Две плоскости в станке, одна из которых неподвижна (станина), а другая по ней перемещается, называются направляющими плоскостями и, в зависимости от положения в машине, могут быть горизонтальными, вертикальными или наклонными. Между этими плоскостями возможно только трение скольжения, подчиняющееся законам «масляного клина», когда движущаяся направляющая (стол), набегая на слой масла, отделяется от неподвижной плоскости и удерживается в плавающем состоянии. Такое состояние полного жидкостного трения может быть достигнуто при наличии на поперечных нижних кромках подвижных направляющих плавных клинообразных скосов. Подвижные направляющие, перемещаясь вперед и назад, гонят перед собой масло, которое, во избежание переливания через край станины, сливается в находящиеся на ее концах маслосборники (фиг. 76). Для распределения масла по всей площади трущихся поверхностей подвод его должен быть на середину ширины направляющей, а для лучшего .растекании по ее ширине делаются канавки (фиг. 77), обычно на подвижных частях станка — столах, ползунах.
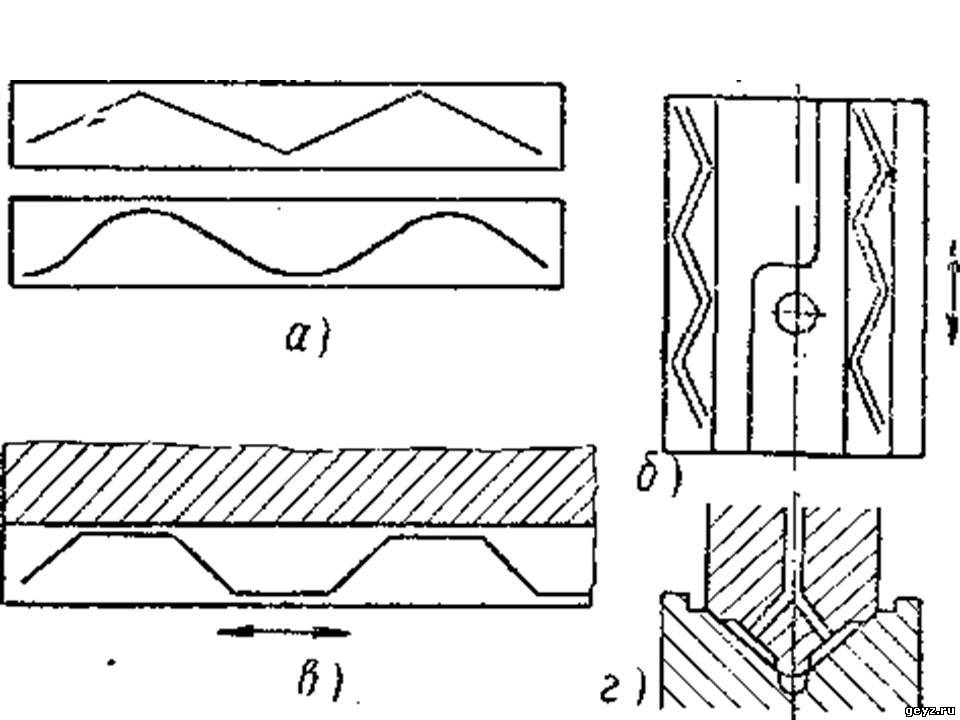
Фиг. 77. Типы канавок на направляющих плоскостях: а — канавки на направляющих для горизонтального перемещения; б — канавки на направляющих для вертикального перемещения; в и г — канавки на направляющих призматической формы.
