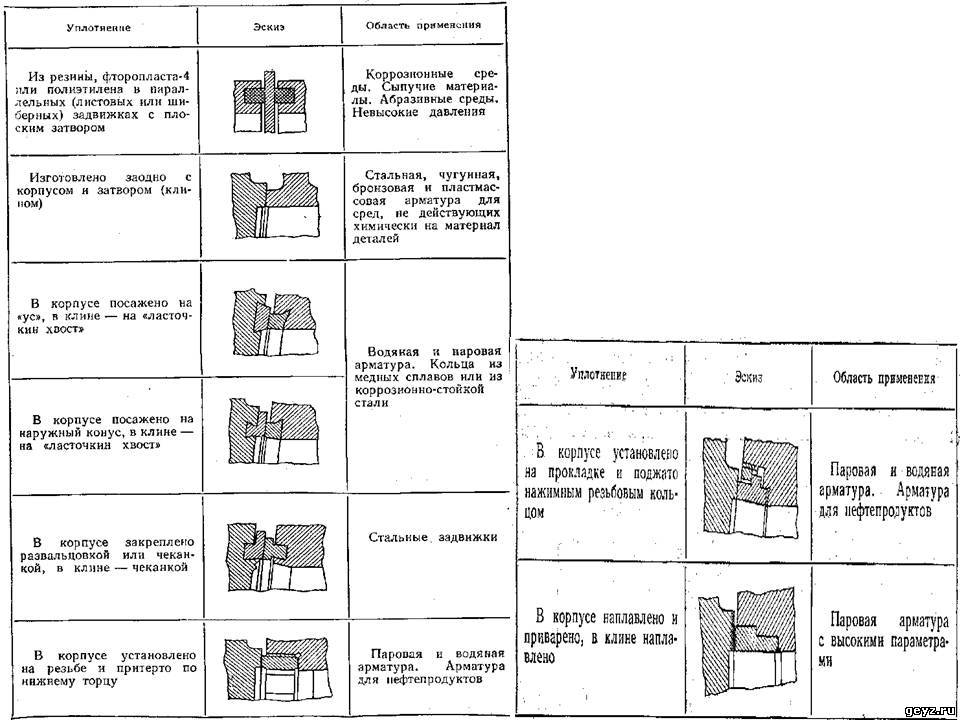
В задвижках уплотнительные кольца запорного органа работают Б более сложных условиях, чем в клапанах и вентилях. При открывании и закрывании запорного органа задвижки имеет место трение уплотнительных колец затвора об уплотнительные кольца седла корпуса, что вызывает их изнашивание. В клиновых задвижках, которые широко применяются в народном хозяйстве, по мере изнашивания клин в корпусе опускается, причем в связи с малым углом между плоскостями клина даже небольшое уменьшение его толщины вызывает значительное опускание клина в корпусе. При повторной притирке в процессе ремонта клин опускается еще больше. В связи с этим обстоятельством ширину кольца клина необходимо делать больше ширины кольца корпуса, а начальную посадку клина в корпусе осуществлять при наиболее высоком его положении. Ремонт уплотнительных колец в задвижках труднее осуществить, чем в клапанах, поэтому к конструкции и выбору материала деталей запорного органа задвижек необходимо подходить более внимательно — во избежание частых ремонтов и быстрого выхода уплотнительных колец из строя. В табл. 4.11 приведены типы уплотнений в запорных органах задвижек. Мягкие и неметаллические уплотнения в задвижках применяются редко: в отдельных конструкциях гуммированных или пластмассовых задвижек, иногда в однодисковых параллельных (листовых или шиберных) задвижках с плоским затвором (из резины—для абразивных и сыпучих сред, из фторопласта — для коррозионных и агрессивных сред). Цельные уплотнительные кольца, изготовленные заодно с корпусом или клином, применяются для некоррозионных сред в чугунной и стальной арматуре, а для коррозионных сред — в арматуре из коррозионно-стойких сталей, медных и алюминиевых сплавов.
4.п. Типы уплотнений (уплотнительных колец) в запорных органах задвижек .
