Главная » 2015 » Октябрь » 30 » Охлаждение машин и оборудования Распылением жидкости.
23:06
Охлаждение машин и оборудования Распылением жидкости.
ОХЛАЖДЕНИЕ РАСПЫЛЕННЫМИ ЖИДКОСТЯМИ
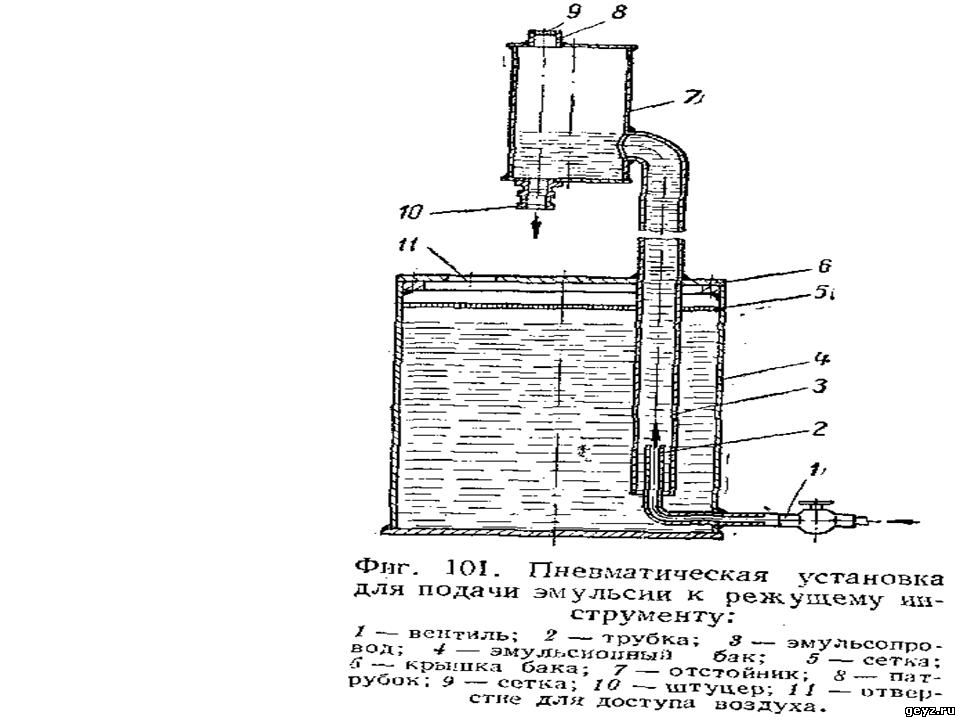
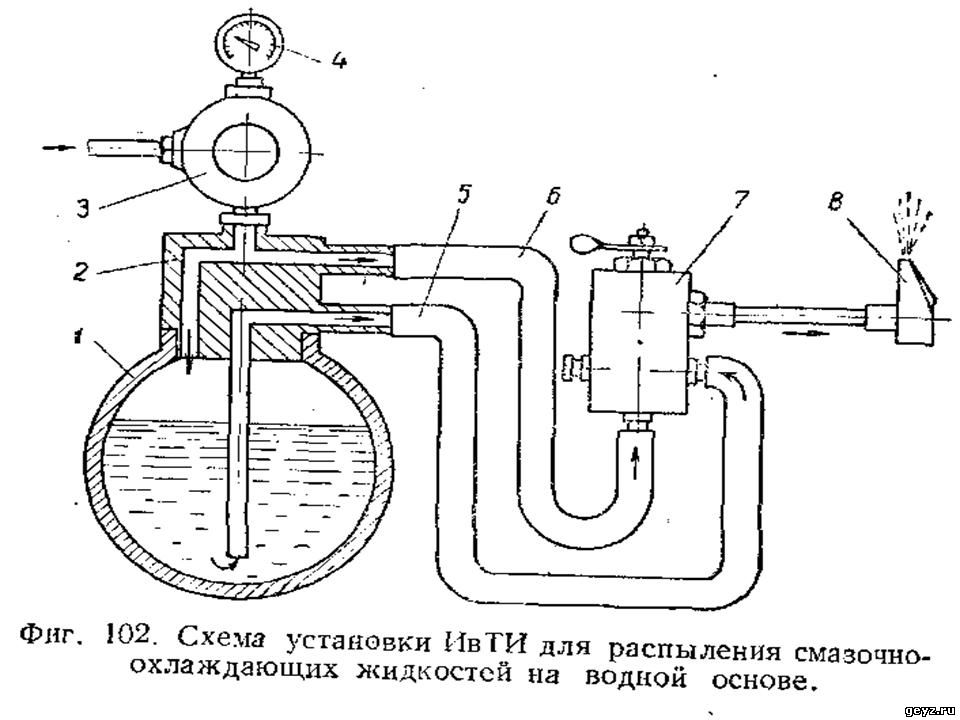
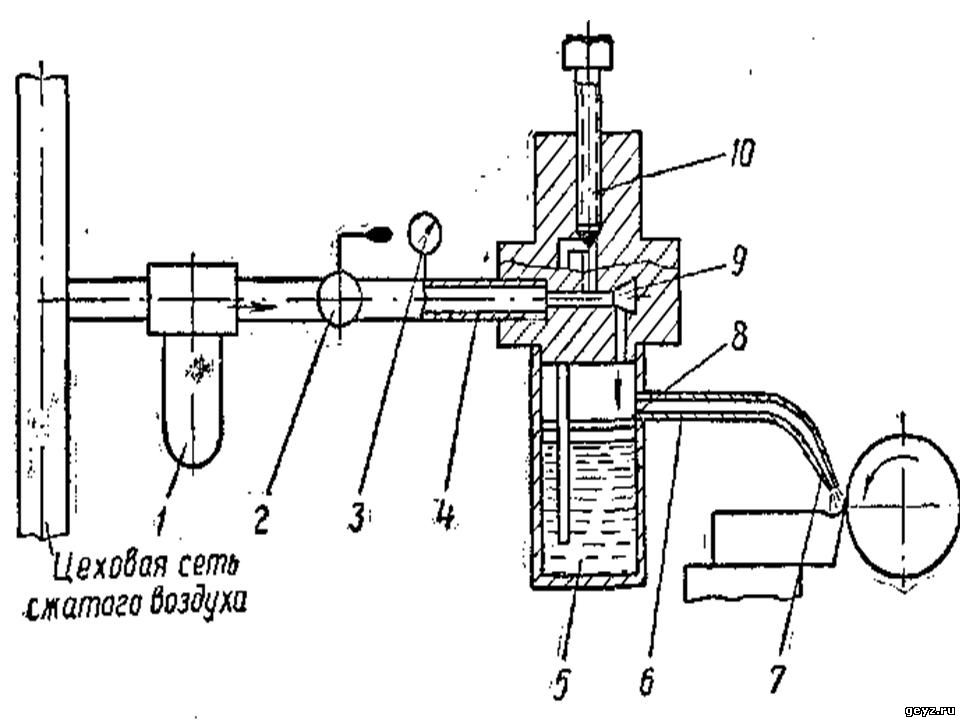
Охлаждение режущего инструмента и изделий смазочно-охлаждающими жидкостями в распыленном состоянии имеет ряд преимуществ, так как при этом наиболее полно используются их свойства. Скорость струи распыленной жидкости при выходе из сопла примерно в 300 раз больше скорости свободно падающей струи. При выходе из сопла воздухо-жидкостная смесь резко расширяется и охлаждается при этом до температуры 4—12°, а иногда и ниже нуля с появлением в струе даже кристалликов льда. При соприкосновении с сильно нагретой стружкой, деталью и инструментом жидкость превращается в пар. Все это обеспечивает усиленный отвод тепла и охлаждение инструмента и детали. Улучшается удаление стружки и продуктов износа. В результате стойкость режущего инструмента, при таком охлаждении резко повышается. Для обеспечения охлаждающего действия при токарной обработке резцами из быстрорежущей стали при получерновых режимах резания достаточно подавать 50—200 г распыленной эмульсии в час. При обработке резцами из твердого сплава при скоростном резании 400—600 г и при фрезеровании 600—-700 г в час. При этом одновременно обеспечивается и некоторый смазочный эффект. Для обеспечения смазывающего действия достаточно подавать 0,5—2,0 г распыленного масла в час. Малый расход смазочно- охлаждающей жидкости, равный примерно 5% от расхода при обычном охлаждении, позволяет экономить масло, содержать в чистоте станок и рабочее место, обеспечивать хороший визуальный конт¬роль за обработкой изделия. Стойкость резцов из быстрорежущей стали увеличивается в зависимости от материала и условий в 2—4 и более раза. При резании режущими инструментами из твердого сплава эмульсионное охлаждение поливом эффективно только при высоких скоростях резания. При пониженных скоростях весьма эффективна подача в зону резания распыленного масла в очень малых количествах. Стойкость резцов при этом увеличивается в 1,5—2 раза. При охлаждении распыленными жидкостями повышается и чистота обработанной поверхности. К настоящему времени разработано несколько