Ввиду большого разнообразия типов и конструкций кузнечно- прессового оборудования приводятся только некоторые особенности смазки отдельных групп этих машин. Парогидравлические прессы работают на перегретом паре с температурой до 270—300° и выше. Наиболее- важное значение имеет смазка паровых цилиндров парогидравлических мультипликаторов. К маслам здесь предъявляются весьма жесткие требования, они не должны давать отложений, нагаров и коррозии смазываемых поверхностей. В связи с высокой температурой внутри цилиндров масло должно иметь минимальную испаряемость и обладать высокой температурой вспышки, высокой вязкостью и липкостью, не смываться, хорошо распыляться в потоке пара и предохранять стенки цилиндра и поршневых колец от быстрого износа. С этой целью применяются масла цилиндровые 38 и 52, имеющие температуру вспышки не ниже 300—310° и вязкость от 4,5 до 8°ВУ100. Подача масла осуществляется обычно механической масленкой, связанной с органами управления пресса (например сервомотором), и подающей масло только при его работе. В обязанности машиниста пресса входит систематический контроль за уровнем масла в масленке и ее исправной работой, а также смазка других узлов пресса (колонн, плунжеров, шарнирных соединений и др.). Для смазки колонн могут применяться вышеназванные цилиндровые масла; рычаги, шарниры и другие детали органов управления смазываются маслом индустриальным 45. Масленки и маслопроводы во время ремонта прессов промываются и продуваются, а также производится регулировка их на подачу масла в цилиндр. Недостаточная подача масла приводит к быстрому износу и задирам зеркала цилиндров и износу поршневых колец; излишняя подача в паровые цилиндры приводит к тому, что в воде, получающейся от конденсации пара, накапливается много масла, которое при неисправности маслоотделительных устройств может привести к вспениванию воды в паровых котлах и к аварии. Поэтому следует проверять нормы расхода масла и не допускать содержания его свыше 1 мг на 1 л в конденсате, поступающем в котлы. Особенно необходимо следить и не допускать избыточного поступления масла в цилиндры при централизованной подаче его одним смазочным прибором к нескольким прессам или молотам и при подаче масла от индивидуального насоса, имеющего отдельный электропривод, не связанный с движением подвижных частей пресса или падающих частей молота. Молоты ковочные и штамповочные смазываются так же, как и парогидравлические прессы. Здесь применяются масла цилиндровые 38 и 52, подача которых для смазки цилиндров производится обычно от механических масленок, связанных системой рычагов с движением падающих частей молота. В зависимости от величины их хода захватывается один или несколько зубьев храпового колеса масленки, и этим регулируется количество подаваемого масла в цилиндр. Могут применяться также различные системы централизованной смазки группы молотов одновременно. Смазка направляющих бабы производится 3 раза в смену, но здесь могут быть применены менее вязкие масла — цилиндровые 11 и 24. Другие узлы и детали молотов в зависимости от их конструктивных особенностей смазываются через колпачковые, пресс-масленки или вручную маслом индустриальным 45 или солидолом УС-2 и УС-3. Молоты пневматические работают сжатым воздухом от компрессора. Масло индустриальное 50 или 45 подается в цилиндр и на направляющие штока бабы от капельных масленок. При тяжелых режимах работы и высоких температурах применяют более вязкое масло, например цилиндровое 11. Втулки головок шатуна смазываются обычно с помощью фитилей тем же сортом масла, подшипники кривошипного вала — набивкой солидолом УС-2, а зубья шестерен привода этого вала — полугудроном 2 раза в неделю.