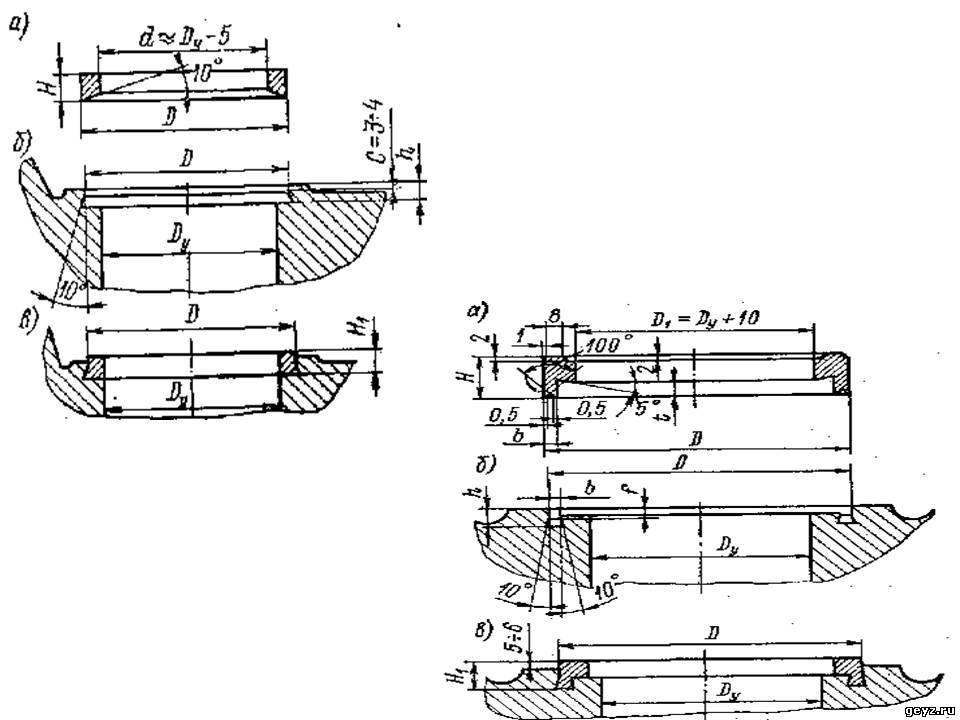
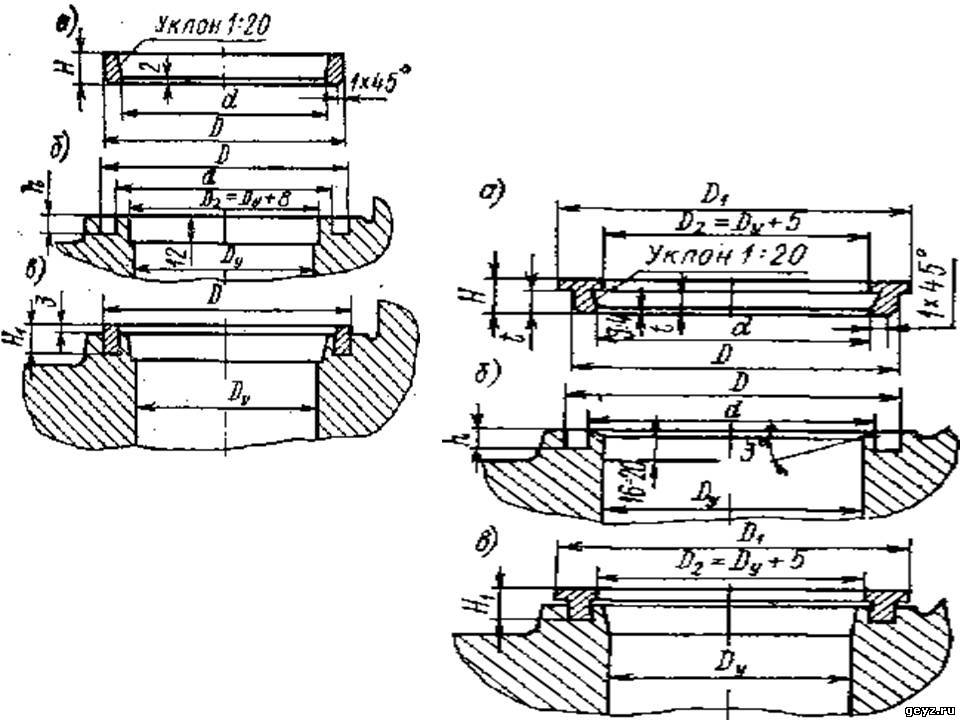
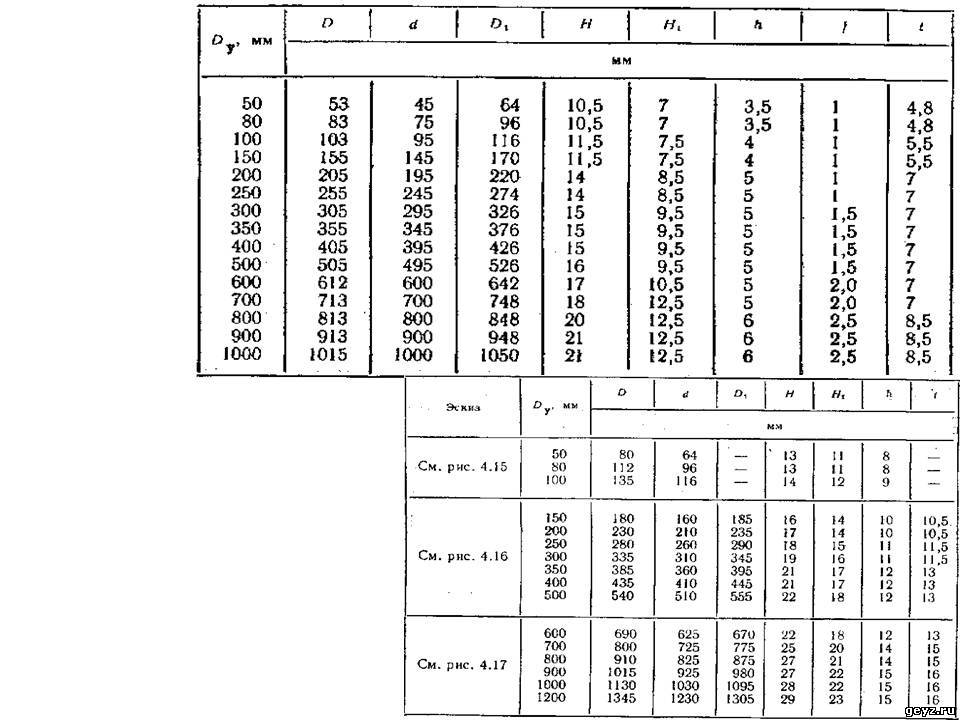
Уплотнительные кольца из медных сплавов (латунь) чаще всего устанавливаются с применением пластической деформации кольца; таким же методом крепления (но значительно реже) пользуются для установки колец из коррозионно-стойкой стали. Кольца на резьбе имеют высокую ремонтоспособность, но так же как и в клапанах и вентилях, опыт применения их на арматуре для пара при высоких параметрах показал, что в этих условиях резьба быстро выходит из строя. Более надежным является крепление колец приваркой. Наплавкой колец на корпус создают надежную конструкцию, но ремонт колец в этом случае затруднен. Быстросменное уплотнительное кольцо с прокладкой и нажимным резьбовым кольцом создает высокую ремонтоспособность корпуса задвижки, но при повышенных параметрах пара оно менее надежно, чем наплавленное кольцо. На рис. 4.13 и 4.14 приведены конструкции уплотнительных колец и посадочных мест под них в корпусах чугунных задвижек на рис, 4.13 показаны кольца для корпусов с D, = 50-500 мм, которые развальцовываются инструментом с тремя или более роликами, на рис. 4.14 —кольца, устанавливаемые в корпусах с Dy = 600-1000 мм, забиваемые вручную или закрепляемые механическим способом. В табл. 4.12 и 4.13 приведены основные размеры уплотнительных колец и посадочных мест под кольцо в корпусах чугунных задвижек. В корпусах стальных задвижек с Dy = 50^100 мм устанавливаются кольца, конструкции которых приведены на рис. 4.15. Закрепляются они путем развальцовки металла корпуса. В корпусах стальных задвижек с Dy = 150-500 мм устанавливаются кольца, показанные на рис. 4.16; закрепляются они также развальцовкой металла корпуса. В стальных корпусах задвижек с большим условным диаметром прохода ( 600-1200 мм) кольца закрепляются путем запрессовки и обчеканки (рис. 4.17). Основные размеры уплотнительных колец и посадочных мест под кольца для корпусов стальных задвижек приведены в табл. 4.14. В дисках и клиньях чугунных задвижек латунные кольца устанавливаются так, как показано на рис. 4.18. Основные размеры их приведены в табл. 4.15. Для задвижек с = 504-150 мм закрепление колец производится путем раскатки роликами, для задвижек с Dj 200 мм — запрессовкой под прессом. Для повышения герметичности в некоторых случаях кольца устанавливают с применением клея-герметика.
