Главная » 2016 » Февраль » 12 » Сборка подшипников скольжения. Технология и схема.
19:43
Сборка подшипников скольжения. Технология и схема.
СБОРКА ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
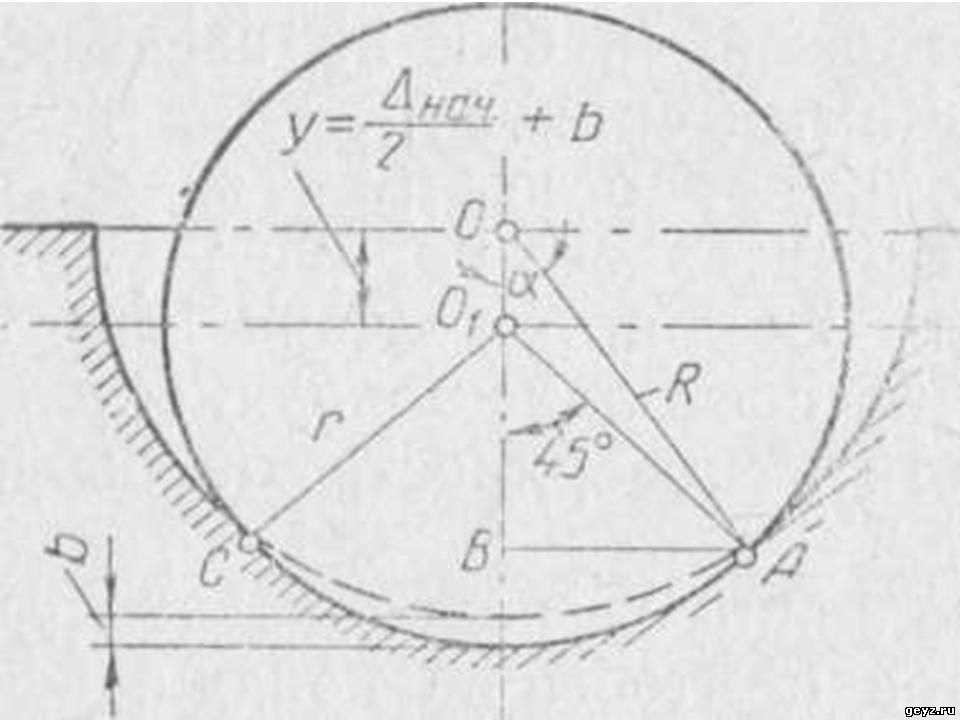
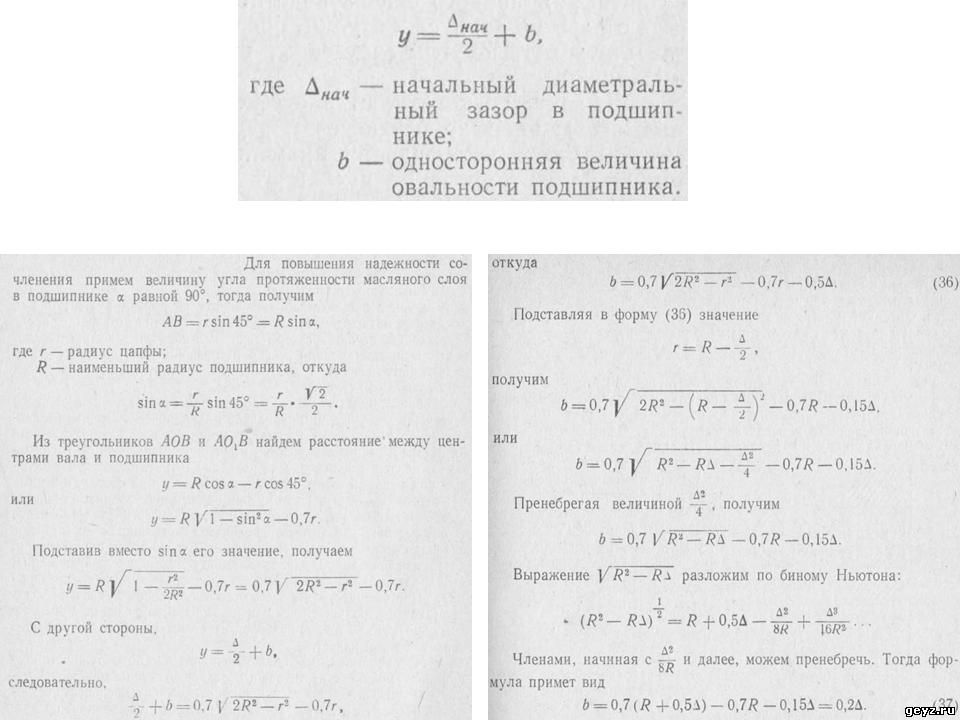
Фиг. 42. Схема предельной овальности подшипника. Все подшипники скольжения, встречающиеся в машинах и приборах, можно разделить по общим конструктивным признакам на следующие типы. 1. Неразъемные подшипники, в виде цельных втулок или просто в виде отверстий в корпусах, станинах, остовах и т. п. 2. Разъемные подшипники с вкладышами и без вкладышей, корпуса которых заливают антифрикционными сплавами. Порядок сборки неразъемных подшипников в корпусе зависит прежде всего от их конструкции. При запрессовке в корпус втулки из антифрикционного сплава надо перед сборкой тщательно осмотреть отверстия корпуса и втулки, проверить состояние поверхностей, зачистить острые углы, заусенцы, очистить поверхности от пыли и стружки. При запрессовке втулки в отверстие корпуса надо следить за тем, чтобы не было перекосов и задиров и чтобы не искажалась форма втулки. Рекомендуется применять приспособления для направления и центрирования втулки относительно отверстия. Если во время запрессовки втулка идет неправильно, деформируется или задирает слой материала, надо прекратить сборку, выпрессовать втулку и повторить операцию. Так как в процессе запрессовки втулка деформируется, то для получения необходимого зазора в подшипнике отверстие после запрессовки втулки развертывают или обрабатывают протяжкой. Для достижения полной соосности подшипников многоопорных и сильно нагруженных валов следует применять метод совместного развертывания втулок. У обработанных втулок и подшипников, а также у цапф валов встречаются нарушения правильной цилиндрической формы (цилиндрические поверхности рассматриваются с точки зрения точности их формы и расположения относительно теоретической оси). Овальность, конусность, неровности поверхности и т. п. дефекты в большей или меньшей степени всегда встречаются при