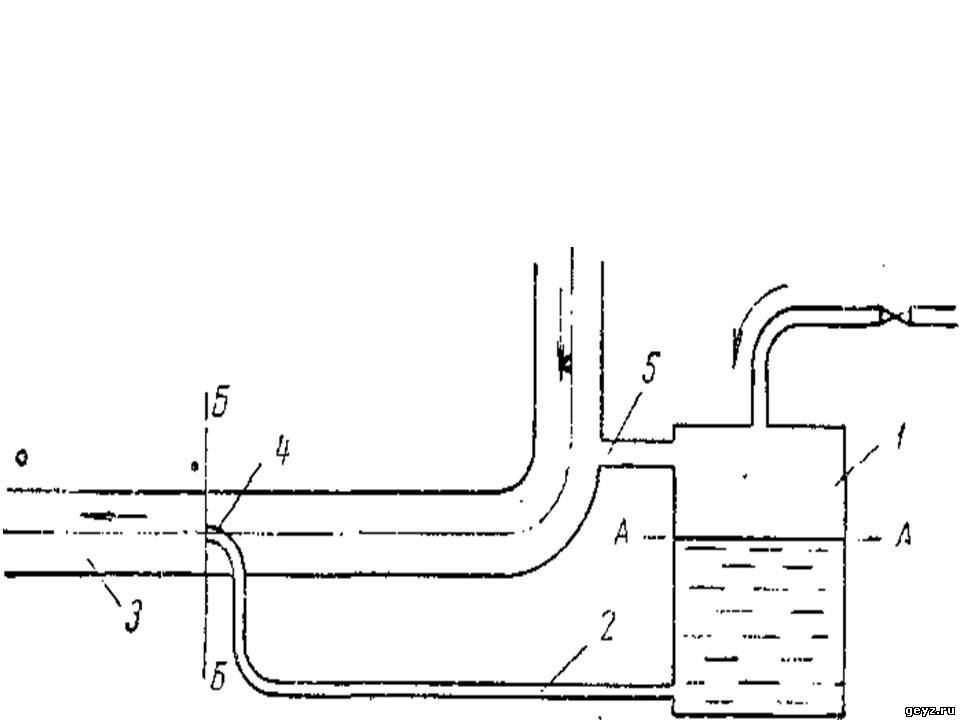
Смазка паровоздушной части молотов может осуществляться также и специальными приборами под действием самого потока - пара или воздуха, поступающего в цилиндр. На фиг. 89 приведена принципиальная схема прибора для безлубрикаторной индивидуальной автоматической смазки рабочего цилиндра, золотника и дросселя воздушного кузнечного молота. Резервуар 1 залит маслом до уровня АА и маслопроводом 2 соединен с воздухопроводом 3, подводящим сжатый воздух в рабочий цилиндр молота. Верхняя часть резервуара в точке 5 также соединена с воздухопроводом. Особое поплавковое устройство поддерживает уровень масла в приборе постоянно на высоте расположения выходного отверстия наконечника 4 маслопровода, поэтому при отсутствии движения воздуха в трубе 3 масло в воздухопровод и в цилиндр молота не поступает. При движении воздуха, в момент перемещения падающих частей молота, между точкой 5 и сечением ББ трубы, за счет потери части энергии движущегося воздуха на преодоление сопротивлений, возникает эжекционный напор, под действием которого масло поступает через маслопровод 2 и наконечник 4 в воздухопровод. Здесь оно распиливается струей воздуха и поступает в цилиндр молота. Величина напора зависит от скорости движения сжатого воздуха; изменение скорости вызывает изменение напора и изменение подачи масла.
Фиг. 89. Принципиальная схема безлубрикаторной автоматической смазки паровоздушной части молота: 1 — резервуар с маслом; 2 — маслопровод; 3 — воздухопровод; 4 — наконечник маслопровода; 5 — место присоединения резервуара к воздухопроводу.
У фрикционных прессов подшипники вала привода фрикционного диска в тех случаях, когда они имеют кольцевую смазку, заливаются два раза в неделю маслом индустриальным 45. Винт и гайку подъема ползуна лучше смазывать более вязким маслом, например цилиндровым 11. Втулки винта и направляющие ползуна смазывают через колпачковые масленки солидолом УС-2 посредством поворота крышки на 1 оборот 2 раза в смену, а другие точки (втулки, шарниры, рычаги и др.) смазываются вручную маслом индустриальным 45 не реже 1 раза в смену. Во избежание пробуксовывания фрикционного диска нельзя допускать попадания на него масла. Наиболее мощные эксцентриковые, кривошипные прессы и прессы-ножницы обычно имеют централизованную смазку от масленки с ручным или механическим приводом. Большинство узлов смазывается солидолом УС-2-через колпачковые масленки с подвертыванием их крышек на 1 оборот 2 раза в смену. Шарниры рычагов и тяг управления смазываются вручную маслом индустриальным 30 или 45 ежедневно. В зависимости от конструкции смазка направляющих производится или литолом (колпачковые масленки), или вручную маслом. Смазывание всех деталей и узлов кузнечно-прессового оборудования должно производиться при выключенном их состоянии.