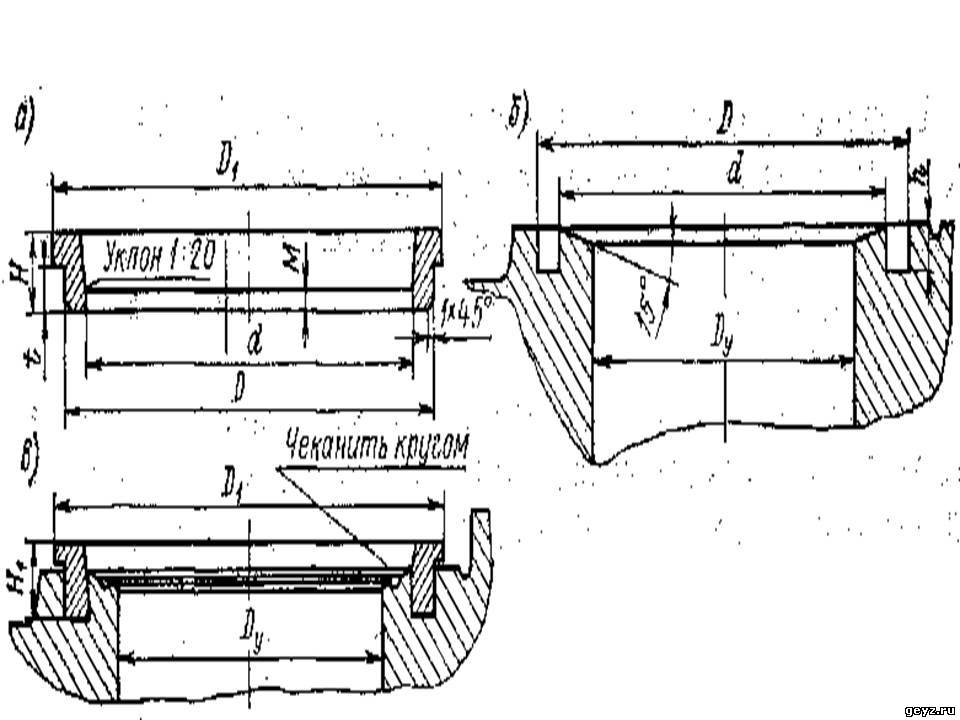
Рис. 4.13. Уплотнительное кольцо (а), выточка под кольцо (б) и кольцо после посадки и обработки (в) в корпусах чугунных задвижек с Dv= 50-500 мм Рис. 4.14. Уплотнительное кольцо (а), выточка под кольцо(б) и кольцо после посадки и обработки (в) в корпусах чугунных задвижек c Dy— бОО-11ОО мм
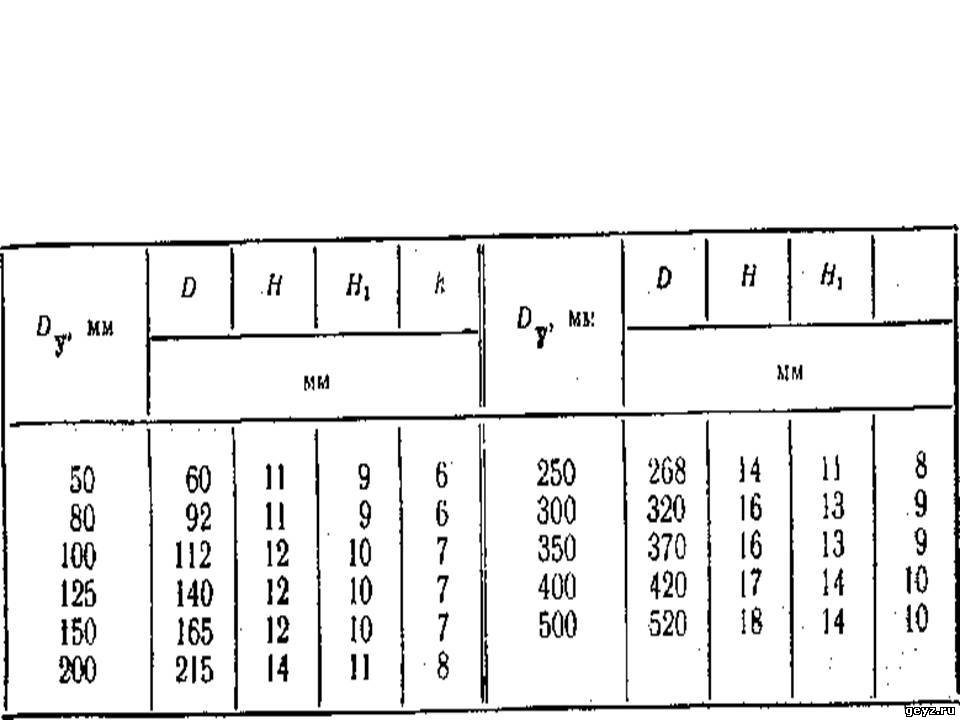
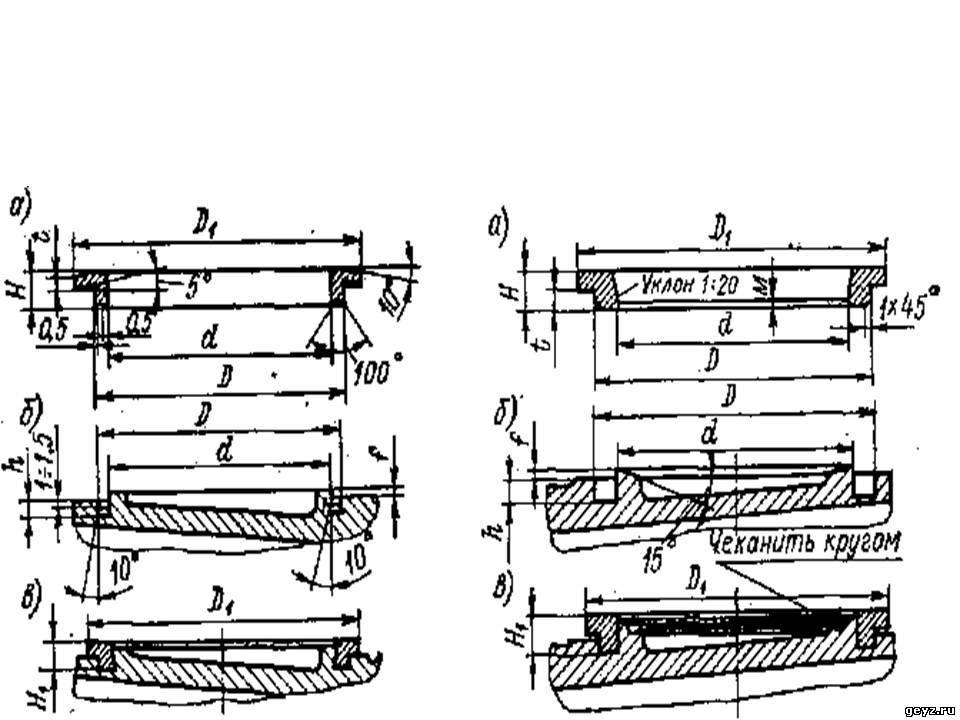
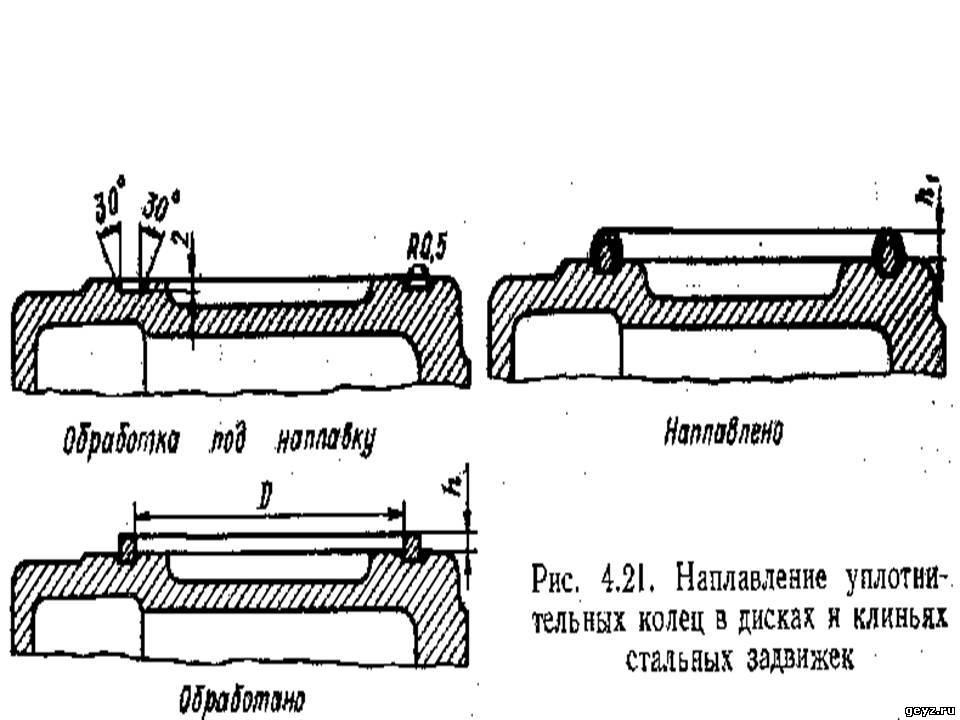