сборке, и с ними приходится считаться. Поэтому при определении зазоров в подшипнике необходимо очень тщательно проверять форму втулок и цапф. Рассмотрим определение допускаемой овальности на примере анализа сопряжения вал—подшипник. Под действием сил давления, которые развиваются в суживающейся части масляного клина, в цилиндрических подшипниках вал смещается в сторону вращения. Протяженность несущего масляного слоя в среднем соответствует центральному углу между цапфой и подшипником, равному 90—120°; за точкой наибольшего сближения вала с вкладышем давление резко падает. В остальной части масляного слоя давление по окружности подшипника можно считать равным давлению масла при непрерывной его подаче. Очевидно, при какой-то величине овальности вследствие равенства радиусов кривизны цапфы и подшипника, на дуге несущего масляного слоя не может образоваться клиновидная щель,т. е. не создаются условия, необходимые для установления режима жидкостного трения при любых угловых скоростях вращения. Предельным можно считать такое искажение формы вала и подшипника, при котором полностью нарушается засасывание смазки при вращении вала от толстой части масляного клина к тонкой. На фиг. 42 схематически показано положение цапфы в подшипнике при достижении предельно допустимой величины овальности подшипника. Смещение центра вала О, относительно центра отверстия О определяется величиной
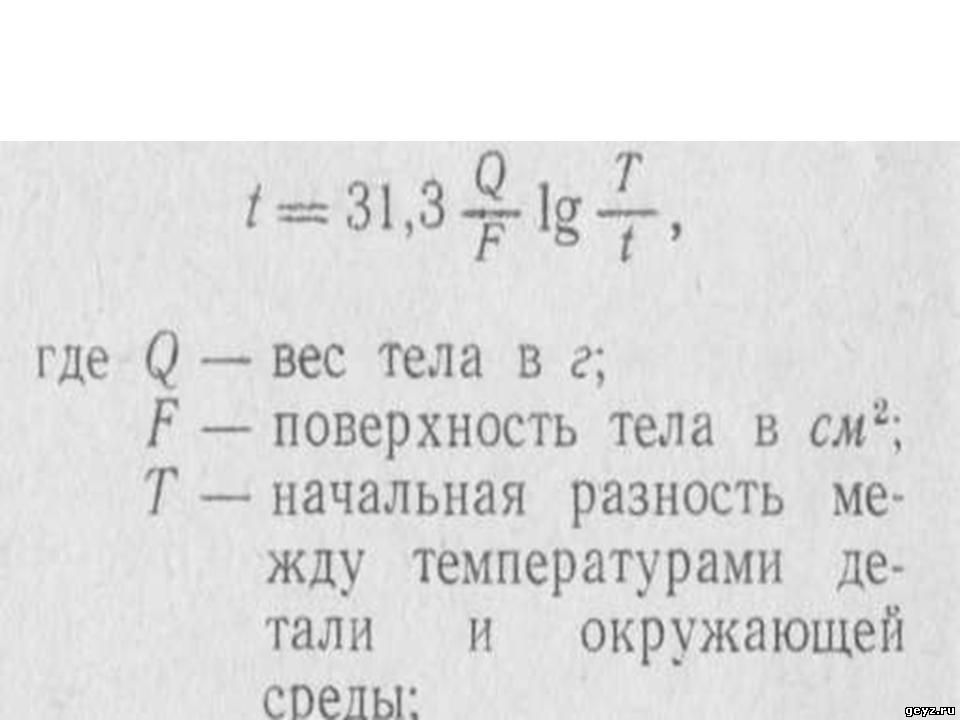
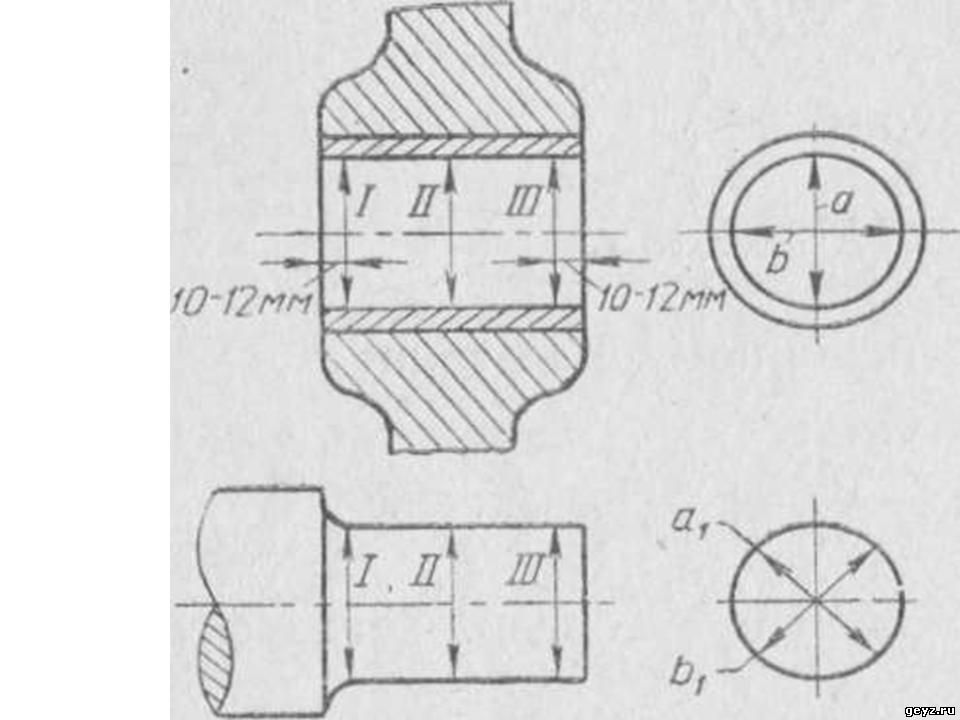
Отсюда следует, что при сборке подшипников скольжения овальность неподвижной детали не должна превышать 0,2 номинального зазора Д; в противном случае условие жидкостного трения в сочленении будет нарушено с самого начала и детали будут изнашиваться ускоренно. Данная формула выведена в предположении, что цапфа, несущая постоянную нагрузку, вращается, а подшипник неподвижен. Однако легко убедиться, что эта формула справедлива и для случая, когда цапфа неподвижна, а подшипник вращается, только в этом случае овальность b получается не на подшипнике, а на цапфе, причем радиус кривизны может быть и