Подавляющее большинство конструкций арматуры изготовляются с литыми корпусами и крышками. Кроме того, имеется большая группа деталей арматуры, которые изготовляются также в виде отливок. К ним относятся стойки, диски, тарелки, клинья, корпуса электроприводов и др. В связи с этим конструктору арматуры приходится конструировать много литых деталей (до 90 % от общего числа) и правильный учет технологических факторов имеет решающее значение для получения качественной отливки. Форма отливки должна обеспечивать возможность получения (при достаточно низкой стоимости) отливки с точными размерами, заданными механическими свойствами, высокой плотностью материала, без трещин, раковин, рыхлостей и других дефектов. Конструктор должен себе ясно представлять, как сконструированная отливка будет заформована, где будет проходить разъем формы, как должны быть расположены стержни в форме, как будет производиться заполнение формы жидким металлом и как должен протекать процесс остывания отливки. В результате анализа и оценки всех этих факторов конструктор должен принять меры к тому, чтобы были устранены все причины для возникновения брака литья и ослабления прочности металла. Необходимо проверить возможность создания знаков для установки стержней и беспрепятственного извлечения модели после формовки. Должны быть предусмотрены плавные переходы от утолщений отливки к более тонким частям. В некоторых случаях при сложной технологии изготовления одной отливки целесообразно изменение конструкции детали с заменой одной отливки двумя, более простыми с последующим соединением их болтами. В некоторых случаях, наоборот, целесообразно две отливки заменить одной, если технология ее изготовления не представляет сложности. При выборе толщины стенки отливки и радиусов переходов необходимо учитывать литейные свойства металлов и сплавов (чугуна, стали, титана, алюминиевых, медных и цинковых сплавов). предварительный выбор толщины стенки отливки для арматуры имеющей О, > 200 мм, может производиться исходя из 'приведенного габарита детали N, м, определяемого по следующей формуле:
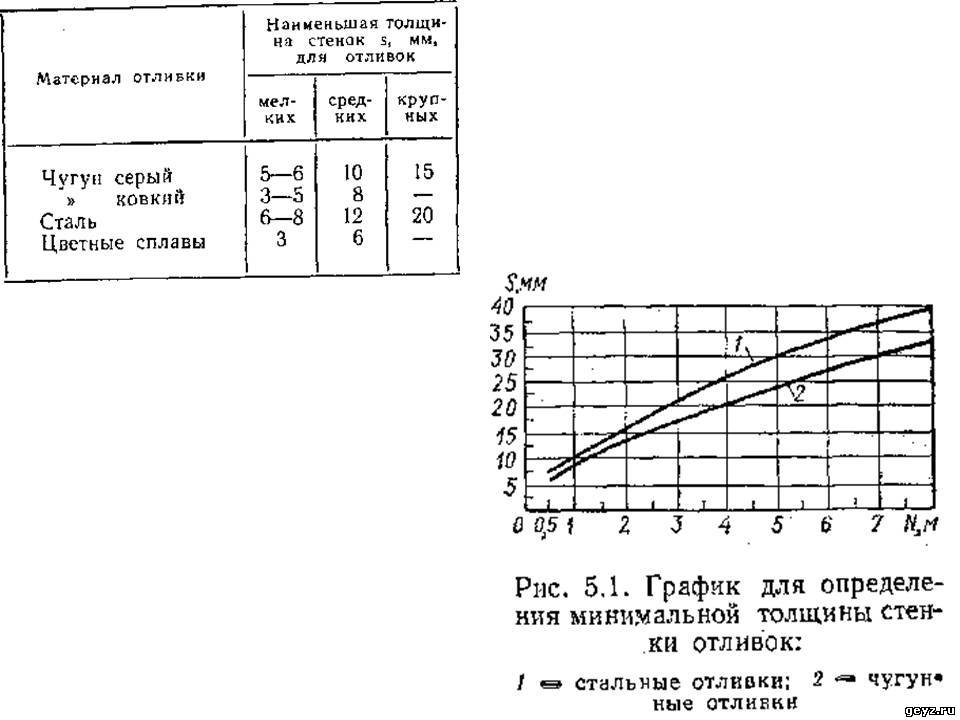
По значению N (при N > 0,5 м) с помощью графика (рис. 5.1) может быть определена минимальная толщина стенки для
5.1. Наименьшая толщина
чугунных И стальных отливок. Наименьшая толщина стенки отливок при литье в песчаные формы может быть принята по табл. 5.1. Чугуны с массовым содержанием углерода до 3 % и кремния менее 1,5 % имеют пониженную жидкотекучесть, поэтому толщину стенок для таких отливок увеличивают на 20—25 %. По этой же причине толщина стенок для отливок из модифицированного чугуна принимается на 15—20% больше, чем для деталей из серого чугуна. Жидкотекучесть чугуна с шаровидным графитом и обычного серого чугуна одинакова, поэтому минимальные толщины стенок отливок принимаются для них одинаковыми. Многие легированные стали, например коррозионно-стойкая, имеют пониженную жидкотекучесть по сравнению с углеродистой; для таких сталей при одинаковых деталях толщину стенок увеличивают на 20—30 %, Внутренние стенки желательно изготовлять на 10—30 % тоньше наружных для обеспечения равной скорости охлаждения. Это способствует получению отливок без трещин. Ковкий чугун обладает повышенными по сравнению с серым чугуном объемной и линейной усадками и требует наиболее тщательного соблюдения равномерности толщины стенок.
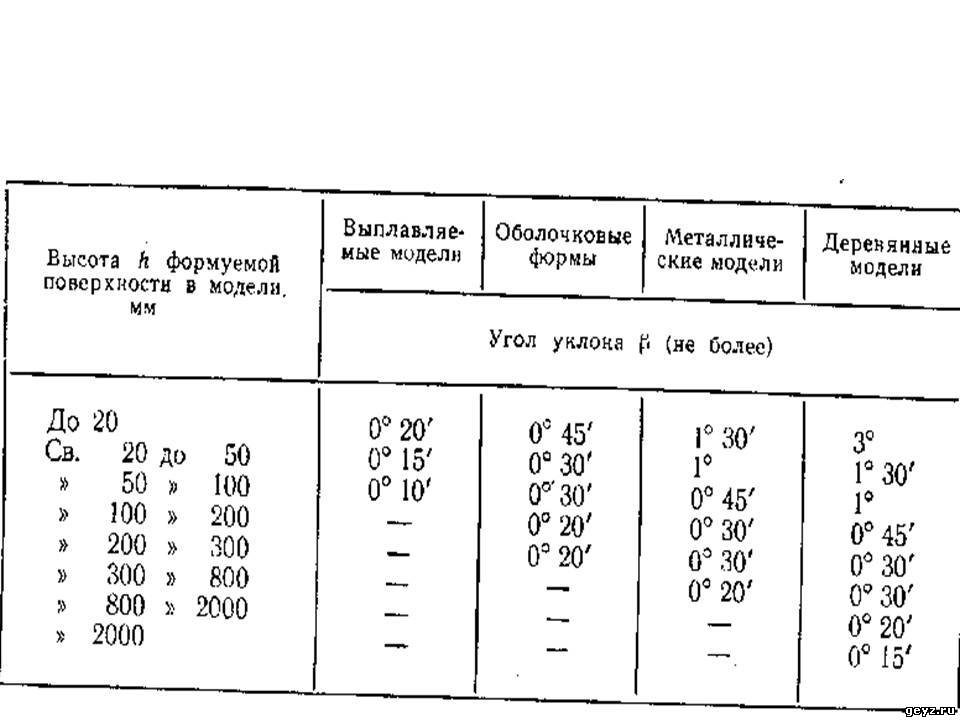
Б.2. Углы уклона наружных поверхностей моделей и внутренних поверхностей стержневых ящиков
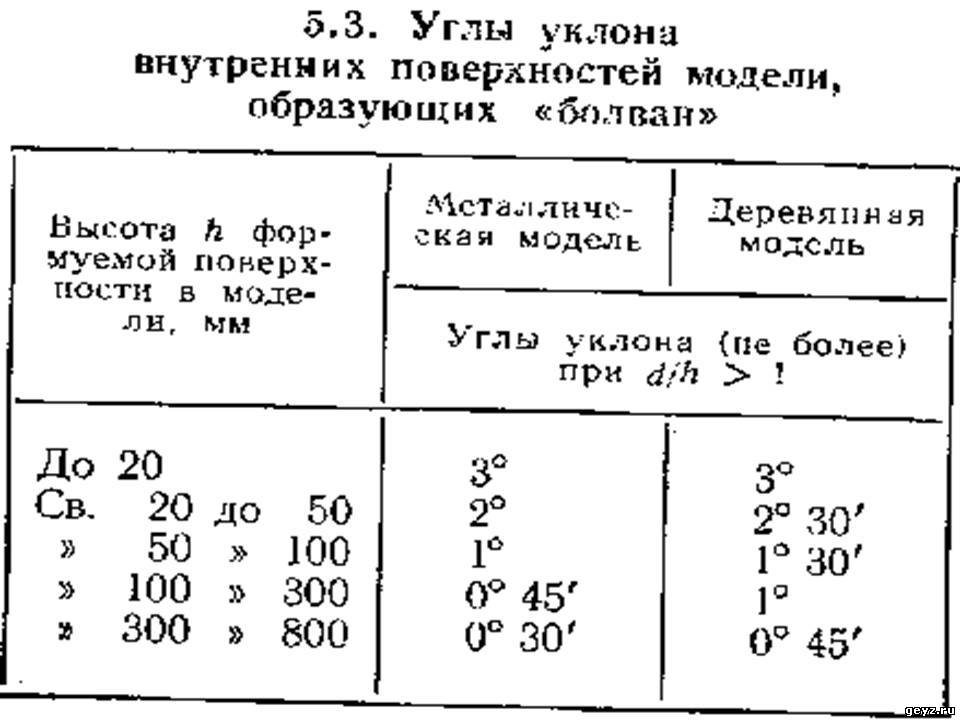