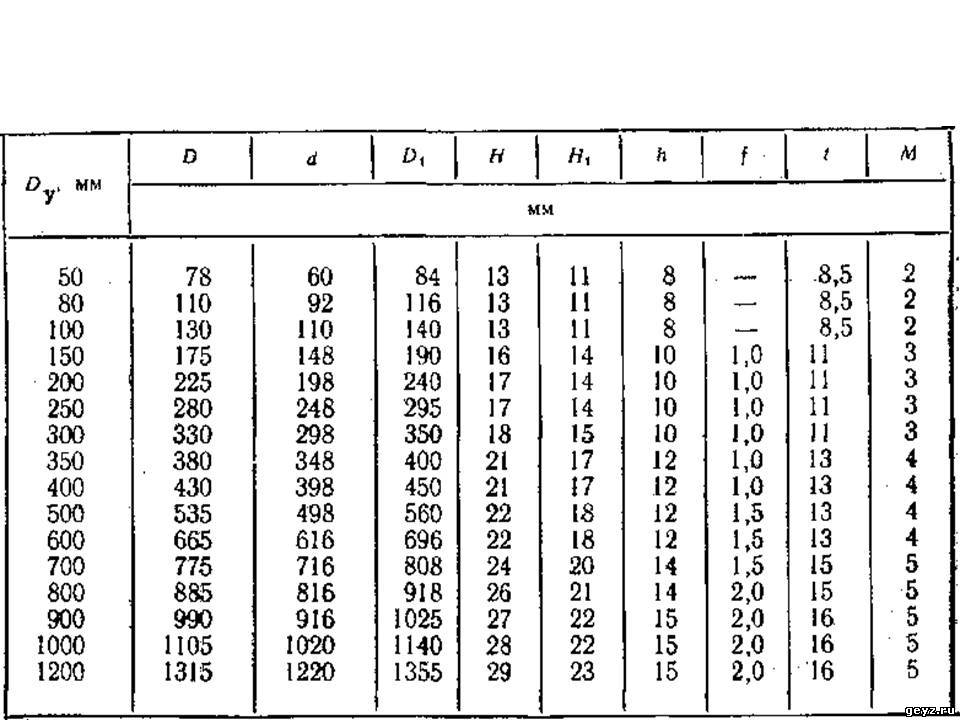
4.12. Основные размеры посадочных мест и уплотнительных колец в корпусах чугунных задвижек с 50-500 мм (условные обозначения размеров см. на рис. 4.13) В дисках и клиньях стальных задвижек на /?у = 2,5 МПа й Dy = 50-ь1200 мм латунные кольца закрепляются путем запрессовки с последующей зачеканкой пневматическим способом или вручную. Конструкция и размеры таких колец приведены в табл. 4,16 и на рис. 4.19. На стальных задвижках уплотнительные