Главная » 2011 » Июль » 31 » Конструкция и схема зажимного устройства со встроенным пневматическим приводом.
12:52
Конструкция и схема зажимного устройства со встроенным пневматическим приводом.
Зажимные устройства со встроенным пневматическим приводом. Большинство конструкций зажимных устройств токарных станков с пневматическим приводом обладают существенным недостатком: из-за того, что внутри шпинделя пропущена тяга, связывающая привод с патроном, возможности токарного станка резко сокращаются. Поэтому большой интерес представляет пневматические патроны со встроенными пневматическими приводами. Патрон, представленный на фиг. 70, имеет индивидуальную настройку кулачков. Кулачки с губками 6 скользят по трем радиальным Т-образным пазам в корпусе 3 патрона. Своей зубчатой Частью кулачки связаны с зубчатыми валиками 5, помещенными в отверстиях корпуса патрона. Задняя крышка патрона, скрепленная с корпусом 5, образует герметичную полость, которая служит пневмоцилиндром. На па трубке крышки двигается поршень 2, жестко связанный с тремя штырями 7. Фиг. 71. Крепление патрона на шпинделе станка.
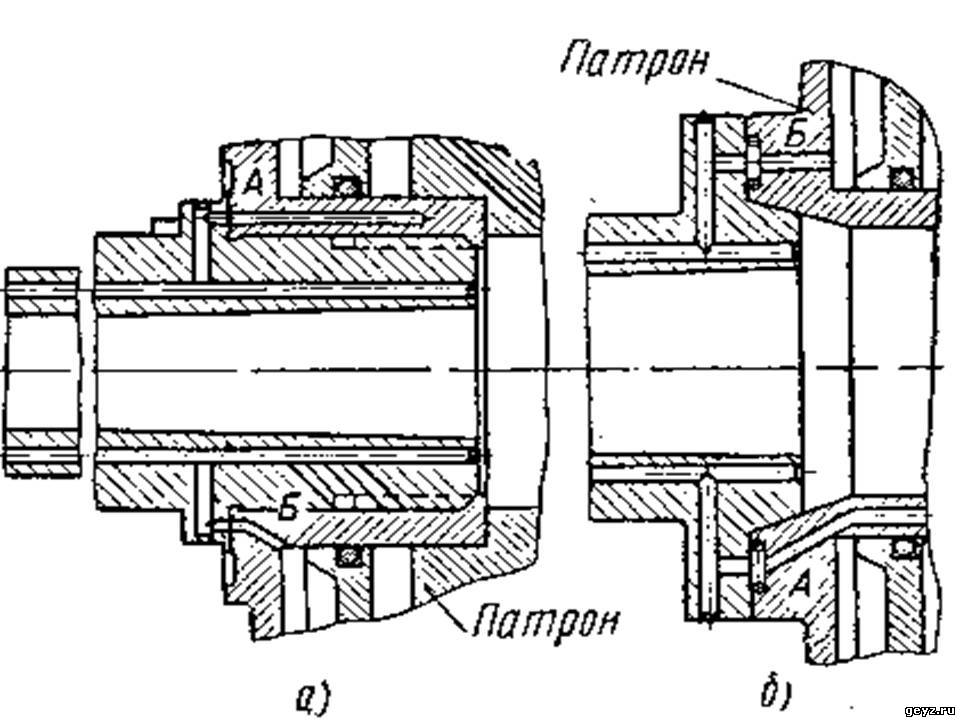
Закрепление обрабатываемой заготовки происходит следующим образом. Воздух через канавку А и отверстие 1 цилиндра подается в правую от поршня полость цилиндра. Поршень 2 перемещается влево и увлекает за собой три жестко связанные с ним штыря 7. На каждом штыре имеется паз В, в который входит выступ рычага 9. При перемещении штырей влево стенка паза нажимает на выступ рычага, в результате чего последний поворачивается и благодаря сцеплению с валиками 8 поворачивает их вокруг своей оси (по стрелке). При этом кулачки патрона, передвигаемые валиками к центру, зажимают обрабатываемую заготовку. При освобождении заготовки сжатый воздух через секторную канавку Б и наклонное отверстие подается в левую полость цилиндра, в результате чего поршень перемещается вправо. При этом про-исходит поворот рычагов в обратную сторону и отход кулачков. Для уплотнения поршня, штырей 7 и болтов 5, скрепляющих цилиндр с корпусом патрона, применяют резиновые кольца. На стержни болтов насаживают кольцеобразные текстолитовые прокладки 4 для смягчения удара поршня о стенку цилиндра. Для настройки кулачков на нужный размер заготовки необходимо нажатием на