Главная » 2014 » Сентябрь » 25 » Сборка с применением сортировки деталей - метод группового подбора.
18:50
Сборка с применением сортировки деталей - метод группового подбора.
СБОРКА С ПРИМЕНЕНИЕМ СОРТИРОВКИ ДЕТАЛЕЙ (Метод группового подбора)
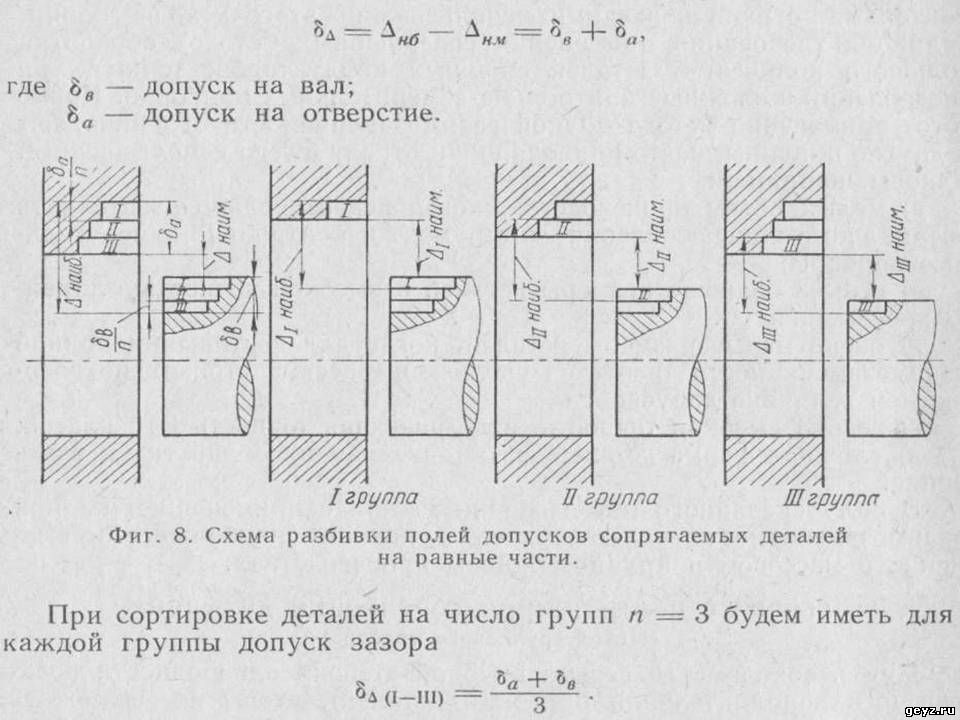
При необходимости весьма высокой степени однородности посадок (без дополнительной пригонки деталей), чтобы не удорожать производство назначением излишне строгих допусков, сборку ведут путем подбора (предварительной сортировки деталей). Таким образом, этот метод сборки применяется там, где по условиям работы деталей требуется зазор или натяг в более узких пределах, чем получаемый из основных размеров деталей с учетом допусков на их изготовление. В таком случае требуемые конструкцией зазор или натяг получают не за счет изготовления деталей с минимальными допусками, а путем соответствующего подбора охватывающих и охватываемых деталей, т. е. к отверстию с диаметром, близким к верхнему пределу, подбирают более полный вал и, наоборот, к отверстию с диаметром, близким к нижнему пределу, подбирают менее полный вал. Подбор деталей значительно упрощается, если детали обоих наименований по размерам (в пределах допусков на их изготовление) разбивают на несколько групп. Метод предварительной сортировки деталей на группы предусматривает разбивку полей допусков сопрягаемых деталей на несколько равных частей и подбора их таким образом, чтобы полномерные охватываемые детали сопрягались с полномерными охватывающими деталями. Рассмотрим общий случай (фиг. 8), когда сопрягаемые детали имеют различные допуски. Тогда при полных полях допусков, допуск зазора
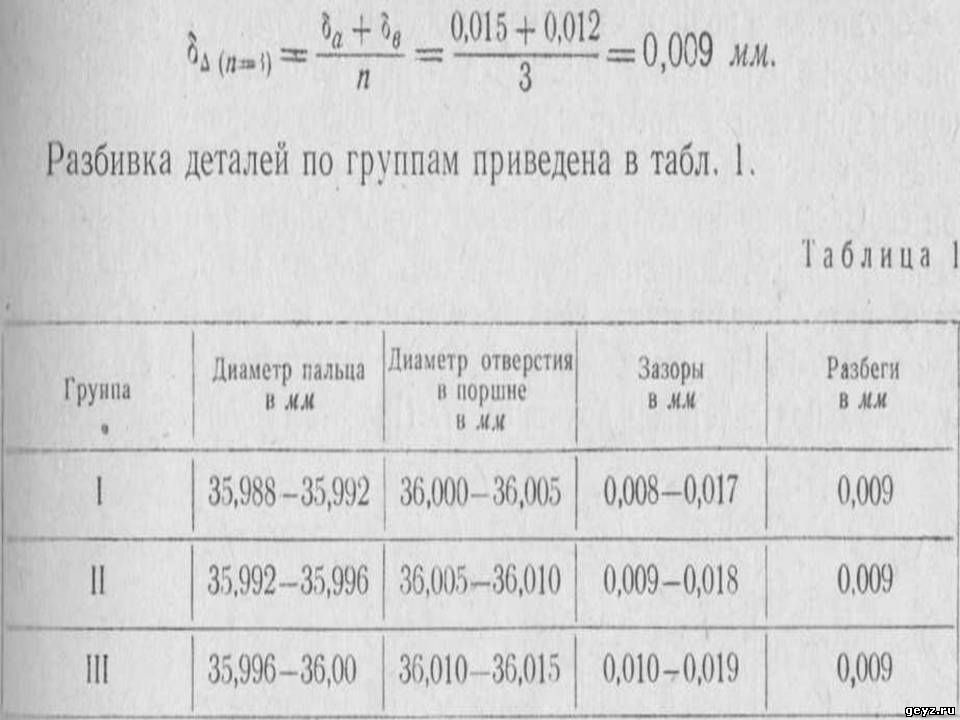