конструкций установок [44] для охлаждения и смазки распыленной жидкостью. Некоторые из них являются универсальными (например, установка НИЛСИ) и служат для распыления эмульсии и масла, другие— для распыливания одной из этих жидкостей. На фиг. 102 показана схема установки, предназначенная для охлаждения и смазки инструмента и изделия в зоне резания распыленными жидкостями на водной основе. Сжатый воздух поступает через редукционный кран 3 в распределитель 2, установленный на эмульсионном бачке 1. Давление воздуха контролируется манометром 4. От распределителя воздух и эмульсия под одинаковым давлением по шлангам 5 и б поступают в инжектор 7, в котором происходит распыление жидкости. Воздухо-жидкостная смесь через державку поступает в сопло 8 и далее к зоне резания. Качество распыления зависит от конструкции и формы инжекторов и сопел. Сопло крепится на державке, которая может устанавливаться в отверстии верхних резцовых салазок станка. За счет поворота и перемещения державки с цанговым зажимом можно подводить сопло на желаемое расстояние (обычно от,30 до 60 мм) к зоне резания. Возможное разбрасывание мелкой стружки устраняют путем установки защитных экранов. Форма сопел и количество отверстий в нем зависят от формы обрабатываемых изделий. Для широких зон резания рекомендуются Т-образные сопла с количеством отверстий от 2 до 8 и диаметром выходного отверстия 1,8—2,5 мм. Сопла (смесители с элементами из пористых материалов) обеспечивают наилучшее распыливание и предотвращают конденсацию жидкости. Для обеспечения перепада давления воздуха и жидкости рекомендуется помещать бачок с жидкостью не на пол, а повыше, например на корпус или суппорт станка, или же у входного отверстия для сжатого воздуха ставить шайбу с отверстием диаметром 2,5—3 мм. Охлажденное-смазывающая жидкость подбирается в зависимости от обрабатываемого материала, а при шлифовальных работах также и в зависимости от твердости шлифовального круга, чтобы не происходило засаливание последнего. Особенно хороший эффект дает применение распыленных жидкостей при заточке различных инструментов. Наибольший эффект охлаждение распыленными жидкостями дает при подаче струи со стороны задней грани инструмента. Там, где это трудно осуществить, например при точении, струю подводят в зону контакта резца со стружкой. Охлаждение