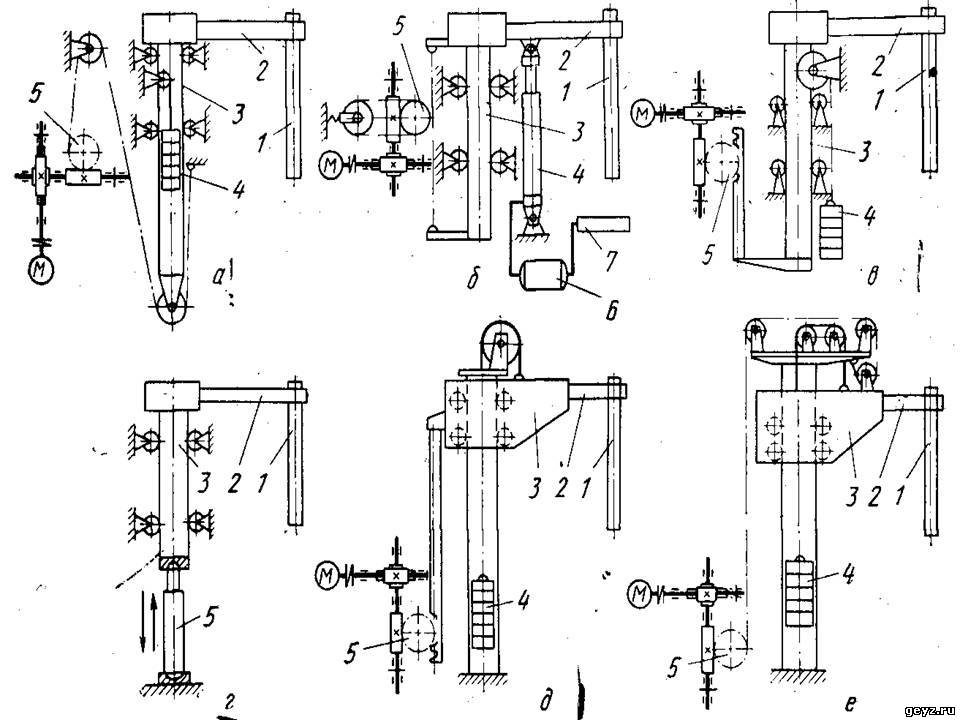
В дуговых сталеплавильных печах управление вводом электроэнергии каждой из трех фаз в плавильное пространство печи осуществляется при помощи автоматических регуляторов. Автоматические регуляторы измеряют фактические значения или соотношения тех или иных регулируемых величин и при отклонении их от заданного значения воздействуют на механизм перемещения электродов (исполнительный механизм). Механизмы перемещения электродов вследствие особых условий регулирования электрической мощности, вводимой в печь, должны удовлетворять следующим основным требованиям: 1) надежность в работе, удобство при ремонте и надзоре; 2) обеспечение работы без поломок электродов при упоре в шихту при ручном управлении и в нетокопроводящий скрап при автоматическом управлении; 3) гарантирование невозможности самопроизвольного опускания электродов под действием собственного веса; 4) минимальное и во всяком случае стабильное трение во всех, элементах системы; 5) максимально жесткая кинематическая связь двигателя с электродом, исключающая влияние эластичности звеньев на качество процесса регулирования; 6) минимальные зазоры к кинематической передаче; 7) максимально возможный к. п. д. и минимальное различие в статических моментах нагрузки при подъеме и спуске- электродов, что позволяет снизить мощность регулируемого двигателя и существенно улучшить динамические свойства системы регулирования; 8) быстрые разгон и торможение механизмов; 9) максимально возможная (при соблюдении устойчивости регулирования) скорость подъема электродов при автоматическом, а также при ручном управлении. РИС. 67, Схемы механизмов перемещения дуговых сталеплавильных печей: 1— электрод; 2 — электрододержатель; 3 — стойка (каретка); 4 — противовес; 5 — привод; 6 — ресивер; 7 — компрессор
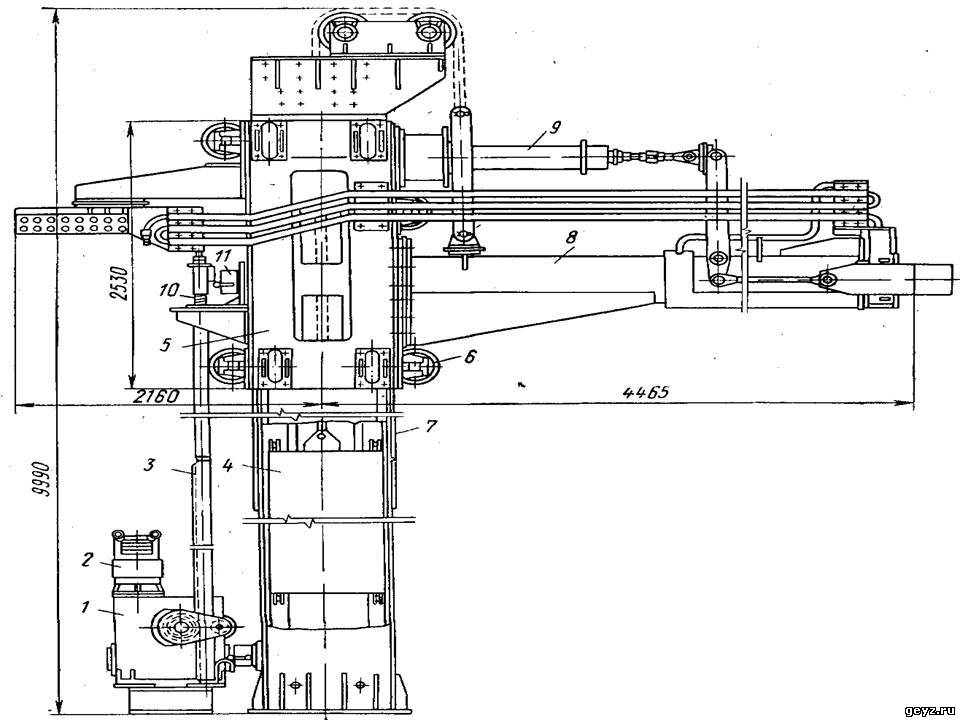
Возможно, более быстрый подъем электродов желателен для быстрой ликвидации толчков тока в период расплавления, что облегчает работу электрической аппаратуры, а также снижает непроизводительные потери электрической мощности, вводимой в электропечь. Скорость подъема зависит от скорости установившегося движения и от времени разбега механизма. Время разбега зависит от инерции всех подвижных частей механизма и от скорости переходных электромагнитных процессов в электрической схеме регулятора. В зависимости от типа привода различают механизмы с электрическим приводом (рис. 67, а, б, в, д, е) и гидравлическим (рис. 67, г). Электромеханические приводы выполняются как с канатно-барабанной передачей (рис. 67, а, б, е), так и с реечной (рис. 67, в, д). По конструктивному исполнению механизмов перемещения электродов последние делят на механизмы с перемещающимися каретками и неподвижными стойками (рис. 67, д, е) и механизмы с подвижными колоннами электрододержателей и неподвижной шахтой (рис. 67, а, б, в). Наибольшее