Главная » 2015 » Март » 11 » Соединение деталей прессовой посадкой с подогревом или охлаждением.
18:47
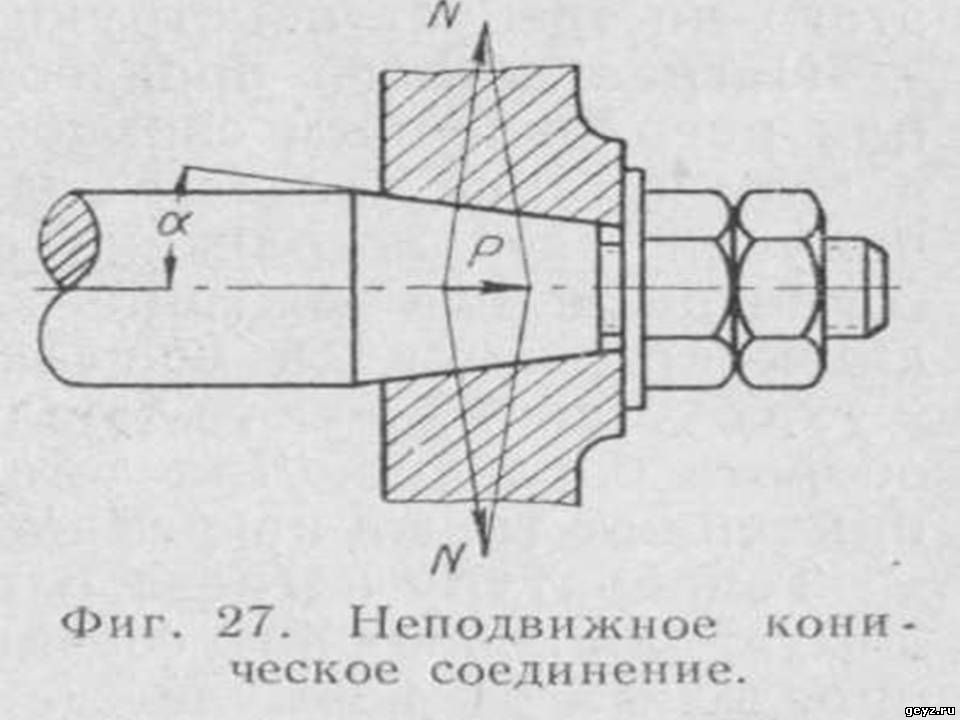
Соединение деталей прессовой посадкой с подогревом или охлаждением.
СОЕДИНЕНИЕ ДЕТАЛЕЙ ПРЕССОВОЙ ПОСАДКОЙ С ПОДОГРЕВОМ ИЛИ ОХЛАЖДЕНИЕМ
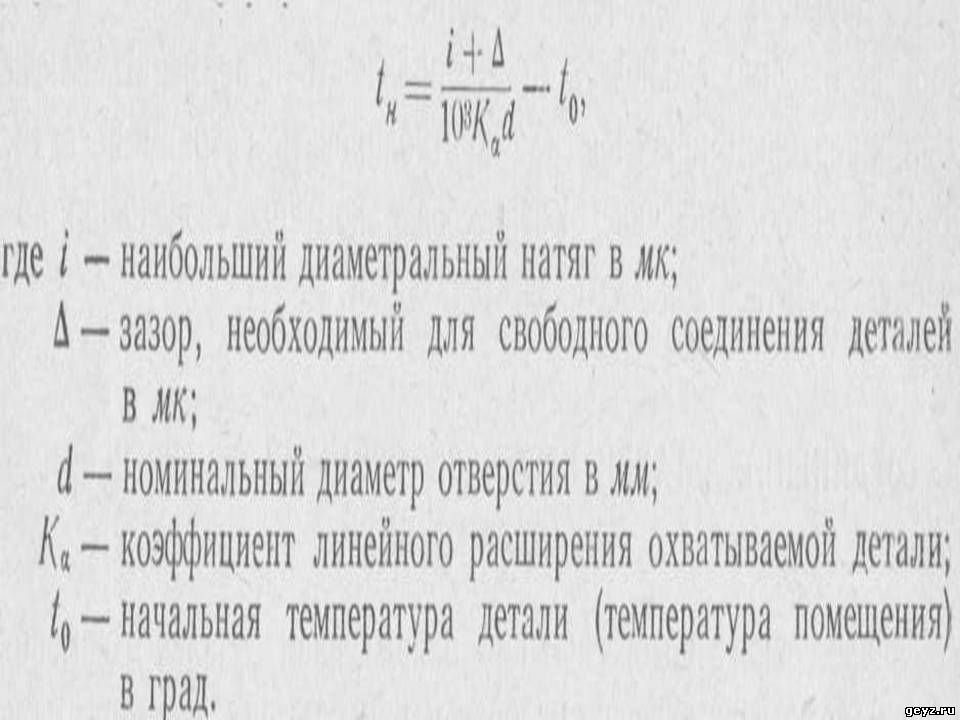
Запрессовка с подогревом или охлаждением деталей (термопосадка) применяется главным образом при больших диаметрах или натягах больше 0,1 мм, когда запрессовка в холодном состоянии может привести к порче деталей. Запрессовку с подогревом или охлаждением применяют и в случаях, когда мощность наличного оборудования недостаточна для запрессовки деталей в холодном состоянии. Сущность термопосадки заключается в том, что при изменении температуры одной детали получают тепловое расширение материала или усадку его при охлаждении. В этом случае натяг (измеренный) уменьшается до нуля или обращается в зазор, что позволяет легко произвести соединение. Охватывающую деталь нагревают до определенной температуры и свободно или с незначительным усилием насаживают на охватываемую деталь. После выравнивания температуры обеих деталей охватывающая деталь сжимается, прочно соединяясь с охватываемой деталью, и таким образом заданный натяг получается за счет сжатия последней. Опытные данные о работе соединений, полученных за счет тепловых деформаций, показывают большую прочность их по сравнению с прочностью прессовых соединений деталей в холодном состоянии. Это объясняется тем, что при запрессовке в холодном состоянии неровности на сопрягаемых поверхностях при их взаимном осевом совмещении сглаживаются, что не наблюдается при посадках с нагревом (охлаждением) деталей. Преимущество метода горячей посадки заключается и в том, что при пользовании им нет необходимости в высокой чистоте отделки поверхностей сопрягаемых деталей, если этого не требует конструкция машины. Нагрев деталей производят в