больше радиуса подшипника, что также приведет к нарушению жидкостного трения. Наиболее распространенным способом определения величины зазоров в подшипниках скольжения является способ обмера, когда диаметральный зазор определяют как разность измерений диаметров вала и отверстия. При выборе измерительных средств необходимо учитывать степень влияния предельной погрешности метода измерения на точность измерения. Предельная погрешность метода измерения определяется квадратическим сложением погрешностей измерительного средства. Наиболее употребительными измерительными инструментами являются индикатор или штихмасс для измерения внутренних размеров, микрометр или штангенциркуль для измерения наружных размеров. Точность измерений зависит от качества измерительного инструмента, уменья владеть им и от однородности условий, при которых производят замеры. Уменье владеть инструментом достигается опытом и сводится главным образом к сохранению правильности положения измерительного инструмента по отношению к измеряемой детали и приложению определенного измерительного усилия. Однородность условий измерения сводится к сохранению определенной температуры детали и инструмента при всех замерах и к обеспечению чистоты поверхности детали. По ОСТ 85002-39 нормальная температура измерения принята 20°. Время t мин., необходимое для выравнивания температуры детали с температурой окружающей среды, определяется по формуле t — конечная разность между температурами детали и окружающей среды (величиной t обычно задаются). Вал и подшипник следует измерять в строго определенных поясах и направлениях. Так, обмер подшипников производят индикатором в двух или трех поясах по длине и в двух направлениях по диаметру (в каждом поясе). Обычно выбирают два пояса обмеров по длине на расстоянии 10—12 мм от торцов вкладыша и один посредине его (фиг. 43). Шейки валов измеряют микрометром также в двух или трех поясах по длине, соответственно поясам вкладыша, и в двух направлениях по диаметру. Определение наибольших и наименьших зазоров производят тоже по поясам. Фиг. 43. Схема расположения поясов и направлений замеров вала и подшипника.