свободный конец валика 8 переместить его на величину Z; при этом зубчатая часть валика выходит из зацепления с зубчатой частью рычага. Установка кулачков на нужный размер производится по контрольным рискам, нанесенным на лицевой поверхности корпуса патрона и на боковых сторонах кулачков., Установку на нужный размер необходимо производить при сжатых кулачках, что соответствует крайнему левому положению поршня. При давлении в сети 4—5 кГ/см^ патрон развивает зажимное усилие 2400—3000 кГ. Такое довольно большое усилие создается благодаря наличию рычагов-усилителей. На фиг. 71 показано крепление трёхкулачкового патрона на шпинделе токарного станка и подвод воздуха. Патрон монтируется либо на цилиндрической шейке (фиг. 71, а), либо на коническом фланце шпинделя (фиг. 71, б). Сжатый воздух к отверстиям А и Б подводится через воздухоподводящую головку и каналы, просверленные в шпинделе станка. Воздухоподводящая головка устанавливается на переднем конце шпинделя между патроном и передней бабкой. Патроны такой конструкции надежны в работе, обеспечивают прочное закрепление обрабатываемой заготовки и обладают универсальностью, необходимой для серийного и мелкосерийного производства. Пневматический трехкулачковый патрон, предназначенный для серийных работ (фиг. 72), имеет сменные губки, рассчитанные на закрепление заготовок определенного размера. Изготовляются несколько типов патронов с наружным диаметром 235—326 мм и ходом одного кулачка от 2,2 до 2,75 мм. Зажимное усилие, развиваемое патронами при давлении сжатого воздуха в сети 4 кГ/с.^, находится в пределах 3800—7000 кГ. Фиг. 72. Пневматический патрон для серийного производства.
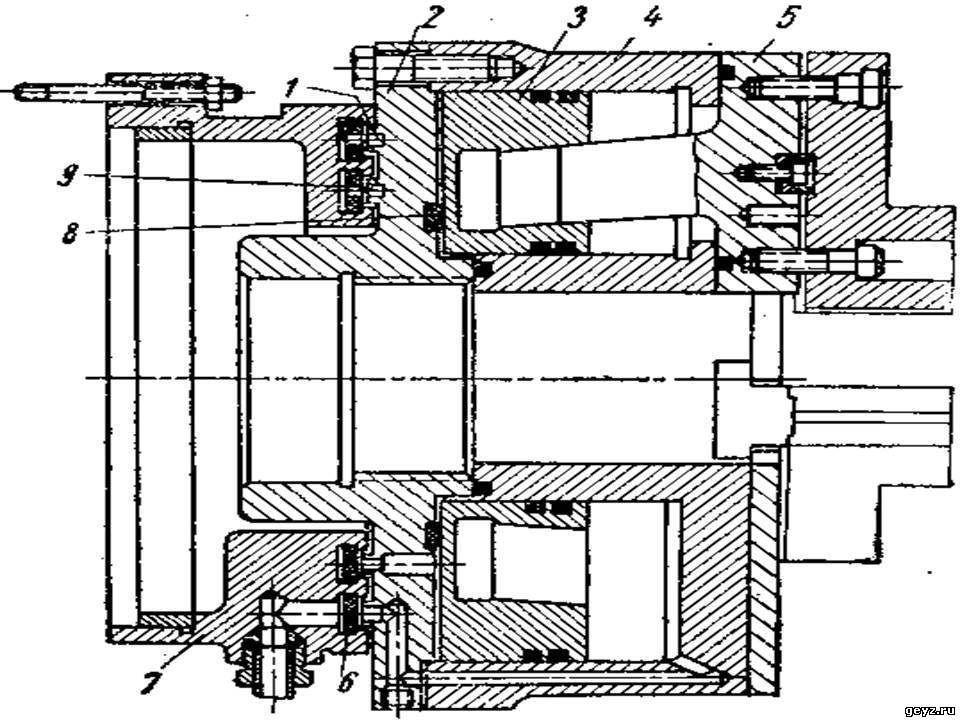
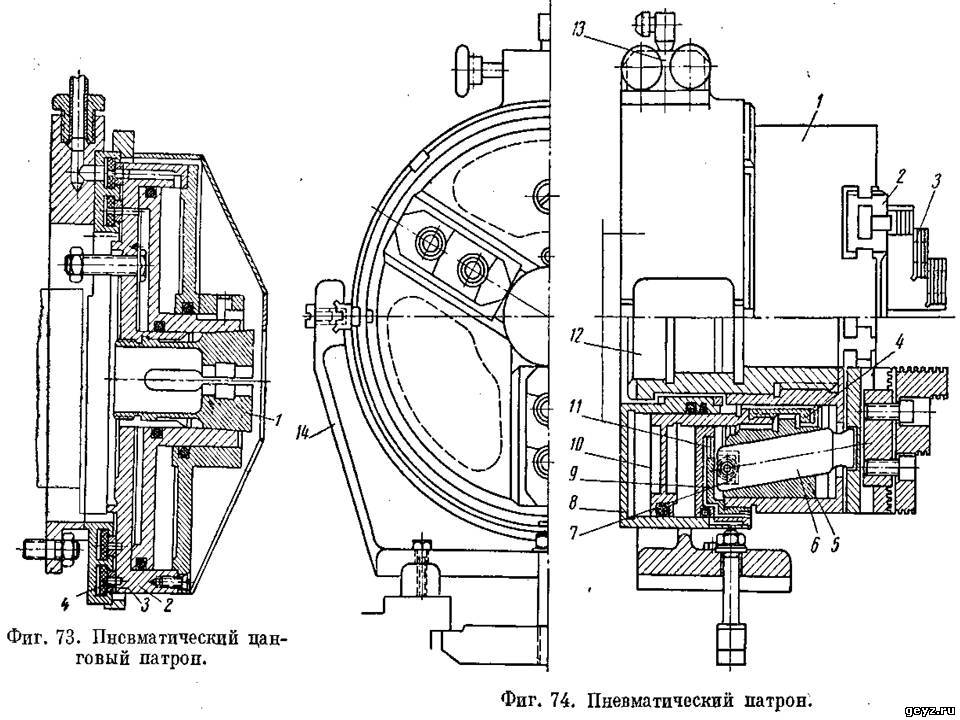
Управление патроном осуществляется кнопочным распределительным краном, установленным на токарном станке. В монтажную схему зажимного устройства обычно включают регулятор давления, предназначенный для ограничения зажимного усилия, и манометр. При нажатии кнопки распределительного крана сжатый воздух подается в левую полость цилиндра 4. При этом поршень S перемещается вправо и действует коническим кольцевым пазом на конические поверхности выступов кулачков 5, заставляя их перемещаться к центру патрона и закреплять обрабатываемую заготовку. Для освобождения