распространение получили механизмы: с канатно-барабанной и реечной передачами с подвижной колонной, реечный механизм с перемещающейся карет¬кой и гидравлический механизм с подвижной колонной. Для уменьшения мощности привода на всех типах механизмов перемещения электродов, кроме гидравлических, применяют контргрузы (противовесы). Механизм перемещения электродов с электрическим приводом обычно состоит из электрического двигателя, редуктора (червячного или червячно-цилиндрического), механической передачи (канатло-барабанной, реечной или винтовой) и конструкций, несущих электрод. В приводе применяют шунтовые двигатели постоянного тока, снабженные небольшой сериесной обмоткой для получения линейных характеристик зависимости числа оборотов двигателя от силы тока нагрузки. Механизмы перемещения электродов с реечной передачей по своим эксплуатационным и регулировочным показателям значительно превосходят механизмы с канатно-барабанной передачей. На рис. 68 показан механизм перемещения электродов с реечной передачей, применяемый в новых конструкциях сталеплавильных печей ВНИИЭТО серии ДСП-100. Механизм состоит из электродвигателя 2 мощностью 6,5 кВт с частотой вращения 1550 об/мин, редуктора 1 реечной передачи 3, противовеса 4, каретки 5, перемещающейся роликами 6 по направляющим колонны 7, электрододержателя S, пружинно-пневматического зажима 9. В описанной конструкции механизма предусмотрено принудительное перемещение каретки как вверх, так и вниз с помощью пружины 10, установленной в месте крепления зубчатой рейки к каретке. Это позволило более полно сбалансировать каретку вместе с электрододержателей и электродом с противовесом и применить приводные электродвигатели сравнительно небольшой мощности. Предохранение от поломки электрода осуществляется следующим образом. При ручном управлении, когда электрод упрется в шихту, электродвигатель продолжает перемещать рейку 3 вниз, которая, преодолев жесткость пружины W (жесткость и ход пружины должны быть соответственно рассчитаны и отрегулированы), нажимает на путевой выключатель Л и отключает электродвигатель. Электрод в этот момент будет сжиматься усилием от собственного веса плюс усилие, обусловленное жесткостью сжатой пружины. Вероятность поломки электрода в этой схеме большая, чем в схеме механизма с канатно-барабанной передачей. Для гидравлических регуляторов характерны небольшие габариты и масса, а также высокое быстродействие (быстрота реакций на командный импульс), обусловленное главным образом малой инерцией подвижных частей и высокой силовой напряженностью. РИС. 68. Механизм перемещения электродов с реечной передачей дуговой сталеплавильной печи ДСП-100
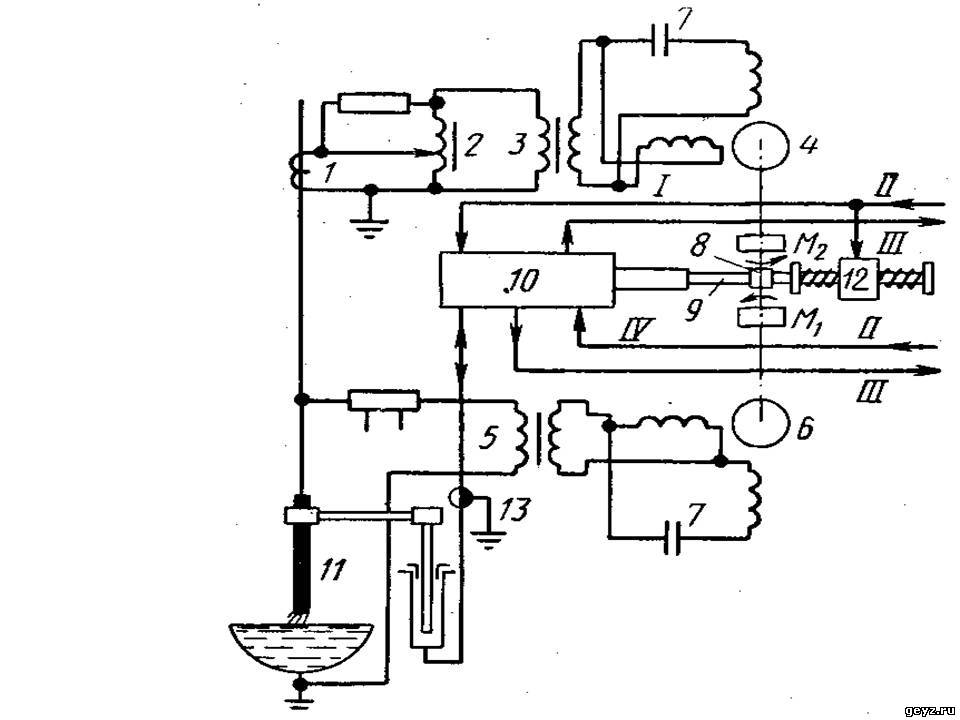
