СОЕДИНЕНИЕ ДЕТАЛЕЙ ПРЕССОВОЙ ПОСАДКОЙ ПРИ ПОМОЩИ ТАРИРОВАННОГО УДАРА
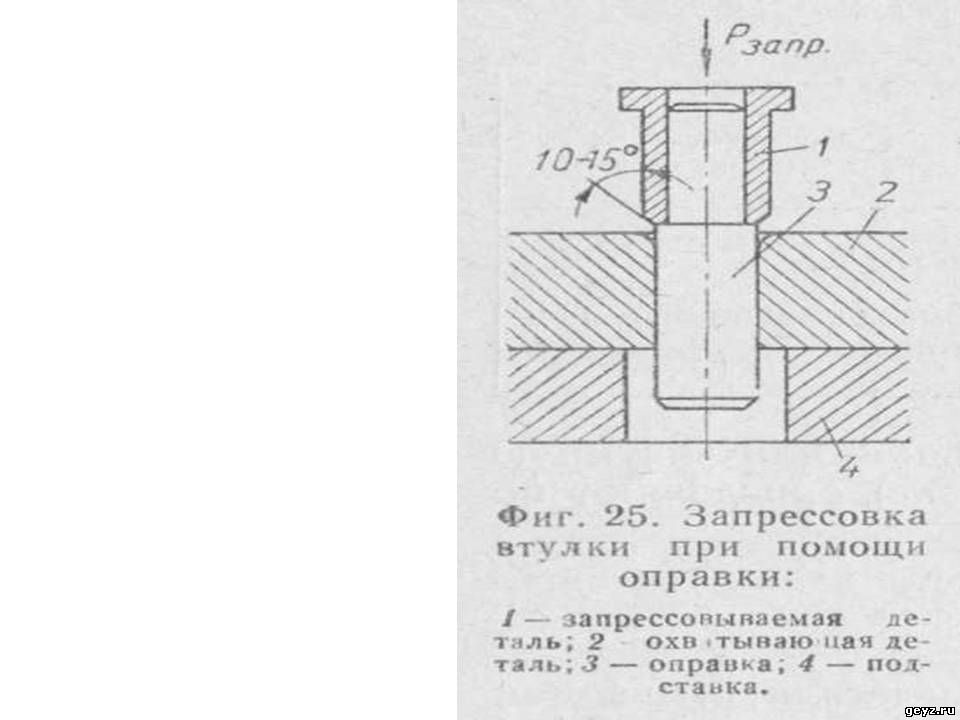
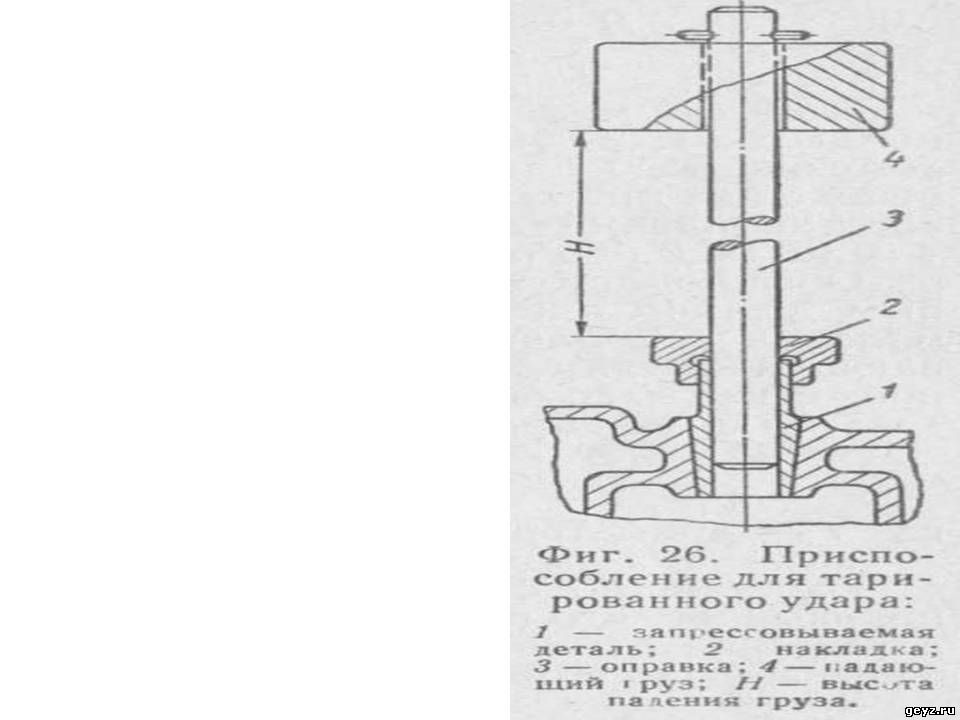
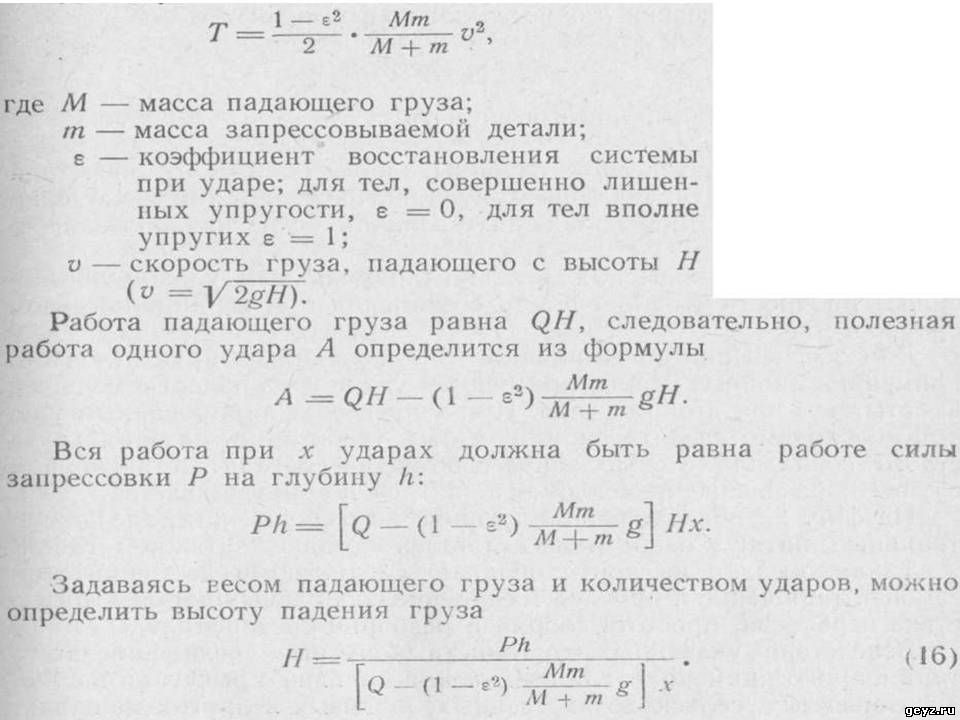
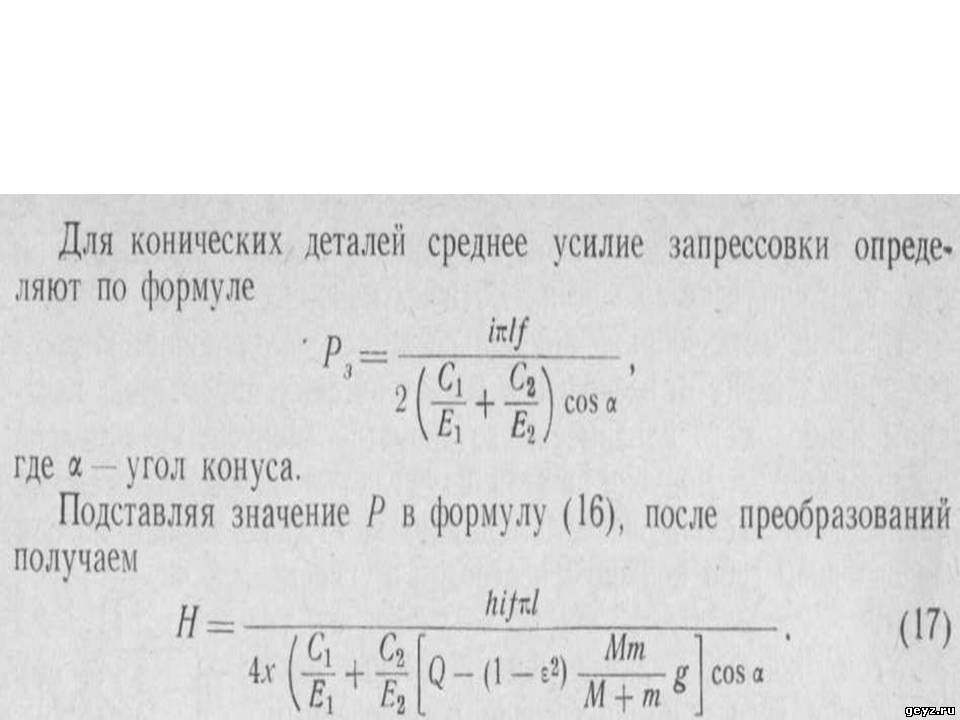
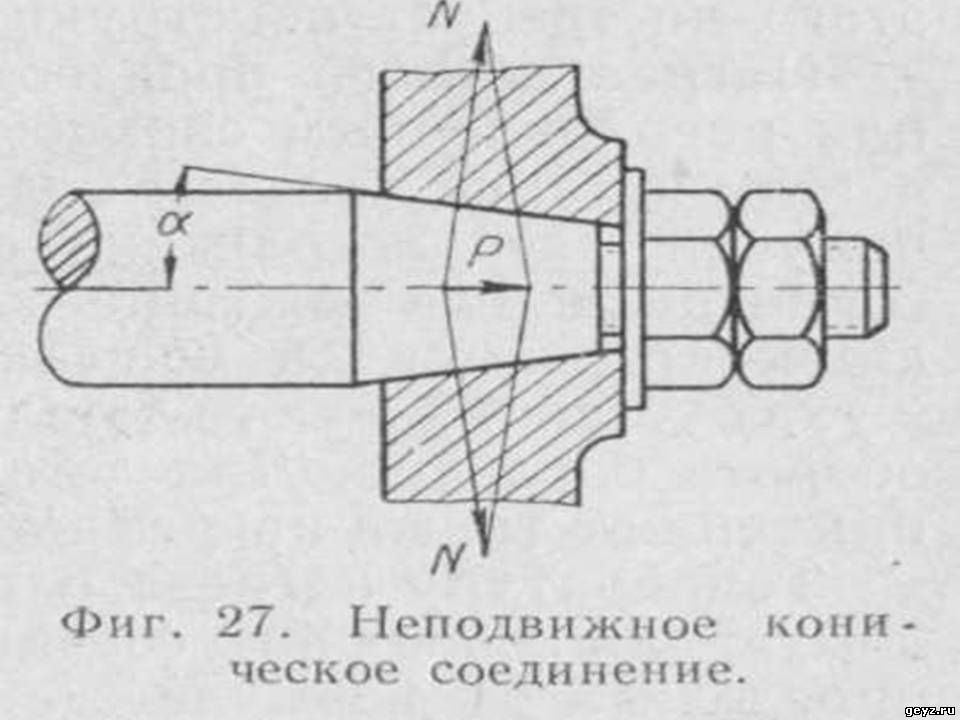
В современных конструкциях можно встретить запрессовываемые детали конической формы (конические направляющие в двигателях внутреннего сгорания, седла клапанов, зубчатые колеса на конических валах, конические штифты, соединяющие муфты и эксцентрики с валами, шатуны с кольцами в обувных машинах и пр.). Правильность сопряжений в паре деталей всех конических соединений зависит от нескольких геометрических параметров: величины наибольшего и наименьшего диаметров конуса, угла уклона и длины конуса. Допуски на величину угла уклона обычно выражают в виде допускаемой разности предельных отклонений большого и малого диаметров конуса с переводом в угловые меры. Угол конуса, как правило, очень мал, вследствие чего при запрессовке обыкновенным ручным или механическим способом могут возникать весьма большие радиальные усилия, способные вызвать остаточные деформации или трещины, особенно в тонких стенках запрессовываемых деталей. Поэтому запрессовку таких деталей производят тарированным ударом, используя живую силу определенного груза, падающего с определенной высоты (фиг. 26). Пользуясь частным