заготовки открывают доступ сжатому воздуху в правую полость цилиндра. Под давлением сжатого воздуха поршень 5 перемещается влево и раздвигает кулачки 5. Угол наклона образующей каждой конической поверхности составляет 4° 30', вследствие чего обеспечивается самоторможение кулачков, препятствующее их произвольному отходу. Такое устройство надежно закрепляет обрабатываемую заготовку и имеет малый расход сжатого воздуха, так как последний подается в рабочие полости цилиндра только в моменты закрепления или освобождения заготовки, в остальное время обе полости цилиндра сообщаются с атмосферой и обработка ведется при отсутствии давления воздуха в цилиндре патрона. Сжатый воздух поступает в цилиндр по канавкам 1 и 9 в планшайбе. Канавка 9 соединена с левой полостью, канавка 1 с правой полостью цилиндра. Воздух в канавки поступает через Т-образные кольцевые выточки фланца 7, в которых расположены резиновые кольца 6 с отверстиями. При пуске сжатого воздуха выгибается соответствующее резиновое кольцо, плотно прижимаясь к планшайбе 2, и пропускает воздух в полость цилиндра, в то же время препятствуя утечке его в атмосферу. Для смягчения ударов поршня о планшайбу имеется резиновый буфер 5. Закрепление и освобождение заготовки может производиться как 4 на остановленном, так и на вращающемся патроне. Однако частая установка и снятие обрабатываемого изделия на вращаюшемся патроне не рекомендуется, так как это приводит к быстрому износу резиновых колец. На базе рассмотренной конструкции создан универсальный пневматический трехкулачковый патрон с регулируемыми на разные размеры кулачками. Его конструкция предусматривает возможность обработки деталей из прутка или из длинных заготовок. Патрон легко монтируется на станке, имеет сравнительно малый вес вращаюшихся частей (приближающийся к весу универсального патрона такого же типа), невысокую стоимость, сравнительно небольшой расход сжатого воздуха. На фиг. 73 представлен пневматический цанговый патрон. В конструкции цангового патрона отсутствуют промежуточные самотормозящиеся детали, передающие усилия от поршня на цангу, так как цанга 1 имеет угол 4° 30', который является самотормозящим. Непосредственная передача зажимного усилия от поршня на штангу значительно упрощает и удешевляет конструкцию патрона. Специальное