Обмер подшипников для определения минимальных зазоров можно производить более совершенным способом при помощи предельных калибров. Для этой цели изготовляют серию калибров (пробок), отличающихся по диаметру друг от друга на 5—10 мк (фиг. 44). Диаметр отверстия определяют по формуле где dK — диаметр калибра, da — диаметр отверстия подшипника; х — поправка на прохождение калибра по всей длине подшипника; обычно принимают х — 0,0002 de.
Перед проверкой калибр покрывают тонким слоем краски и по незакрашенным местам поверхности подшипника определяют место для замера индикатором максимального диаметра. Для облегчения подсчетов составляют таблицу (см. табл. 10). Пользование таблицей при подборе минимальных зазоров не представляет затруднений; предположим, что в подшипнике проходит калибр группы II (калибр должен проходить легко от усилия руки), тогда максимальный диаметр вала не должен превышать 49,97 мм, чтобы получить минимальный зазор Д = 0,07 - 0,075 мм. При участии С. К. Кольцова на некоторых машиностроительных заводах были введены подобного рода калибры, что дало возможность избежать пригорания (заедания) подшипников.
Таблица 10Размеры калибров и максимальные диаметры вала, необходимые для получения минимальных зазоров в подшипнике (при номинальном диаметре вала d— 50 мм) Помимо указанного способа замера зазоров при сборке подшипников скольжения, можно применять замеры при помощи щупа (при сравнительно больших зазорах) и при помощи свинцовой проволоки (в разъемных подшипниках) и др. Если неразъемные подшипники представляют собой отверстия в станинах, рамах, корпусах и т. п. частях машин, опоры для валов и осей собирают и выверяют одновременно со сборкой деталей, в которых находятся эти опоры. В некоторых специальных машинах устанавливают подвижные (плавающие) регулируемые подшипники. При сборке плавающих подшипников необходимо обращать внимание на правильность установки их в направляющих и применять смазку, предотвращающую возможность заедания и перекоса подшипников. Фиг. 44. Предельный калибр.