кольца создаются также путем наплавки коррозионно-стойкой стали и сплавов повышенной стойкости. Способ образования таких колец в корпусах задвижек показан на рис. 4,20, а в клиньях и дисках — на рис. 4.21. Рис. 4.15. Уплотнительные кольца (а), посадочные выточки под них (б), кольцо после посадки и обработки с развальцовкой металла (в) для корпусов стальных задвижек с Dy= 50-100 мм Рис. 4.16. Уплотнительные кольца (а), посадочные выточки под них (б), кольцо после посадки и обработки с развальцовкой металла (в) для корпусов стальных задвижек с Dy = 150-500 мм
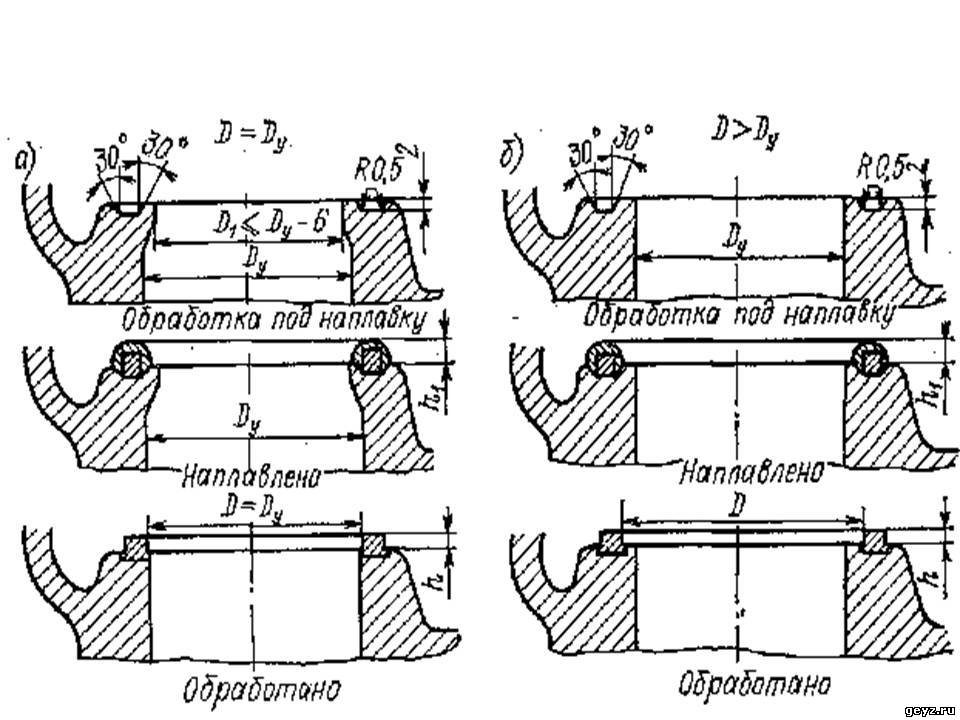
Толщина наплавленного кольца h после обработки принимается для задвижек с Dy < 250 мм равной h — 3 мм, для задвижек с Dy больших размеров — h = А мм. Наплавка ведется не менее чем в два слоя. Высота наплавленного валика hi для задвижек с Dy < 250 мм принимается равной /ii = 4 мм, для задвижек с Dy > 250 мм — hi = 5 мм.