воздухоподводящее устройство дает возможность производить закрепление и освобождение заготовок на ходу, не останавливая шпинделя станка. Для обеспечения требуемой быстроты срабатывания патрона воздухоподводящие каналы должны иметь площадь проходного сечения не менее 0,5 cм*. Для предотвращения нагрева и износа резиновых колец 4 между ними и плоскостью вращающегося корпуса патрона 2 вставляются кольца 3 из антифрикционного материла. Основными деталями патрона с пневматическим приводом (фиг. 74) являются: корпус 1 с тремя радиальными пазами, кулачки 2 с губками 3 и кольцо 5, имеющее три наклонных отверстия. Через отверстия кольца проходят стержни 6, На задних торцах стержней в специальных прорезях вставлены ролики 7. Ролики прижимаются к днищу 9, закрывающему кольцевую выточку корпуса. Передние концы стержней 6 входят в пазы кулачков 2. Патрон навинчивается на передний конец шпинделя через специальную резьбовую втулку 12. На стойке 14 подвешивается неподвижный относительно патрона пневматический цилиндр 8. С передней стороны цилиндр плотно закрыт крышкой 11, В цилиндре расположен рабочий поршень 10, жестко связанный с втулкой 4. Бурт этой втулки помещен в выточке кольца 5. Управление приводом патрона осуществляется распределительным краном 13. Для закрепления обрабатываемой заготовки открывают доступ сжатому воздуху в правую полость цилиндра 8, Сжатый воздух перемещает поршень влево, а вместе с ним втулку 4 и кольцо 5. Перемещение кольца 5 влево вызывает сдвиг стержней 6 и кулачков 2 с губками 3 к зажимаемой заготовке. После закрепления заготовки правая полость цилиндра сообщается с атмосферой. Во время обработки деталь удерживается кулачками за счет самотормозящего угла наклона между стержнями 6 и кольцом 5. Освобождение заготовки (или закрепление обрабатываемой по внутреннему диаметру) производится пуском сжатого воздуха в левую полость цилиндра. Патрон предназначен в основном для получистовой и чистовой обработки небольших деталей. Разработанный для станков мод. 1А62 патрон при давлении сжатого воздуха 4 кГ/см^ развивает усилив зажима 2000 кГ при ходе кулачков по диаметру 10 мм. Основное преимущество патрона рассмотренной конструкции — безопасность в работе. Закрепленная заготовка удерживается не постоянным воздействием сжатого воздуха, а клиновым зажимом.