Наиболее качественная структура отливок создается при обеспечении условий направленного затвердевания, происходящего постепенно по направлению к элементам питания. Для создания нормальных условий формовки на наружных поверхностях моделей и внутренних поверхностях стержневых ящиков должны быть созданы уклоны согласно табл. 5.2. В ряде случаев внутренняя поверхность отливки образуется без стержней, путем образования в форме земляного «болвана». В этом случае угол уклона поверхности модели, образующей болван, должен быть больше, чем на наружной поверхности. Углы уклона этих поверхностей приведены в табл. 5.3 и применимы для случая, когда диаметр или наименьшая ширина болвана d больше высоты h. Если болван снимается вместе с верхней опокой, это означает, что формовочный уклон должен быть увеличен вдвое по сравнению с данными табл. 5.3. Расположение горизонтальных стенок в литейной форме нежелательно во избежание скопления газа и образования газовых раковин; горизонтальные стенки лучше заменить наклонными. Все переходы от толстой к тонкой стенке, расположенные в одном направлении, должны выполняться с постепенным переходом длиной, в 4—5 раз большей разности толщины стенок.
По возможности следует избегать скоплений металла, вызываемых пересечением стенок, припуском на механическую обработку и утолщениями по требованиям прочности или по другим причинам. Увеличения прочности более целесообразно добиваться применением усиливающих ребер. Ребра жесткости в деталях из серого чугуна должны располагаться на той стороне, на которой возникают напряжения сжатия. В частности, в овальных корпусах и крышках задвижек из серого чугуна следует располагать ребра жесткости на широкий поверхности внутри, на узкой — снаружи. Ребра жесткости предусматриваются на поверхностях стенок, подвергающихся изгибу, — плоских и овальных с большим радиусом кривизны. Шаровые и цилиндрические стенки ребрами жесткости не оснащаются, поскольку в них действуют напряжения растяжения.