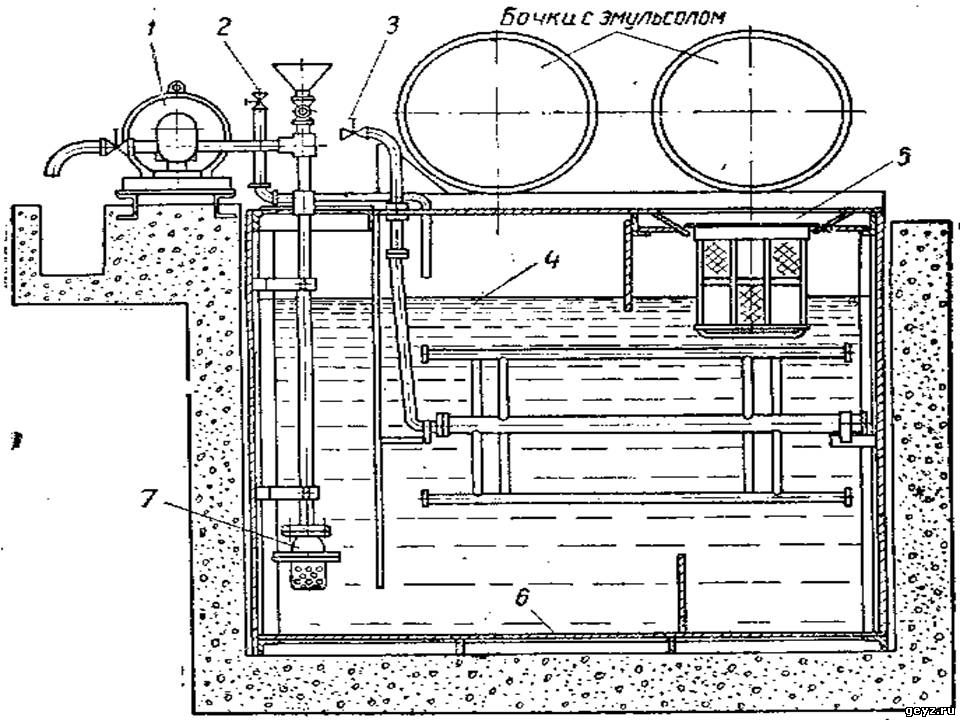
Фиг. 99. Схема установки для приготовления эмульсии.
Фиг. 98. Коррозия внутренней поверхности трубы высокого давления при работе на промышленной воде.
В гидравлических прессах рабочей жидкостью в гидросистеме служит обычно сырая нехлорированная промышленная вода. Минеральное масло применяется значительно реже вследствие его пожароопасности и дефицитности, так как работа прессов связана с обработкой раскаленного металла и требуется большой расход масла на заполнение гидросистем и возмещение больших утечек рабочей жидкости из нее. Опыт эксплуатации прессовых установок показывает, что промышленная вода, омывая различные детали и узлы гидросистемы прессов, вызывает коррозию этих деталей, снижая их стойкость и долговечность. Коррозии подвергаются все детали гидросистемы, омываемые водой. На фиг. 98 показана со стороны фланца сильно корродированная изнутри труба высокого давления с наружным диаметром 230 мм и толщиной стенки 40 мм с реставрированным посадочным местом. Для эффективной борьбы с коррозией, увеличения сроков службы дорогостоящих деталей гидросистем, сокращения простоев и улучшения работы прессового оборудования вся гидравлическая система прессов, в том числе коммуникации и оборудование насосно-аккумуляторной станции, переводятся с промышленной воды на эмульсию. С этой целью в гидросистему в качестве рабочей жидкости заливается эмульсия типа «масло в воде», которая приготовляется на промышленной воде путем добавки к ней эмульсола марки Э-1 (А) или Э-2 (Б) и необходимого количества кальцинированной соды для нейтрализации и лучшей растворимости эмульсола. Рабочая концентрация эмульсии устанавливается в пределах от 1 до 2% (по объему). Практика эксплуатации показывает, что более высокая концентрация эмульсии не требуется, так как 1%-ная эмульсия уже обеспечивает хорошее предохранение деталей гидросистем от коррозии. Для приготовления эмульсии берется эмульсол с заключением химлаборатории о его стандартности и кислотности. Необходимое количество кальцинированной соды или тринатрийфосфата должно добавляться с целью лучшей растворимости эмульсола, его нейтрализации и получения более стойкой эмульсии. Количество соды берется согласно кислотному числу эмульсола из расчета его полной нейтрализации и получения нейтральной эмульсии. Рекомендуется также добавлять в эмульсию нитрит натрия в количестве до 0,15— 0,20%, что улучшает антикоррозийные свойства эмульсии и способствует пассивированию омываемых ею металлических поверхностей. Приготовление эмульсии производится на специальной эмульсионной установке, схема которой показана на фиг. 99. Вначале в отдельном смесительном баке приготовляется концентрированная эмульсия (15—50 эмульсола). Для этого смесительный бак 6 через Трубопровод 2 заполняется теплой водой с температурой 45—60°. Затем в этот бак через воронку 5 с фильтром заливается раствор (Соды, которая перед этим предварительно растворяется в горячей воде в отдельных ведрах или бидонах. После заливки воды и раствора соды в смесительный бак через ту же воронку и фильтр тонкой струей при энергичном перемешивании заливается эмульсол. Перемешивание производится сжатым воздухом, поступающим через воздухопровод 3 в специальное смесительное устройство в виде трубчатого коллектора с большим количеством отверстий, погруженного в бак с эмульсией. Количество эмульсола в случае первоначального перевода прессов на эмульсию берется из расчета получения рабочей концентрации эмульсии в полном объеме всей гидросистемы. Например, для получения 10 м3 эмульсии с концентрацией 1% необходимо взять 9900 л воды и 100 л эмульсола. В дальнейшем количество приготовляемой концентрированной эмульсии, а следовательно, и расход эмульсола для ее приготовления производится по мере необходимости для поддержания в основной гидросистеме рабочей концентрации эмульсии. Для приготовления свежей рабочей эмульсии и заполнения ею вновь всего объема гидросистемы концентрированная эмульсия 4 из бака 6 насосом 1 перекачивается в основной напорный бак (на фигуре не показан) гидросистемы. В напорном эмульсионном баке, находящемся обычно в помещении