При осуществлении сборки методом предварительной сортировки (селективная сборка) детали сортируют таким образом, чтобы в каждую группу вошли охватывающие и охватываемые детали одной группы, т. е. такие детали, у которых пределы отклонения лежат внутри частичных полей допусков. Детали каждой из таких групп могут соединяться только между собой; охватывающие детали группы I — с охватываемыми деталями группы I; охватывающие детали группы II —с охватываемыми деталями группы II и т. д. Для примера возьмем палец поршня и поршень двигателя внутреннего сгорания. Палец по диаметру обрабатывается с допуском de — Зб~ - 12, отверстие в поршне под палец обрабатывается с допуском d0 = 36+0,0Ч. При полных полях допусков получаем
При сортировке этих же деталей на три группы получаем допуск зазора (разбег)
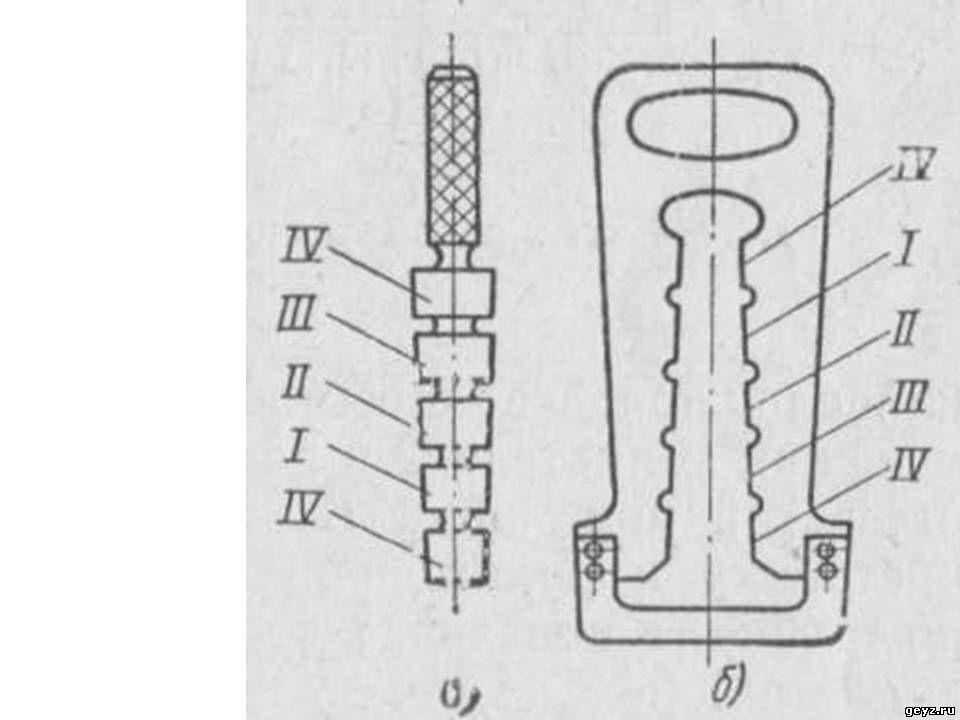
Таким образом, при сортировке сопрягаемых деталей по группам работа пальцев будет протекать в лучших и сравнительно одинаковых условиях. Пользуясь этим методом при сборке, можно избежать зазоров или натягов на нижних пределах и тем самым повысить качество сборки, срок службы машин и технико- экономические показатели производства. Разбивку по группам обычно производят в механическом цехе при обмере готовых деталей; при этом тем или другим способом, например клеймением, отмечают принадлежность деталей к определенной группе. Сортировку можно осуществлять при помощи специальных калибров и специальных машин. На фиг. 9 изображены ступенчатая пробка и ступенчатая скоба, пользуясь которыми, можно определить принадлежность деталей к той или иной группе. Однако применение таких пробок и скоб целесообразно лишь при небольшом объеме производства.