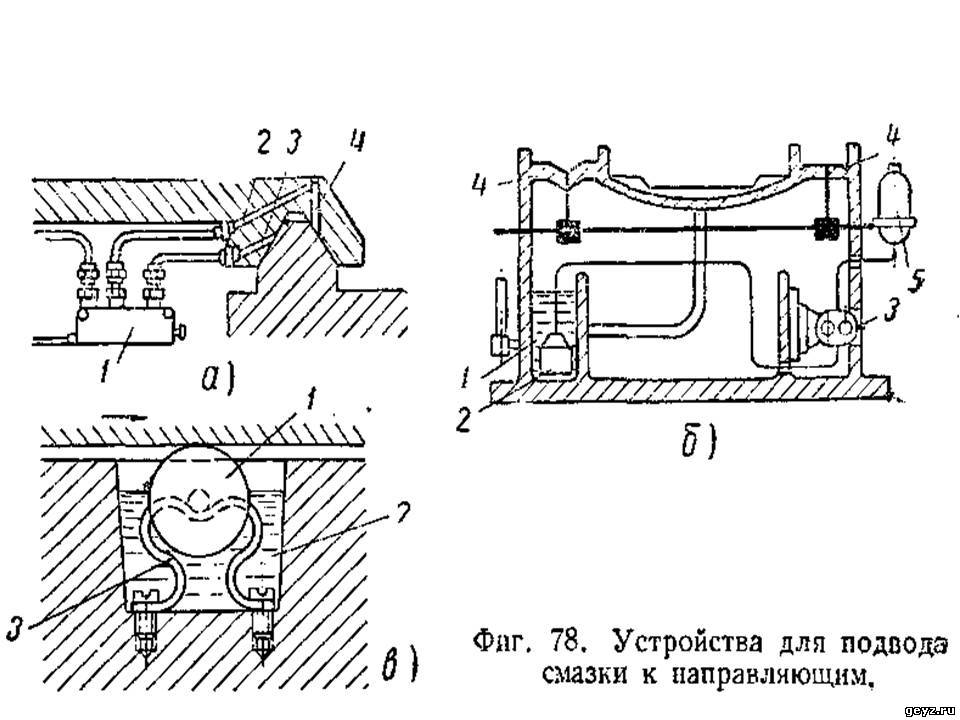
Подвод масла чаще осуществляется через неподвижную деталь- станину, например в продольно-строгальных станках, так как при этом улучшается распределение масла по всей длине направляющих и облегчается установка смазочных устройств. В токарных ролики 1 (фиг. 78, б), установленные в масляных ванночках 2, расположенных на определенных местах станины станка. Во избежание проскальзывания ролик прижимается к движущейся над ним направляющей плоской или спиральной пружиной 3, укрепленной на дне канавки. В зависимости от профиля направляющей, прямого или наклонного, ролики изготовляются цилиндрической или конической формы.
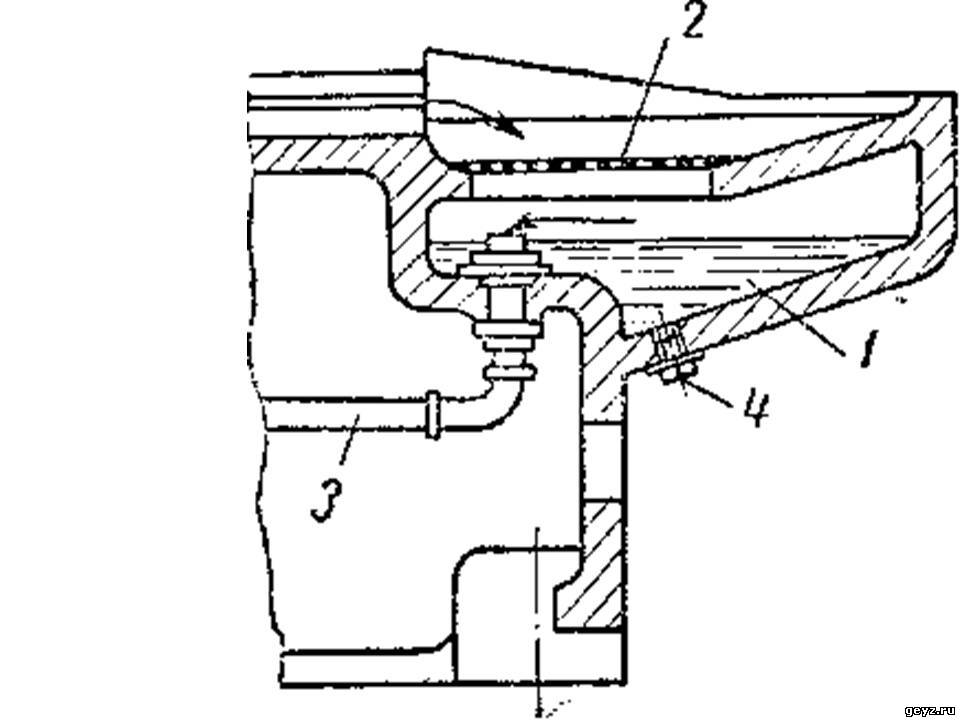
Фиг. 76. Маслосборник на конце станины станка: I — резервуар для сбора масла; 2 — сетка для улавливания стружки; 3 — сливной маслопровод; 4 — пробка.