насосно-аккумуляторнои станции, концентрированная эмульсия смешивается с обычном промышленной водой, т. е. эмульсия разбавляется до требуемой рабочей концентрации 1—2%. Всасывающий трубопровод насоса для обеспечения его бесперебойной работы снабжается всасывающим фильтром 7 с обратным клапаном. Тип насоса и его характеристика определяются количеством подлежащей перекачке эмульсии, расстоянием до напорного бака и высотой, на которой он расположен. С этой целью могут использоваться как центробежные, так и шестеренчатые насосы. Для учета количества перекачиваемой концентрированной эмульсии бак должен иметь указатель уровня. Эмульсионные баки должны один раз в квартал освобождаться от старой эмульсии и подвергаться тщательной промывке и чистке. Одновременно производится проверка и, если нужно, промывка и чистка эмульсопроводов. Напорный бак с рабочей эмульсией оборудуется поплавковым указателем уровня. Из санитарно-гигиенических соображений и с целью удаления из системы отстоявшегося и всплывшего на поверхность нерастворенного эмульсола, накопление которого резко снижает стабильность эмульсии и ее эксплуатационные свойства, старая эмульсия из всей гидросистемы один раз в шесть месяцев должна сливаться и заменяться свежеприготовленной. Учет расхода рабочей эмульсии из системы ведется по показаниям водяного счетчика, устанавливаемого на водопроводной линии, питающей гидросистему водой. Рабочая эмульсия должна Цбыть стабильной, не расслаивающейся, белого или желтоватого цвета. Наличие на поверхности эмульсии небольшой маслянистой йленки нерастворенного эмульсола браковочным признаком не является. В случае, если в основной гидросистеме концентрация рабочей эмульсии падает ниже требуемой по инструкции, т. е. ниже 1%, то ее доводят до нормы путем добавки соответствующего количества концентрированной эмульсии из смесительного бака. Контроль качества эмульсии должен осуществляться систематически лабораторией предприятия. При этом эмульсия проверяется на антикоррозийность, нейтральность, стабильность (отсутствие расслоения), отсутствие механических примесей и концентрацию, т. е. содержание в эмульсии основных составляющих компонентов — эмульсола и соды. В результате перевода гидросистемы прессов с промышленной воды на эмульсию достигается большой технико-экономический эффект. При работе прессов на эмульсии прекращается коррозия нутренних поверхностей труб высокого давления, срок их службы начительно увеличивается. Прекращаются задиры плунжеров направляющих втулок цилиндров. Так, на некоторых уникальных прессах при работе на промышленной воде бронзовые втулки цилиндров работали в среднем около одного года, после перевода а эмульсию они работают в течение 3—5 лет без замены. Срок службы плунжеров увеличивается с 3 до 9 лет. £,' Рабочие поверхности цилиндров, плунжеров и втулок при работе на эмульсии длительное время остаются блестящими, зеркальными, без задиров, рисок и коррозии. Это объясняется смазывающим действием эмульсии. Благодаря этому значительно мягче и дольше работает сальниковая набивка, срок службы ее увеличивается с нескольких недель до 6—12 месяцев. Маслянистая пленка эмульсии, покрывая поверхность цилиндров, аккумуляторов, наполнителей и труб, затрудняет доступ кислорода к поверхностям и тем предохраняет их от коррозии. Если эмульсия в гидросистеме будет нагреваться до температуры 60—70° и выше, то это несколько неблагоприятно скажется на работе манжет, срок службы которых под действием маслянистой эмульсии может сократиться. Чтобы избежать этого, следует, во-первых, произвести термоизоляцию магистральных эмульсопроводов, проходящих в траншеях рядом с паропроводами, и тем самым уменьшить нагрев эмульсии в системе; во-вторых, для охлаждения эмульсии в гидросистемах рекомендуется иметь при насосно-аккумуляторной станции специальную аммиачную или другую холодильную установку. Переход с воды на эмульсию обеспечивает значительное улучшение эксплуатационных качеств прессов, сокращает простои, повышает их производительность, является одним из резервов снижения себестоимости и увеличения съема продукции с каждой единицы прессового оборудования.