Фиг. 9. Измерительный инструмент для сортировки деталей по ступеням: а — ступенчатая пробка; б — ступенчатая скоба; /.//,/// — рабочие ступени: IV — браковочные ступени.
При крупносерийном и массовом производстве для этого применяют специальные автоматы различной конструкции. На наших заводах производится большая работа в области расширения производства точных измерительных приборов, причем большое место отводится автоматизации и механи» зации контрольных операций. В целях автоматизации процесса сплошной проверки изделий создаются различные автоматы и приборы, снижающие трудовые затраты на контрольные операции.
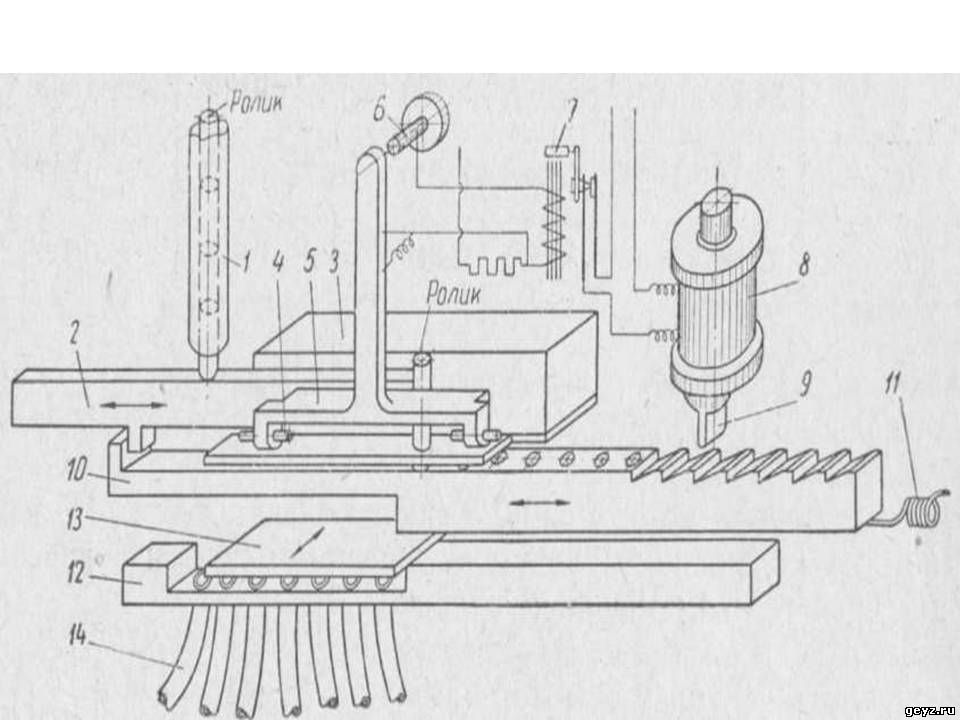
На фиг. 10 приведена схема одного из таких автоматов конструкции инж. А. В. Нифонтова для сортировки роликов по диаметру. Сортируемые ролики из бункера поступают в трубу 1, из которой при помощи толкателя 2 (имеющего возвратно-поступательное движение) попадают в пространство между неподвижной линейкой 3 и качающимся на оси 4 упором 5. Пройдя некоторый путь, ролик при своем движении соприкасается с гранью упора 5; в этот момент рычаг упора отклоняется и размыкает контакты 6. Вследствие этого реле 7 замыкает цепь катушки 8, и электромагнитный стопор 9 останавливает корпус 10, движущийся вместе с толкателем 2 под действием пружины 11. При этом ролик, выходящий из щели, попадает в соответствующую ячейку упора 5 и после перемещения толкателя 2 в исходное положение окажется над одним из отверстий приемника 12. В этот момент заслонка 13 отодвинется в сторону и ролик проваливается в отверстие приемника, откуда по трубке 14 попадает в кассету, где группируются ролики заданного диаметра.
