Главная » 2015 » Апрель » 1 » Сборка деталей методом холодной штамповки.
18:06
Сборка деталей методом холодной штамповки.
СБОРКА ДЕТАЛЕЙ МЕТОДОМ ХОЛОДНОЙ ШТАМПОВКИ
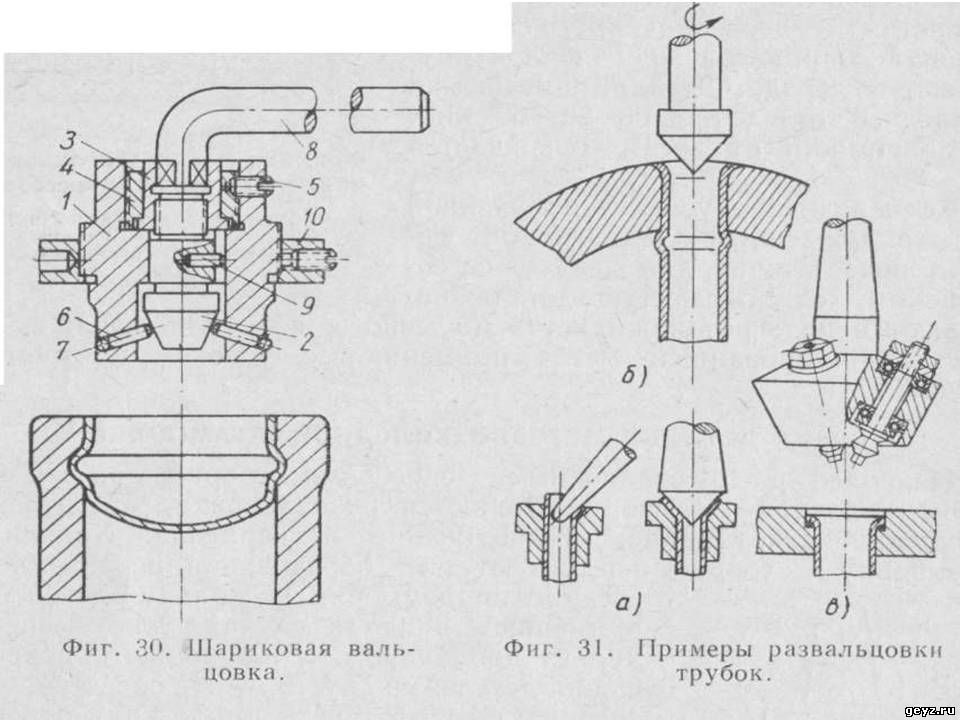
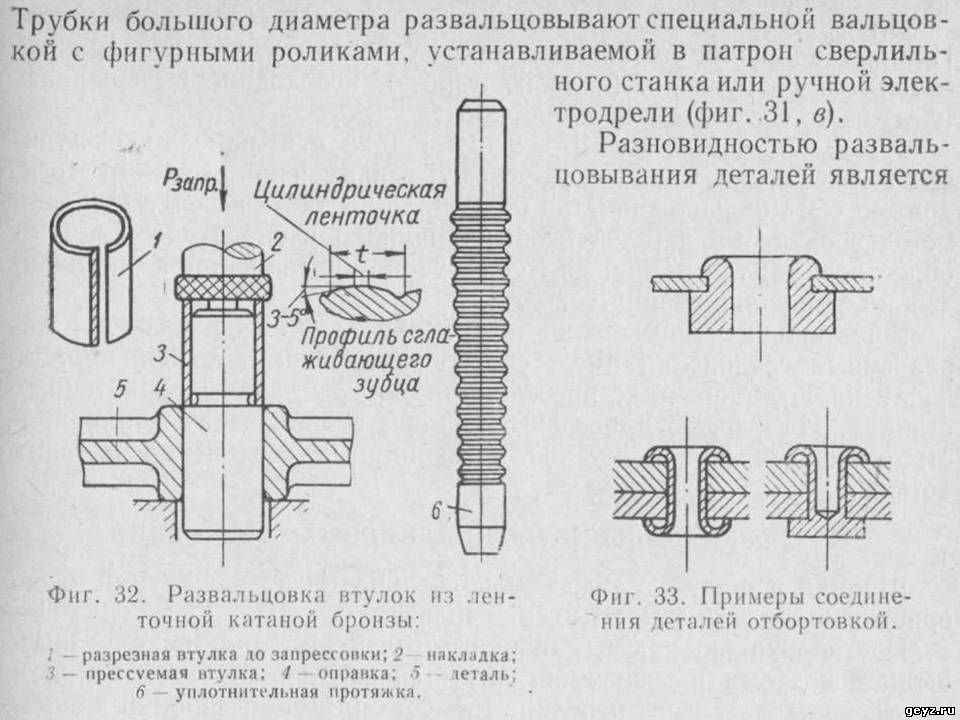
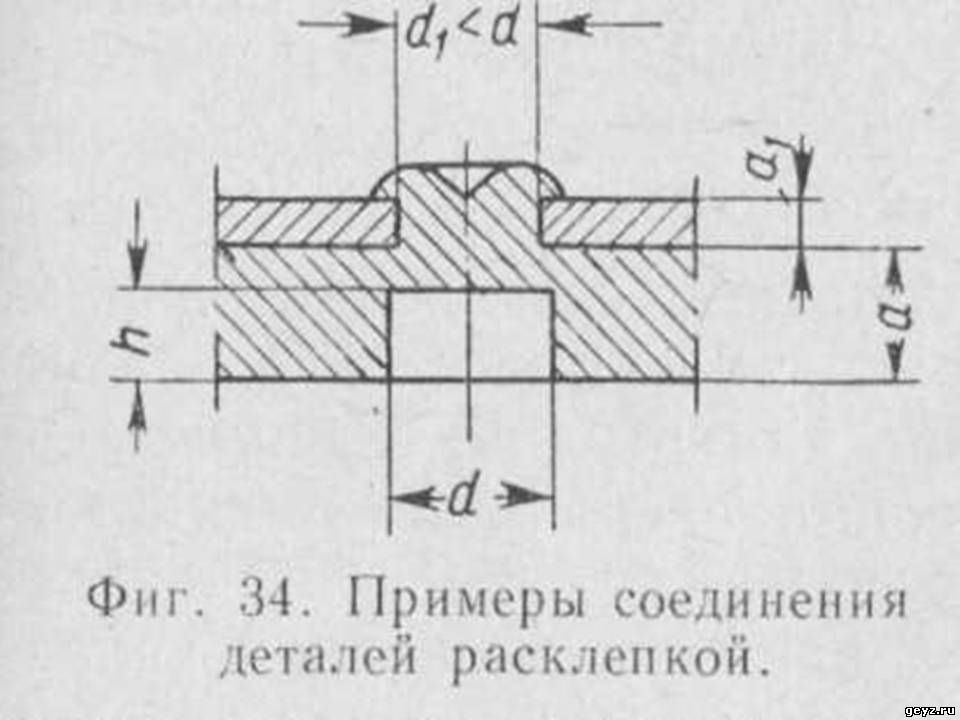
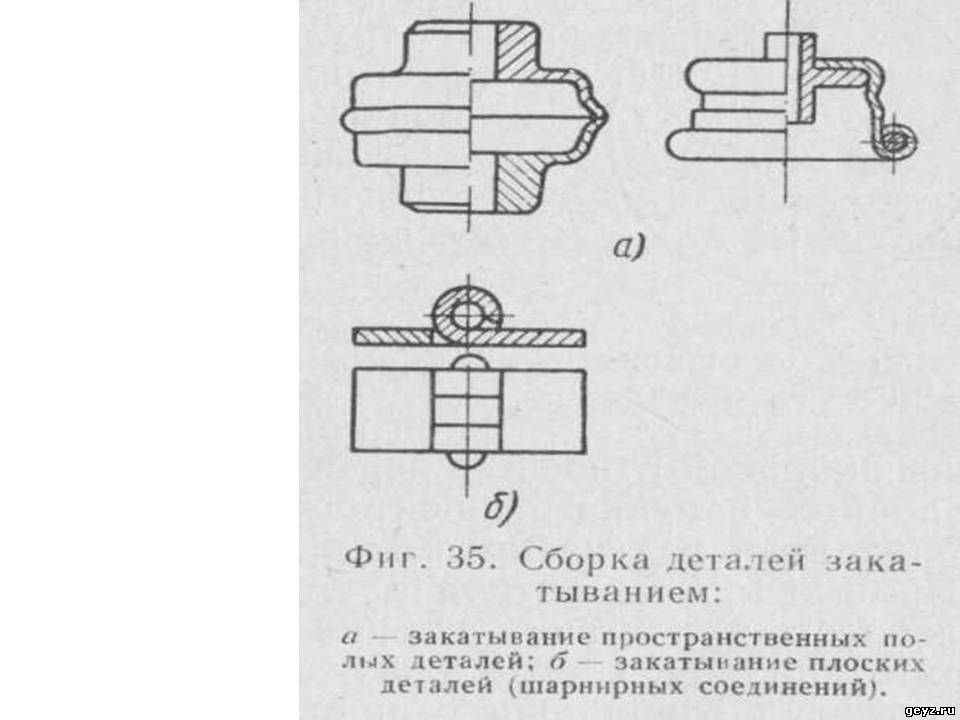
Наиболее распространенными способами сборки деталей методом холодной штамповки являются развальцовка, отбортовка, расклепка, закатывание, выдавливание и кернение. Холодную штамповку в сборке используют для образования неразъемного соединения двух или нескольких деталей и применяют в одних случаях для обеспечения от продольного и радиального перемещения деталей, в других — как средство, обеспечивающее плотность прилегания поверхностей, образующих герметичный резервуар. Все эти соединения относятся к редко демонтируемым, так как их разборка обычно сопровождается разрушением или порчей деталей. Ввиду многообразия форм применения метода холодной штамповки, ограничимся здесь только примерами, часто встречающимися в производстве. Развальцовывание деталей применяют, как правило, при сборке плотных соединений, в которых натяг осуществляется путем радиального расширения охватываемой или сжатия охватывающей деталей. На фиг. 29 приведена схема развальцовки клапанного седла; при помощи роликовой вальцовки седлу придают форму выточки в корпусе для создания в этом месте плотного соединения. Процесс развальцовывания осуществляют