Главная » 2013 » Август » 8 » Смазка стальных канатов - требования к смазке и периодичность.
19:47
Смазка стальных канатов - требования к смазке и периодичность.
СМАЗКА СТАЛЬНЫХ КАНАТОВ
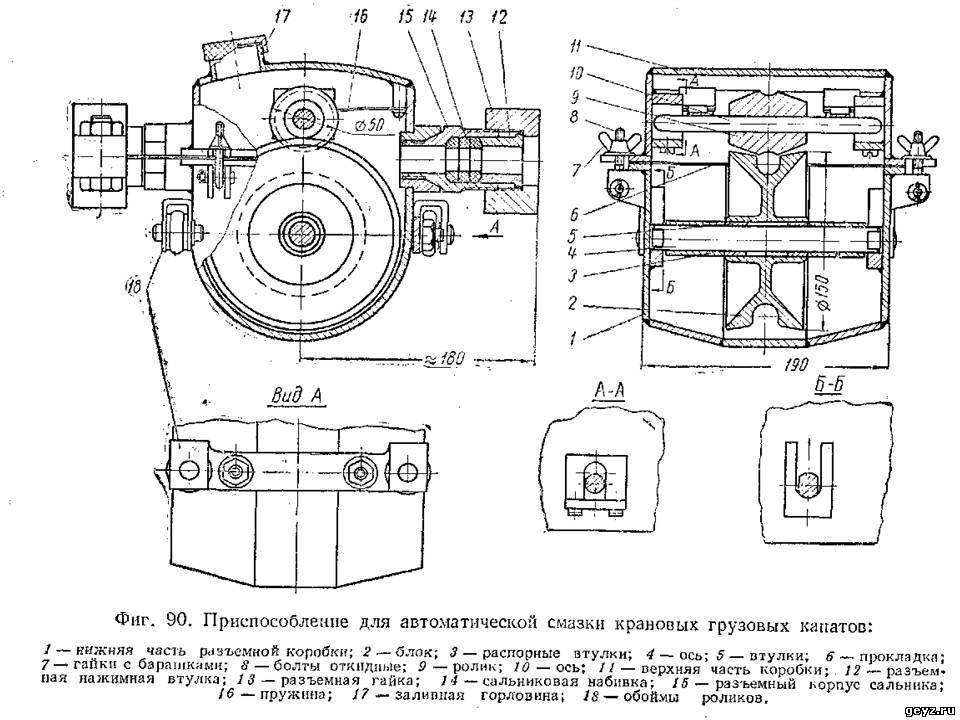
Для предохранения от коррозии стальные канаты пропитывают маслом или разогретой смазкой на местах их производства. Помимо этого канаты систематически смазывают в процессе эксплуатации. Смазка предохраняет канат от ржавчины и быстрого износа, вызываемого трением каната о поверхность барабанов и блоков, с которыми он соприкасается во время работы, а также от износа вследствие трения проволок и прядей между собой. Для смазывания тросов широко применяется специальная канатная смазка (ГОСТ 5570—50), которая готовится путем сплавления 40% петролатума, 10% нефтебитума с масляным гудроном (остальное до 100%). В нее добавляют также до 10% канифоли для увеличения липкости и 3% графита. Для смазывания тросов, используемых на лесосплавных и других аналогичных работах, применяют также смазку канатную для стальных тросов, состоящую из смеси цилиндрового масла с 18—25% озокерита. При отсутствии специальной канатной смазки ее можно заменить и другими смазками, например солидолами, к которым желательно добавлять 5—10% графита. Канатную смазку можно также приготовить на месте из смеси 90—95% солидола с 10—5% битума марки III (смешивать при температуре не выше 60° во избежание порчи солидола) или 60% машинного или осевого масла с 40% битума марки III (смешивать при 60—80°). Жидкое масло для смазки канатов не рекомендуется вследствие быстрого стекания, а применение отработанного масла для этих целей недопустимо. Рекомендуемая периодичность смазки канатов: а) на кранах, работающих при нормальных, температурах в закрытых помещениях, в механо-сборочных и вспомогательных цехах и цехах металлоконструкций, — через 1—2 месяца; б) на литейных, ковочных и других металлургических кранах, работающих в условиях высоких температур и запыленности, а. также на кранах, работающих в условиях высокой влажности и на открытом воздухе (эстакадные, козловые, башенные, железнодорожные краны, экскаваторы и пр.), 1—2 раза в месяц; в) на кранах малой грузоподъемности, напряженно работающих в 3 смены, и на других напряженно работающих кранах — от 2 до 4 раз в месяц; г) на редко работающих кранах и механизмах — 1 раз в квартал. Смазка канатов может производиться различными способами как с применением смазочных приборов, так и вручную. Один из простейших и распространенных способов смазки состоит в следующем. Ручьи барабана и навитый на него канат предварительно очищаются щеткой или ветошью от старой загрязненной смазки. Затем канат разматывается. На освободившиеся ручьи барабана с помощью кисти или щетки наносится свежая канатная мазь слоем, до 1 мм, после чего канат наматывается на барабан и на него также наносится слой свежей смазки. Путем последовательного подъема и опускания канат несколько раз разматывается и вновь наматывается на барабан с целью равномерного распределения смазки по его поверхности. Нижний участок каната смазывается вручную. Для смазки канатов на кранах, работающих на открытом воздухе зимой, можно применять масло осевое. Канаты, работающие в сильно запыленной атмосфере, перед нанесением свежей смазки тщательно очищают от старой засохшей и загрязненной смазки металлической щеткой с последующей протиркой ветошью, смоченной в легком