Фиг. 10. Схема автомата конструкции А. В. Нифонтова для сортировки роликов по диаметру.
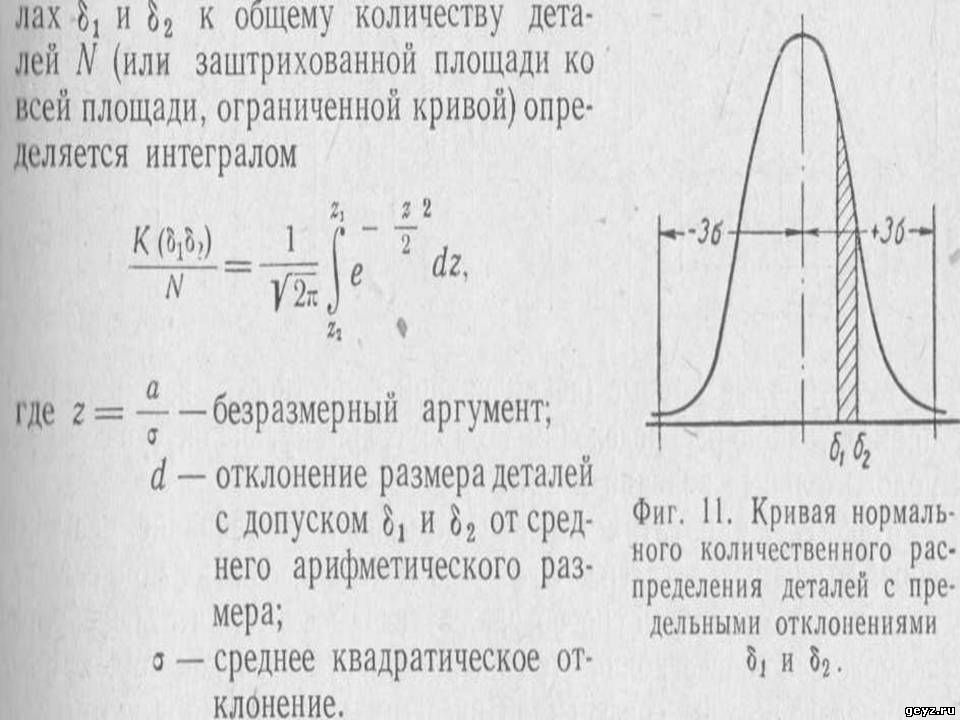
Производительность описанного выше автомата 1800 деталей в час; погрешность сортировки не превышает 0,5 мк. Описанный выше метод подбора деталей дает возможность получать повышенную точность. Однако применение его целесообразно лишь при сборке узлов с короткими размерными цепями и при обеспеченности сборки достаточным количеством деталей. Кроме возможности сортировать детали на группы внутри полей допусков, необходимо знать кривые распределения их размеров. Для этого нужно опытным путем получить кривые распределения и исследовать их, что позволит определить вероятность получения заданного зазора или натяга и одновременно установить количество деталей в каждой группе при сортировке. Наиболее известен и чаще других используется закон нормального распределения, графически представленный в виде кривой на фиг. 11. Вся площадь, ограниченная кривой распределения, соответствует и определенном масштабе полному количеству деталей рассматриваемой партии N. Часть этой площади, лежащая между двумя пределами допуска 8, и 82 (заштрихованная площадка), дает в том же масштабе количество деталей, имеющих размеры в указанных пределах. Отношение количества деталей К с отклонениями в преде-
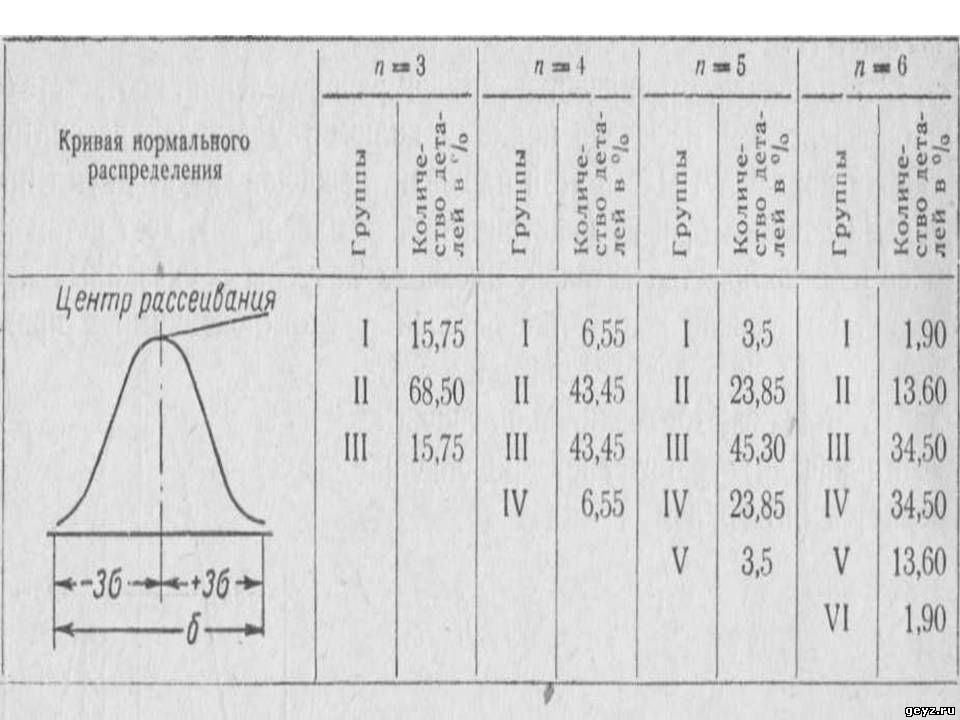
Для определения указанного отношения пользуются интегралом вероятности Ф(г), приемы вычисления которого приведены во всех курсах математической статистики и в справочниках. Если средние арифметические распределения лежат на середине допуска, то при сортировке деталей на группы нет