К преимуществам гидравлического привода также относятся практическое отсутствие запаздываний, зазоров, бесступенчатость регулирования скорости движения, а также плавность и устойчивость движения, простота и надежность предохранения от перегрузок и поломок электрода, простота эксплуатации и т. п. Положительный опыт эксплуатации механизмов перемещения электродов с гидроприводом позволил СКБ Новосибирского завода электротермического оборудования в новых сериях печей принять гидравлический привод как типовой для всех механизмов печи. РИС. 69. Принципиальная схема регулятора с гидравлическим приводом: I — управление; // — напорная линия; /// — слив; IV — силовая часть
На рис. 69 показана принципиальная схема управления механизмом перемещения электродов с гидравлическим приводом. Применение гидропривода позволило упростить кинематику механизма перемещения электродов, уменьшить габариты шахт за счет отсутствия противовесов, улучшить управляемость печей. Исполнительный механизм стал более быстродействующим, гибким, высокоточным. В связи с этим открылись , новые возможности улучшения качества регулирования электрического режима и основных технико-экономических показателей работы печей. Согласно схеме (см. рис. 69), сигнал, пропорциональный силе тока дуги, через трансформатор тока задатчик 2, распределительный трансформатор 3 подается на обмотки возбуждения и управления двигателя с полым ротором 4. Сигнал фазового напряжения дуги подается от разделительного трансформатора 5 на обмотки возбуждения и управления двигателя 6. Конденсатор 7 обеспечивает сдвиг фаз между токами возбуждения и управления, необходимый для появления вращающего момента. При заданном режиме развиваемые двигателями моменты равны и, так как они направлены в разные стороны, система неподвижна. В случае разбаланса момент одного из двигателей становится больше и система поворачивается. При "этом сидящее на валу двигателя зубчатое колесо S, сцепленное с рейкой 9, обеспечивает установку управляющего золотника гидроусилителя 10. Последний вызывает соответствующее перемещение поршня силового гидроцилиндра 11. Демпфер 12 является фильтром, не позволяющим системе реагировать на кратковременные возмущения в печи. Гидроусилители управляются от вспомогательных насосов, развивающих давление до 130 Н/см^ (13 кгс/см'). Энергия для перемещения электродов подается от насосно-аккумуляторной станции. Максимальная скорость перемещения электродов при автоматическом регулировании задается дросселем 13. Скорость перемещения электродов на действующих электропечах составляет 0,6—3 м/мин. Для повышения эффективности быстродействующих регуляторов, применение которых позволяет сократить продолжительность плавления и уменьшить случаи поломок электродов, следует увеличить скорость перемещения электродов при автоматическом управлении вниз до 2 и вверх до 4 м/мин, обеспечив при этом скорость перемещения электродов на ручном управлении до б м/мин. Осуществить требуемые скорости можно только при применении гидравлических регуляторов электродов.