случаем теоремы об ударе, можно определить потерянную на удар живую силу Этой формулой определяется взаимная зависимость между основными геометрическими размерами прессуемых деталей и величиной допускаемого натяга. Однако для получения должных результатов необходим правильный выбор коэффициента трения и коэффициента восстановления е; для практических расчетов можно принять f = 0,08 - 0,085 и в =0,5 (для стальных деталей). Обычно при запрессовке деталей конической формы тарированным ударом вначале охватываемую деталь ударом тарированного молотка заколачивают на некоторую глубину в отверстие охватывающей детали, а затем запрессовывают падающим с определенной высоты грузом. Глубину запрессовки И определяют по формуле: Отклонение фактической глубины запрессовки h от расчетной показывает, что натяг по длине конуса распределяется неравномерно вследствие отклонений от заданных величин углов наклона запрессовываемых деталей. Запрессовка конических деталей тарированным ударом обеспечивает прочность и однородность соединения при серийно-массовом производстве. Для обеспечения более плавного прессования на практике часто применяют двойные удары; при первом ударе груз падает с меньшей высоты, чем при втором ударе. При запрессовке тарированным ударом необходимо следить за тем, чтобы траектория падения груза строго совпадала с осью запрессовываемой детали, в противном случае образование необходимого натяга не обеспечивается. На фиг. 27 показан вариант конического соединения, где диаметральный натяг у сопрягаемых деталей создают затяжкой гайки. Такая посадка на конус обладает следующими достоинствами: самоцентрирование и прочное соединение собираемых деталей, отсутствие перекосов, простота сборки и разборки соединения. Вследствие указанных достоинств конусные соединения этого типа широко применяют для соединения пальцев с рычагами в обувных, швейных, сельскохозяйственных, пищевых и других машинах. Перед сборкой деталей необходимо подобрать их по конусу с проверкой на «качку», «краску» и на глубину посадки охватывающего конуса. При затяжке гаек конус охватываемой детали втягивается в коническое отверстие охватывающей детали и на сопрягаемых поверхностях создается давление N, величина которого зависит от угла наклона образующей конуса — а и усилия затяжки Р. Величину давления N определяют по формуле: При малых углах а и очень больших усилиях затяжки гаек возникающее давление N может вызвать смятие контактных поверхностей или разрыв втулки. Для предотвращения этого при сборке рассматриваемых соединений необходимо соблюдать предосторожность и применять ключи с тарированным моментом или контролировать глубину посадки. Внимательное отношение к запрессовке конусных соединений позволяет добиться хорошего качества сборки.