надобности прибегать к интегрированию. Необходимо только знать среднее квадратическое отклонение о. Задаваясь величиной отклонения от среднего размера а = — , по значению Z можно определить число детален в каждой группе с отклонениями в заданных пределах. Количество деталей в каждой группе в процентах от общего количества N при сортировке на п групп приведено в табл. 2. Рассматривая табл. 2, можно сделать следующие выводы. Если распределение допусков собираемых деталей (например, валы и и гулки) подчиняется нормальному закону распределения, то количество деталей каждой группы одинаково и сборка протекает нормально. Если же одна из деталей (например, втулка) подчиняется другому закону распределения, то, очевидно, некоторую часть деталей нельзя пустить в сборку из-за несоответствия в количественных соотношениях по группам. Кроме закона нормального распределения, на практике имеют место и другие законы распределения допусков в зависимости от влияния исходных факторов, вызывающих производственные погрешности. В большинстве случаев используют симметричные и несимметричные кривые (закон равной вероятности, изображенный прямой, закон распределения по треугольнику, закон существенно положительных величин и др.).
Количество деталей в группах
Какому же из этих законов подчинено рассеивание размеров обрабатываемых деталей? Одним из методов решения вопроса является статистический способ, заключающийся в том, что обследуется возможно большее количество операций, строятся для них кривые распределения и графо-аналитическим способом (подсчетом площадок) для каждой группы в отдельности устанавливается количество неиспользуемых деталей.