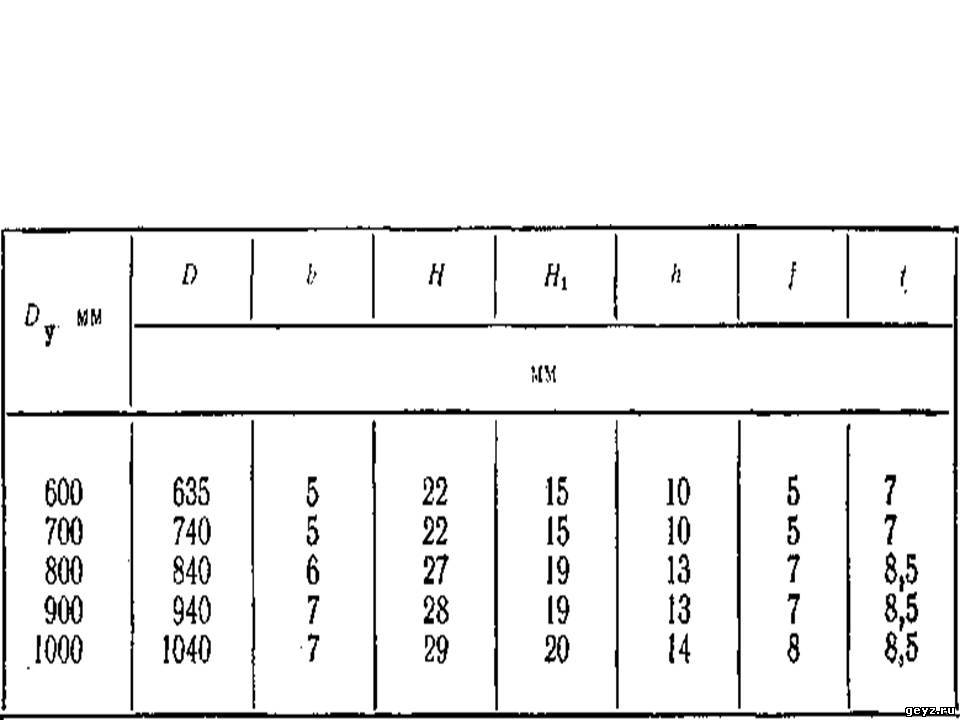
4.13. Основные размеры посадочных мест и уплотнительных колец в корпусах чугунных задвижек с Dy = 6ОО-1000 мм (условные обозначения размеров см. на рис. 4.14) Рис. 4.17. Уплотнительные кольца (а), посадочные выточки под них (б), кольцо после посадки и обработки (запрессовки и обчеканки) (е) для корпусов стальных задвижек с Dy = 600-1200 мм Рис. 4.18. Латунные уплотнительные кольца (а), посадочные выточки под них (б), кольцо после посадки и обработки (в) в дисках и клиньях чугунных задвижек Рис. 4.19. Уплотнительные кольца (а), посадочные выточки под них (б), кольцо после посадки и обработки (в) в дисках и клиньях стальных задвижек Рпс. 4.20. Наплавление уплотнительных колец в корпусах стальных задвижек: а — при D = Dyi б — при D > D-^ 4.14. Основные размеры уплотнительных колец и посадочных мест под кольца в корпусах стальных задвижек с = 50-1200 мм 4.15. Основные размеры уплотнительных колец и посадочных мест под кольца в дисках и клиньях чугунных задвижек с = 50-I000 mm (условные обозначения размеров см. на рис. 4.18)
Конструкция запорного органа задвижки и способ уплотнения Б значительной мере зависят от назначения и условий эксплуатации арматуры. Так, на нефтепромыслах, где задвижки работают в условиях высоких давлений, применяются в настоящее время однодисковые (шиберные) задвижки со смазкой. Для уменьшения трения корпус заполняется густой смазкой. Герметизация запорного органа происходит путем самоуплотнения затвора под действием высокого давления рабочей среды. Эта конструкция вытеснила ранее применявшиеся в фонтанной арматуре клиновые задвижки с невыдвижным шпинделем.
4.16. Основные размеры уплотнительных колец и посадочных мест под кольца для дисков и клиньев стальных задвижек с Ру = 2,5 МЛа и Dy — 50-1200 мм (условные обозначения размеров см. на рис, 4.19)