Сборка с применением подбора деталей, благодаря расширению допусков на все звенья размерной цепи, позволяет экономичнее изготовлять детали. Этот метод основан на учете вероятностей отклонений размеров, составляющих размерную цепь, причем возможно получение некоторого количества узлов, выходящих за установленные пределы точности. Предполагая, что все отклонения размеров составляющих звеньев являются случайными и взаимно независимыми, подсчет допуска замыкающего звена (зазора или натяга) производится по формуле
Значение коэффициента Kt принимается в соответствии с видом кривых распределения. В данном случае суммирование допусков по закону накопления погрешностей производится не арифметическое, а квадратическое. Суммирование (квадратный корень из суммы квадратов) величин характеризует рассеивание отклонений независимых составляющих ошибок. Следовательно, чем больше допусков суммируется, тем больше становится разность между арифметической и квадратической суммами. Если рассеивание действительных размеров цепи подчиняется одной и той же закономерности — нормальному закону—и кривая совпадает значениями ±3 8 с границами допуска, то на основании теории вероятностей можно определить коэффициент сужения допуска зазора (или натяга) при переходе от полной к частичной взаимозаменяемости в зависимости от процента возможного получения узлов, выходящих за установленные пределы точности («риска»).
На основании закона накопления погрешностей средняя квадратическая погрешность замыкающего звена определяется по формуле
(l) Так как величиной z0 определяется отношение (условимся обозначать с индексом ноль вероятность получения отклонений, равную 0,3%), то, задаваясь каким-либо повышенным процентом собранных узлов с зазорами, выходящими за установленные пределы, можно, пользуясь таблицей значений интеграла вероятности, найти допускаемое сужение допуска зазора замыкающего звена при тех же допусках размеров, составляющих размерную цепь. При 0,3% вероятности получения узлов с повышенным зазором 6л0 = 23Az0, следовательно, при х узлов 8Дл. = 2a^zx. Разделив второе уравнение на первое, получаем
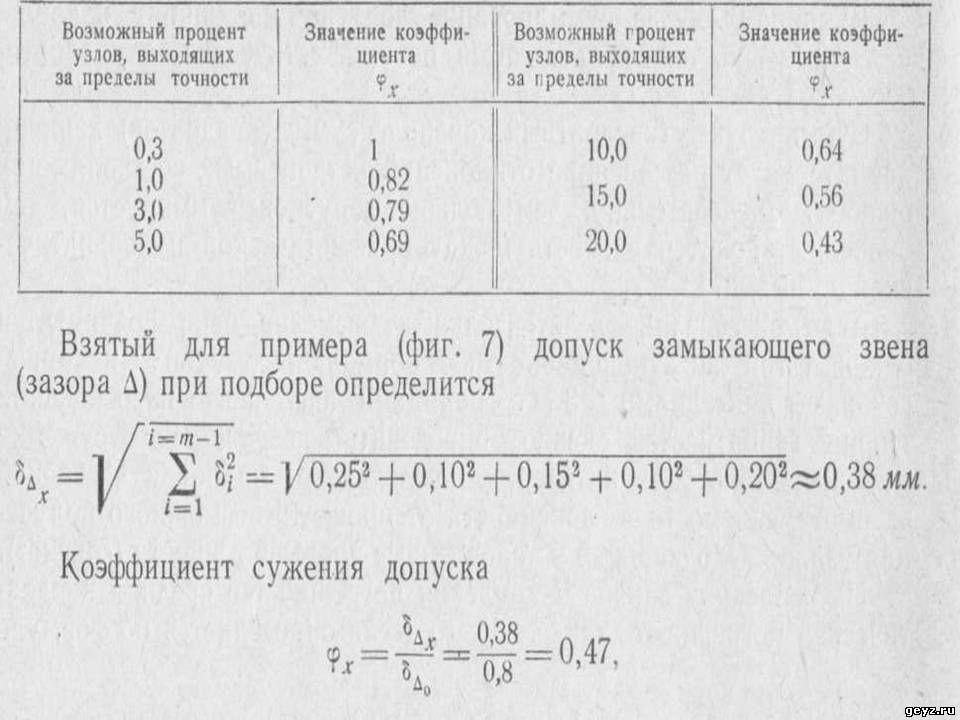
(2) Значения коэффициента фх в зависимости от процента возможного получения узлов, выходящих за установленные пределы точности, приведены в табл. 3.
Значения коэффициента
что по табл. 3 соответствует примерно 18% узлов, выходящих за установленные пределы точности. Таким образом, при переходе от полной к частичной взаимозаменяемости точность сборки повысилась в 2,1 раза. Однако при этом не исключена возможность выхода за установленные пределы точности около 18% узлов, которые потребуют доделки. Изложенный метод решения размерных цепей заслуживает особого внимания при сочленениях, имеющих многозвенные цепи при высокой предписанной точности их замыкающих звеньев. Правильное применение этого метода в производстве является во многих случаях решающим фактором для удешевления стоимости производства машин без понижения качества и точности сборки. Из сказанного следует, что всякая рационализация допусков в размерных цепях обязательно отразится на трудоемкости и стоимости изготовления деталей, а также на трудоемкости и стоимости сборочного процесса, так как даст возможность уменьшить или ликвидировать вовсе доделку деталей на сборке, пригонку их по месту и другие непроизводительные и дорогостоящие операции. Однако при этом возникает необходимость в проведении большой исследовательской работы с целью создания системы допусков на линейные размеры для уменьшения неизбежного брака. Практически весьма маловероятно, чтобы каждая из деталей попадала на сборку узла с крайними размерами, близкими к предельным. Однако приходится считаться с действительным положением центра группирования и с формой кривой распределения действительных размеров каждого из звеньев относительно номинальных размеров и предписанных пределов отклонений каждого из звеньев с их увеличивающимися или уменьшающимися размерами.