индустриальном масле. Смазка канатов кран-балок производится с ремонтных площадок. Смазка канатов вручную производится при неподвижном барабане. Категорически воспрещается производить чистку и смазку канатов и барабанов при движущихся механизмах крана. Персонал, выполняющий чистку и смазку канатов, должен проходить соответствующий инструктаж по технике безопасности. Расход смазки для канатов можно приближенно определять из расчета 3 г на каждый миллиметр его диаметра при длине 1 м. Например, для каната диаметром 19 мм и длиною 50 м единовременный расход смазки составит 3x19x50=2850 г. Расход смазки на первичную пропитку канатов берется в два-три раза больше. В ряде случаев смазку крановых канатов можно механизировать и автоматизировать. На фиг. 90 приводится приспособление конструкции Н, В. Михайлова для автоматической смазки крановых грузовых канатов. Приспособление состоит из сварной разъемной коробки 1, в нижней части которой в опорах укреплена ось 4 с распорными втулками 3, втулками 5 и блоком 2. Для каната диаметром 19 мм блок имеет диаметр 150 мм. Большая часть наружной поверхности каната будет смазываться, соприкасаясь с поверхностью ручья блока 2. В верхней части корпуса 11 на оси 10 жестко посажен ролик 9 диаметром 50 мм. Смазываемый канат располагается в ручьях между роликами. Пластинчатыми пружинами 16 канат плотно прижимается к блоку. При помощи войлочной или фетровой набивки 14 в корпусе 15 сальника предохраняют вынос смазки тросом и вытекание ее при наклонном положении коробки. По мере износа сальники уплотняются перемещением нажимных втулок 12 путем подтягивания разъемных гаек 13. При установке приспособления 1 около барабана (фиг. 91) оно может перемещаться по специальным направляющим параллельно оси барабана 4 вместе с канатом 3, для чего к корпусу болтами крепятся две обоймы 18 с роликами (фиг. 90). При сборке нижнюю часть коробки устанавливают роликами на направляющие из уголка 32x32x4. Канат помещают в ручей ролика 9. Верхняя часть коробки к нижней крепится четырьмя откидными болтами 8 и гайками 7 с барашками. В разъеме устанавливается маслостойкая прокладка 6. После сборки через горловину 12 в картер приспособления заливается разбавленная минеральным маслом до густотекучей консистенции канатная смазка. Количество залитой смазки должно обеспечивать смазку каната за один его проход. Смазка в картер заливается не выше места разъема.
Под действием движущегося каната блок 2 вращается и своими ребордами захватывает смазку, смазывает канат снизу и с боков, а также смазывает поверхность ролика 9, с которого смазка в свою очередь попадает на верхнюю часть каната. После того как канат смазан, с целью предотвращения износа сальника из последнего убирается набивка 17, а все приспособление может не разбираться. Для смазки каната по всей длине второе такое приспособление ставят у головки стрелы крана. Подобные приспособления могут применяться для смазки канатов не только на стреловых кранах, но и на кранах других типов, так как при надежном сальниковом уплотнении приспособление можно подвешивать на канаты под любым углом наклона к горизонту. Размеры деталей и объем картера приспособления зависят от диаметра и длины смазываемого каната. Применение указанных приспособлений сводит до минимума затраты ручного труда при смазывании канатов, а расход канатной смазки при этом в 2—3 раза меньше, чем при смазке ручным способом.