Горизонтальные направляющие обычно смазываются тем же сортом масла, которое употребляется для смазки всего станка, вертикальные же направляющие смазываются более вязким маслом. Износ направляющих, как установлено заводской практикой» и револьверных станках масло подводится через подвижные направляющие каретки от ручного насоса, обслуживающего фартук или револьверную головку.
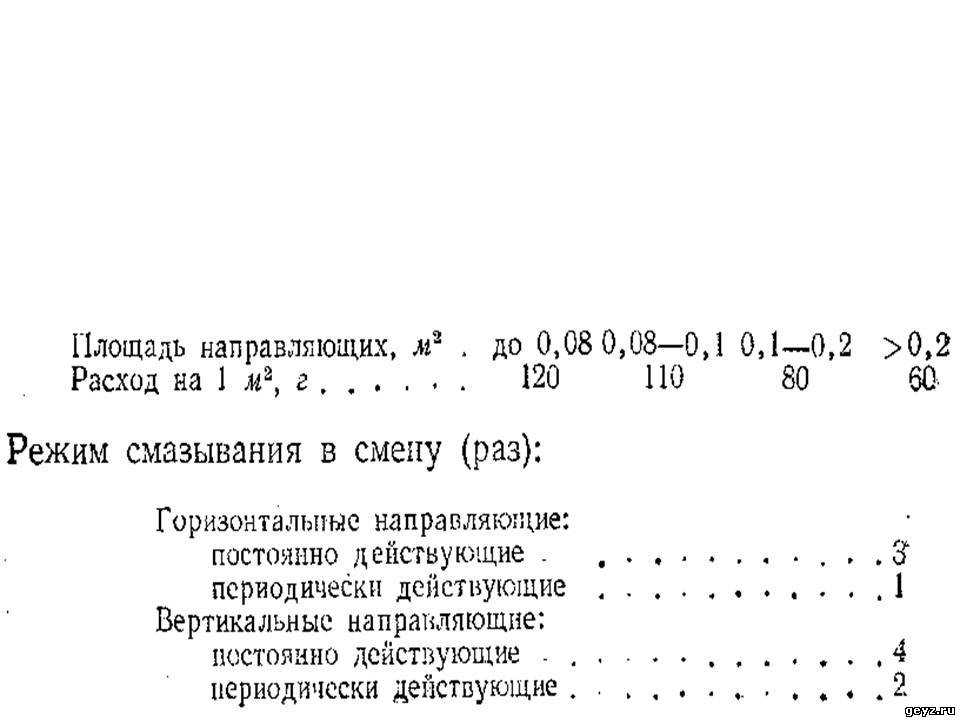
В подвижной направляющей револьверного станка (фиг. 78, а) для подвода масла под давлением через распределитель 1 предусмотрены три отверстия, 2, 3 и 4, из которых последние два подводят масло точно к середине каждой наклонной поверхности призматических направляющих. Для больших станков, требующих значительного расхода масла, направляющие смазываются через централизованную систему, состоящую из насоса, приводимого в действие электродвигателем. На фиг. 78, б изображена схема циркуляционной смазки направляющих продольно-строгального станка. Из масляного резервуара 1 через сетчатый фильтр 2, масло-проводы и отверстия в станине масло подается насосом 3 на направляющие 4 по пути оно очищается вторично в фильтре 5. Для смазки подвижной направляющей, например, у плоскошлифовальных и продольно-строгальных станков применяются вращающиеся достигает 0,1—0,25 мм и более в год при плохой смазке, а при надежной и качественной не превышает 0,004—0,008 мм. Наибольшей износостойкостью отличаются направляющие с накладками из бронзы, сплава ЦАМ—10—5, текстолита и др. Они мало подвержены износу. Единовременный расход масла на направляющие по данным, практики:
В циркуляционной системе смена масла производится раз в 4—6 месяцев при одно- и двухсменной работе и раз в три месяца при трехсменной. В условиях запыленности и при повышенной температуре эти сроки сокращаются в 1,5—2 раза. Масло в ванночках при смазке роликами сменяется два раза в месяц с систематическим доливом 2—3 раза в неделю.