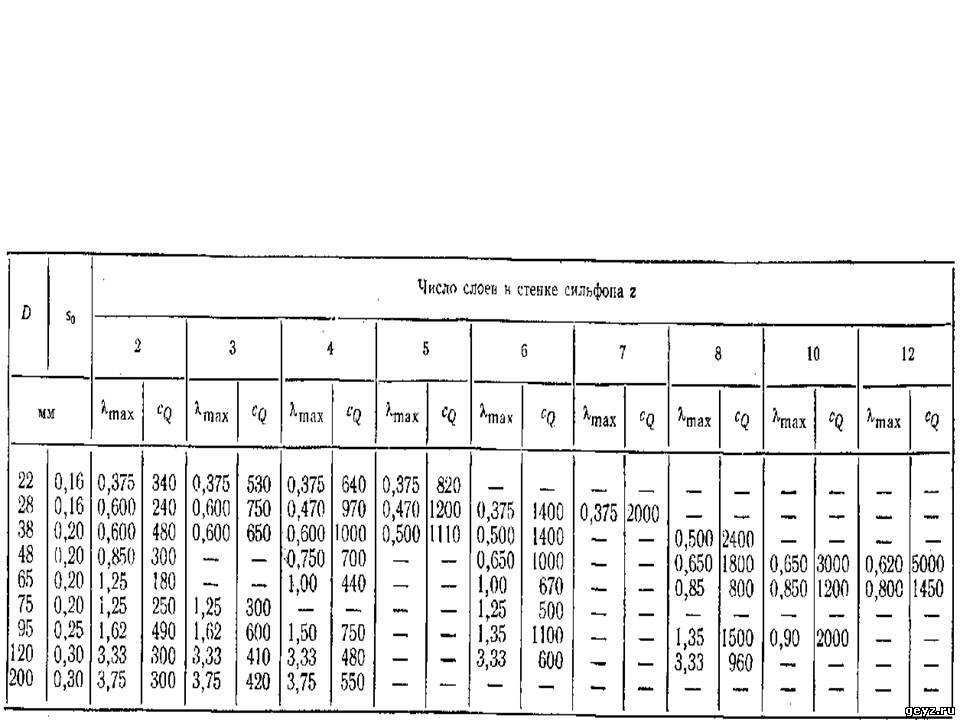
4.45. Максимальный рабочий ход на сжатие ,мм и жесткость CQ, Н/мм, для одной волны многослойного стального сильфона
4.46. Технические характеристики (наружный диаметр D, мм, и число слоев z) стальных многослойных сильфонов для вентилей и клапанов при различных давлениях
Посадочные поверхности отбортовок сильфонов, имеющие оксидную пленку, перед соединением с арматурой (сваркой, пайкой) должны быть тщательно очищены — до полного удаления оксидной пленки в местах соединения. Рабочий ход одной волны сильфона и рабочее давление не должны превышать значений, указанных в приведенных выше таблицах. Поскольку увеличение хода, повышение давления и температуры вызывают снижение циклической прочности сильфона, сильфонный узел должен быть спроектирован так, чтобы условия работы сильфона в нем соответствовали принятым при выборе и расчете сильфона. Узлы с однослойными сильфонами. При проектировании сильфонных узлов необходимо предусмотреть герметичное соединение сильфона с арматурой, а также возможность замены его при выходе из строя; без выполнения сложных и трудоемких работ. Для удобства монтажа сильфоны обычно снабжаются концевыми присоединительными втулками (см. рис. 4.36), однослойные сильфоны устанавливаются и без концевых присоединительных втулок. Сильфоны, работающие при относительно низких температурах и давлениях, могут соединяться с деталями арматуры цангой, припоями ПОС-40 и ПОС-61 с бескислотными флюсами, для сильфонов ответственных соединений, работающих при повешенных давлениях и температурах, применяется аргонодугрвая и роликовая (короткоимпульсная) сварка. В отдельных случаях может быть применена пайка твердыми (серебряными) припоями. Желательно, чтобы сильфон и арматура были изготовлены из одинаковых материалов. При соединении сильфона с арматурой путем припайки по внутренней цилиндрической поверхности детали без дополнительного крепления (см. рис. 4.37, а) не всегда обеспечивается достаточно прочное соединение. Способы, приведенные на рис. 4.37, б и в (завальцовка или развальцовка материала сильфона вокрур заплечика детали с последующей пайкой соединения), обеспечивают более надежное соединение сильфона с арматурой. Стальные сильфоны из коррозионно-стойкой стали могут применяться до температуры 400'—450 "С и для сред с коррозионными свойствами. Сварные стальные сильфоны применяются значительно реже бесшовных. Они изготовляются из штампованных тонкостенных кголец стали (рис. 4.38) и снабжаются фланцами, которыми привариваются к деталям арматуры (крышка и шпиндель) аргонодуговой сваркой (рис. 4.39). Для присоединения однослойных стальных сильфонов может быть использована и роликовая короткоимпульсная сварка (рнс. 4.40). Цилиндрический патрубок сильфона в этом случае устанавливается на подготовленное для него посадочное место соединяемой детали и приваривается роликовой элёктроимпульсной сваркой. Благодаря коротким импульсам тока создается возможность соединять детали, одна из которых тонкостенная (толщиной 0,05—0,5 мм). Для того чтобы получить качественный шов, сильфон должен быхь плотно насажен на привариваемую деталь.