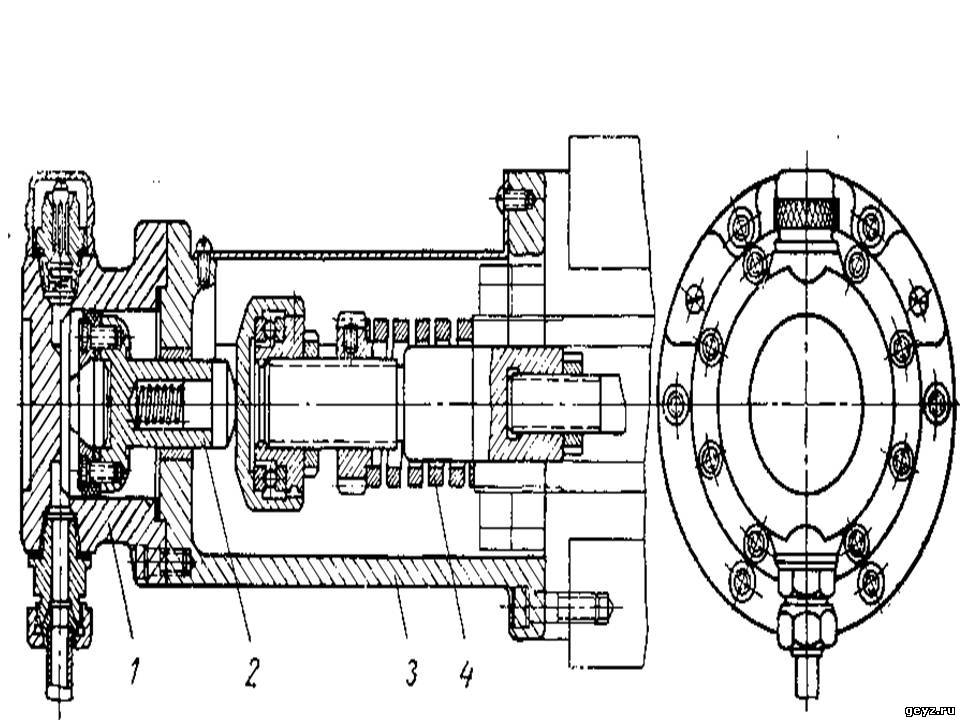
Ниже приведены несколько конструкций гидравлических зажимных устройств, позволяющих эффективно использовать физические свойства жидкости для крепления деталей при токарной обработке. Отличительной особенностью этих гидравлических устройств является отсутствие отдельной силовой насосной установки и независимость их работы от работы станка. На фиг. 87 представлена конструкция гидравлического регулируемого зажимного буфера, устанавливаемого в револьверную головку станка. Основные детали этого механизма — цилиндр 2 и поршень 1. На левом конце поршня устанавливается наконечник 5, поддерживающий оправку 4 и прижимающий к торцу оправки обрабатываемую заготовку. По мере подачи резца цилиндр 2 вместе с револьверной головкой перемещается влево. При этом жидкость через регулируемый шариковый клапан 5 вытесняется в левую полость цилиндра. Давление буфера на обрабатываемую заготовку можно изменять регулировкой пружины клапана. При отведении резца назад масло из левой полости цилиндра через клапан внутри поршня вытесняется в правую полость. Аналогичное зажимное устройство с гидравлическим механизмом-усилителем может быть применено и на токарном станке. Фиг. 87. Гидравлический регулируемый зажимной буфер.
Схема одного из таких механизмов дана на фиг. 88. Педальный механизм выключения пружинных зажимов для токарного станка расположен на специальном кронштейне 5, закрепленном у заднего конца шпинделя станка. Шток 2 гидравлического цилиндра 1 действует на пружину 4, затягивающую цанговый патрон через полость шпинделя станка. Жидкость нагнетается в цилиндр педальным насосом; руки рабочего свбодны для установки и снятия заготовки. Фиг. 88. Зажимное устройство для токарного станка с гидравлическим механизмом.
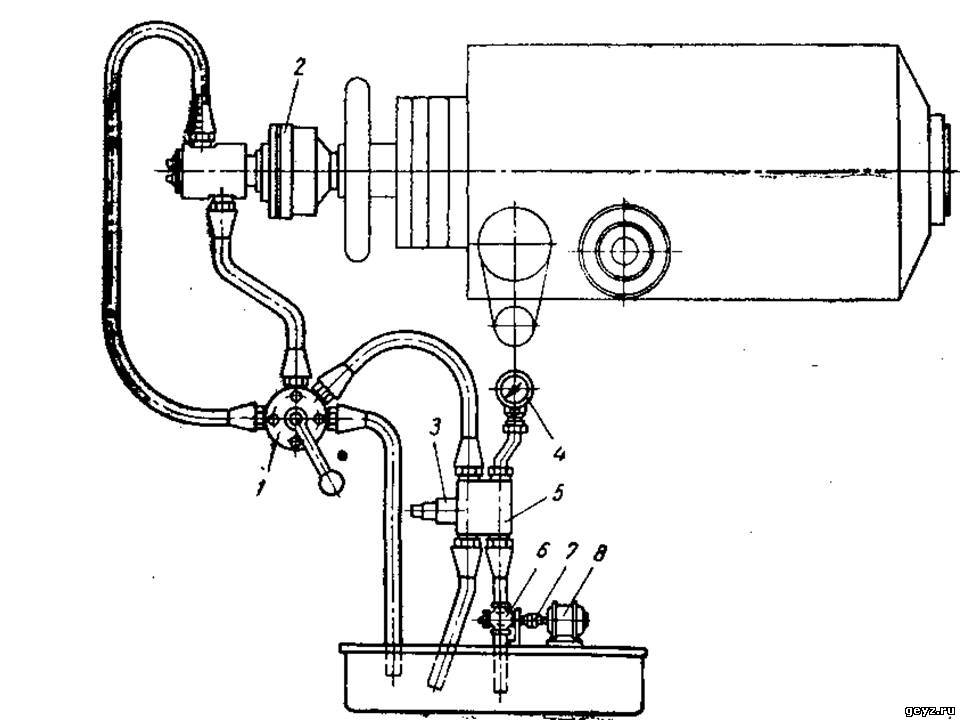
Усилие, передаваемое ногой, возрастает соответственно соотношению плеч педального рычага и диаметров поршней насоса и цилиндра! На фиг. 89 предствлена принципиальная схема гидравлического одноцилиндрового зажимного устройства, который может быть использован на токарном, револьверном или внутришлифовальном станке. В гидравлический цилиндр 2 через распределительную панель 5 С редукционным клапаном 5 и манометром 4 поступает масло от лопастного насоса 6. Последний приводится в действие электродвигателем 8 через эластичную муфту 7. Фиг. 89, Принципиальная схема гидравлического одноцилиндрового зажимного устройства.