следующим образом: вальцовка 1 с вращающимися коническими роликами 2 своим хвостовиком укрепляется в шпинделе сверлильного станка. При продольном перемещении вращающегося шпинделя ролики 2, обкатываясь по внутренней поверхности седла, равномерно разжимают его и при этом заводят выступающую кромку в коническую выточку корпуса 3. На фиг. 30 показана шариковая вальцовка, применяемая для развальцовки заглушек. В корпусе 1 шариковой вальцовки установлен конус 2, на конец которого навинчена гайка 3, упирающаяся своим буртиком во втулку 4, ввернутую в корпус / и застопоренную винтом 5. Конус 2 упирается в цилиндрические штифты 6, которые выжимают шарики 7, производящие вальцевание. Осевое перемещение конуса, необходимое для разжимания штифтов 6 и подачи вальцующих шариков, осуществляется поворачиванием гайки 3 ключом 8, при этом конус удерживается от вращения штифтом 9. Положение вальцовки относительно детали регулируют гайкой 10 так, чтобы шарики вальцовки располагались против канавки, в которую завальцовывается металл заглушки. Примеры развальцовки трубок приведены на фиг. 31. Трубки малого диаметра, латунные или медные, часто развальцовывают вручную при помощи стержня с полушаровым полированным концом, поворачивая который, отжимают стенки трубки на конус детали. Для более плотного прижатия трубки дополнительно производят кернение (фиг. 31, а). Трубки с упорным валиком можно развальцовывать конусной вальцовкой на сверлильном станке (фиг.31 ,б). запрессовка разрезных втулок, изготовленных из ленточной катаной бронзы со стенками толщиной 1,5—2,5 мм. Для плотного прилегания втулок к стенкам отверстия применяют специальные уплотнительные протяжки (фиг. 32). Чтобы удержать втулку от продольного перемещения, ее кромки развальцовывают по фаскам отверстия роликовыми вальцовками. Близким к развальцовке является соединение деталей отбортовкой. Примеры соединения двух деталей отбортовкой приведены на фиг. 33. Особенностью этого метода является образование у охватываемых деталей замыкающей головки, которая удерживает детали от продольного перемещения и выпадения. На фиг. 34 приведен пример соединения деталей расклепкой. При выдавливании стержня заклепки пуансоном, чтобы предохранить металл от разрушений (полного выреза), необходимо выдерживать следующие соотношения и величины: а > а, < 0,25 мм\ d > а и h < 0,25 а. Кроме того, пуансон должен иметь коническую форму, а наименьший диаметр его dx должен быть больше диаметра стержня заклепки d на 0,8 мм. Такой метод соединения деталей особенно широко распространен в приборостроении, так как он не только экономит заклепки, но и значительно упрощает сборку. Еще большее применение в приборостроении для сборки неразъемных соединений имеет способ закатывания, которое производят на штамповочных прессах или на специальных закаточных станках. На фиг. 35 приведены примеры сборки закатывания пространственных полых деталей и шарнирных соединений плоских деталей.