Сборка разъемных подшипников (вкладышей). Разъемные вкладыши по конструкции можно разделить на толстостенные и тонкостенные. Толстостенные вкладыши в большинстве случаев применяют в тяжелых (тихоходных) машинах, например, в строгальных станках, каландрах, барабанных машинах и т. п. В качестве мате риалов вкладышей этого типа применяют чугун, бронзу и в виде заливки — баббит. В быстроходных машинах в настоящее время получили широкое распространение тонкостенные вкладыши со стенкой толщиной 2—4 мм и толщиной заливки 0,5—1 мм, обычно выполняемые из низкоуглеродистой стали. Использование специальных сплавов для тонких покрытий поверхностей трения сокращает расход цветных металлов и, повышая устойчивость вкладышей против смятия, увеличивает сопротивляемость подшипников износу. Сборку разъемных толстостенных подшипников обычно начинают с пригонки их по шейкам вала. При заливке подшипников баббитом пригонку осуществляют расточкой подшипника с последующим пришабриванием его по шейке вала «на краску». Перед пришабриванием подшипник должен быть смонтирован в корпусе так, чтобы его наружная поверхность плотно, без зазора, прилегала к поверхности корпуса. Затем на шейке вала (предварительно покрытой тонким слоем краски) устанавливают подшипник и равномерно затягивают болты. В случае неодинаковой затяжки гаек отпечаток краски при очередных проверках на пятнистость меняется. Для получения отпечатков краски на поверхности подшипника вал несколько раз проворачивают вручную, затем подшипник разбирают и приступают к шабрению. После того как слой металла требуемой толщины снят, подшипник и вал тщательно промывают или протирают тряпкой, на шейку вала наносят новый слой краски и опять устанавливают подшипник на шейке для проверки правильности прилегания. Операцию повторяют до тех пор, пока равномерно распределенные отпечатки краски не будут занимать 70—80% общей поверхности подшипника. Для проверки результатов шабрения «на краску» применяют берлинскую лазурь, ламповую копоть, синьку и другие красители, разведенные в масле. Пигменты должны быть тонкого помола; наносить краску на поверхность надо очень тонким слоем. Для наиболее ответственных подшипников применяют шабрение высшей точности, результаты которого определяют всухую «на блеск». В этом случае при затяжке подшипника и проворачивании вала на два-три оборота участки контакта вала и подшипника приобретают блестящий оттенок. Этот способ проверки сложнее, но дает лучшие результаты, так как при обильном смазывании краска местами может залить и не соприкасающиеся участки сопрягаемых поверхностей. Необходимо иметь в виду, что шабрение весьма трудоемкая операция, требующая высокой квалификации сборщиков. При неосторожном шабрении можно очень легко нарушить цилиндричность отверстия, необходимую как одно из главных условий нормальной работы подшипников. Поэтому в массовом и серийном производстве стараются избегать шабрения, добиваясь необходимой соосности подшипников совместной обработкой их. В настоящее время шабрение подшипников уступает место расточке специальными резцами на быстроходных станках, при которой получается наиболее правильная цилиндрическая поверхность и уплотняется наружный слой металла. Сборку тонкостенных вкладышей обычно начинают с установки их в корпус с небольшим натягом (0,02—0,06 мм). Для предотвращения осевого перемещения вкладышей применяют контрольные штифты и заплечики. Специфика сборки тонкостенных вкладышей заключается в создании натяга при посадке их в гнезде. Перед установкой на место вкладыш имеет вид, изображенный на фиг. 45, а. При небольшом нажатии вкладыш плотно прижимается к отверстию гнезда и принимает его форму (фиг. 45, б). Края вкладыша выступают над плоскостью стыка на величину h. После затяжки болтов корпуса Высоту h вкладышей можно контролировать при помощи различных приборов; один из контрольных приборов приведен на фиг. 46. Необходимо помнить, что чрезмерный натяг вызывает остаточные деформации вкладыша; он теряет правильную цилиндрическую форму, вследствие чего отдельные места усиленно изнашиваются и подшипник быстро выходит из строя. Сборка и замена тонкостенных вкладышей чрезвычайно упрощается, если отверстия под вкладыши (гнезда) правильно обработаны, стенки самих вкладышей одинаковы по толщине и поверхности их (наружные и внутренние) концентричны. В этом случае нет надобности в сквозной развертке или шабрении вкладышей, так как благодаря малой жесткости они центрируются в точно обработанных гнездах. Правильность сборки подшипников (как разъемных, так и неразъемных) проверяют еще раз после окончательной укладки вала в подшипники. О величине зазора и степени отклонения опор от соосности судят по тому, насколько легко вал вращается в подшипниках от руки или воротком заданной длины. При тугом вращении вала в разъемных подшипниках устанавливают путем последовательного ослабления затяжки гаек какой подшипник защемляет вал. У неразъемных подшипников с тугим вращением шейки вала покрывают краской и по отпечаткам на подшипниках определяют, в каких местах вал защемляется. После исправления дефектов вал снова проверяют на легкость вращения.