распыленными жидкостями успешно применяется также при фрезеровании концевыми фрезами по разметке, обработке деталей на карусельных станках, при плоском шлифовании и других работах. При шлифовальных работах этот метод охлаждения устраняет коробление деталей, появление трещин и прижогов. Для распыливания масла служит специальная установка, изображенная на фиг. 103. Сжатый воздух из заводской сети с давлением 4_5 кг/см2 проходит через фильтр 1 и редукционный кран 2, регулирующий давление воздуха, величина которого проверяется по манометру 3. По шлангу 4 сжатый воздух далее поступает в масленку _ смеситель 5, где при прохождении через трубку Вентури 9 скорость его значительно увеличивается. Под давлением воз¬духа масло поднимается по трубке и, проходя через обратный клапан, попадает в капельник. Фиг. 103. Схема установки для охлаждения распыленным маслом.
Количество масла изменяется регулировочной иглой 10. Следующая порция воздуха в момент прохождения через трубку Вентури захватывает и распыливает масло, поступающее из капельника, и в виде воздухо-масляной смеси попадает в воздушное пространство масляного резервуара. В дальнейшем давление на масло обеспечивается с помощью этой смеси, которая, двигаясь с большой скоростью, увлекает с собой мельчайшие частицы масла, а более крупные частицы падают снова в резервуар. Из резервуара масленки через штуцер по шлангу 6 мелкие частицы масла вместе с сжатым воздухом поступают в сопло 7 и в виде сильно распыленной струи жидкости подаются в зону резания для охлаждения и смазки инструмента и изделия. Дроблению жидкости на мелкие части способствует клапан перед игольчатым дросселем 10, а также установленный выше уровня масла отражатель 8. Отражатель также препятствует захвату жидкости с поверхности масла и не позволяет выносить его с воздухом непосредственно из резервуара. Через имеющееся в отражателе отверстие крупные частицы масла снова попадают в резервуар. Заправка масла производится через отдельное заправочное отверстие с пробкой. Давление воздуха при распыливании масла обычно находится в пределах 2—5 кг/см2, расход масла 0,5—2,0 г в час. Форма и количество сопел зависит от конфигурации деталей. Надежность работы во многом зависит от конструкции воздушных редукторов, влагоуловителей и сопел. Для уменьшения шума на сопла надевают сетки.