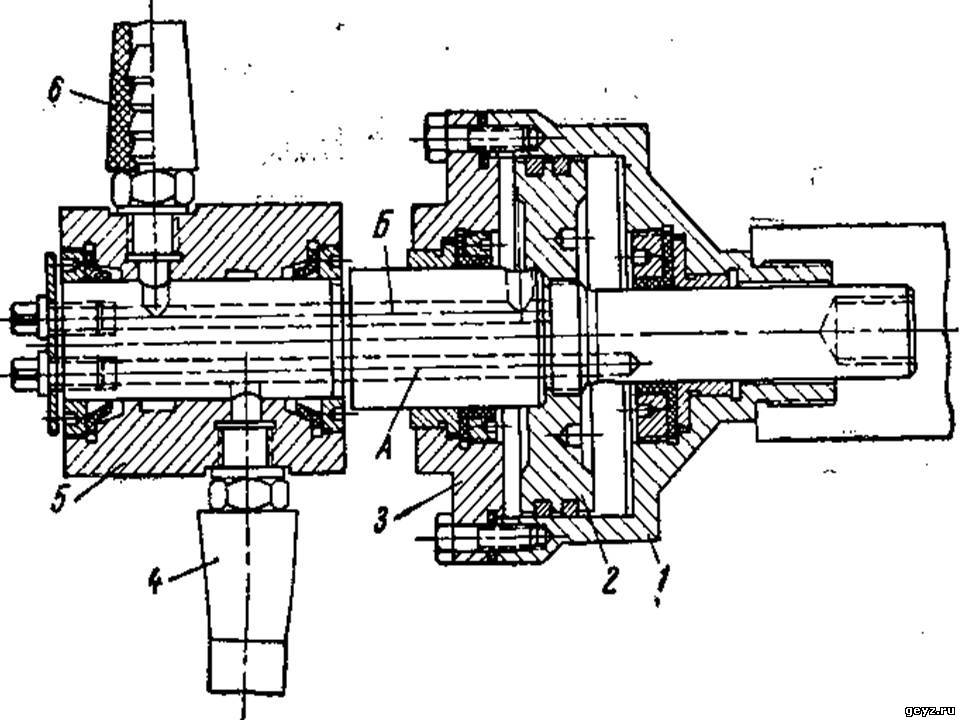
Управление закреплением и освобождением обрабатываемой заготовки осуществляется поворотом гидравлического распределительного крана 1. Для закрепления обрабатываемой заготовки рукоятка крана ставится в положение, при котором линия, подводящая масло под поршень правой полости цилиндра, соединяется с линией нагнетания насоса. Создаваемое маслом давление перемещает поршень влево, развивая на нем усилие, необходимое для закрепления обрабатываемой заготовки. Это усилие через шток, пропущенный внутри шпинделя станка, передается на зажимной патрон или цангу токарного или револьверного станка. При повороте рукоятки крана на 90° левая полость цилиндра соединяется с линией нагнетания насоса. Поршень отходит вправо, производя освобождение заготовки. Масло, которое находилось в правой полости цилиндра, при этом вытесняется поршнем и поступает через кран и сливную трубку в бак. На фиг. 90 показана конструкция гидравлического цилиндра с распределительной муфтой, представленного на схеме фиг. 89. Цилиндр состоит из корпуса 1, поршня 2 со штоком и крышки 5. В качестве уплотнений между крышкой и корпусом применяется хлорвиниловая прокладка. На поршень надеты чугунные кольца, шток с корпусом уплотняется хлорвиниловыми манжетами. Фиг. 90, Гидравлический цилиндр с распределительной муфтой.
Для закрепления обрабатываемой заготовки масло от распределительного крана через штуцер 4, распределительную муфту 5, канал А подается в полость цилиндра справа от поршня. Для освобождения заготовки масло через штуцер 6, муфту 5, канал Б подается в полость цилиндра слева от поршня. В торце штока имеется резьба для соединения с тягой зажимного механизма. На распределительной панели 5 (фиг. 89) с манометром 4 устанавливается редукционный клапан 5, который выполняет следующие функции: создает и одновременно сохраняет определенное усилие в зажимном устройстве, не допуская малейшего дрожания детали во время обработки, изменяет давление масла в требуемых пределах, предохраняет от перегрузки зажимное устройство. Для применения гидравлического зажимного устройства на токарных и револьверных станках в гидросистеме должно поддерживаться давление 25—40 кГ/см^.