ваннах с горячей водой, маслом или расплавленным свинцом, обеспечивающих равномерный прогрев детали и узкие пределы колебаний температуры. В последнее время получил распространение способ нагрева деталей в электропечах сопротивления барабанного типа. Печь имеет вертикальный цилиндрический кожух и вращающийся под, на который через окно кожуха устанавливают деталь, вынимая ее после одного полного оборота барабана. Для деталей цилиндрической (кольцевой) формы применяют также нагрев индукционными токами. Температуру нагрева охватывающей детали (/„ в град.), необходимую для свободного соединения ее с охватываемой деталью, можно определить по формуле Во всех случаях температура нагрева деталей не должна превышать 100—120°, так как при более высоких температурах возможны деформации материала и снижение твердости поверхностей термически обработанных деталей. При больших размерах охватывающих деталей (например, при запрессовке втулок или подшипников в картеры, станины, коробки редукторов и т. п.), для нагрева которых требуется специальное оборудование, большие затраты электроэнергии и длительное время, целесообразно получать необходимый для сопряжения деталей зазор путем охлаждения охватываемой детали. Использование жидкого воздуха и твердой двуокиси углерода расширяет область применения посадок с охлаждением, особенно в тех случаях, когда нагрев деталей невозможен по условиям термической обработки, из-за наличия покрытий или по другим причинам. Охлаждение производят в специальных сосудах, наполненных жидким воздухом, в электрических холодильниках (рефрижераторах), в камерах-термостатах с уложенной внутри твердой двуокисью углерода. В жидком воздухе деталь охлаждается до —192°. Продолжительность охлаждения зависит от размеров детали и устанавливается опытным путем (обычно она составляет несколько минут). Охлаждение деталей твердой двуокисью углерода производят в специальной ванне (фиг. 28). В ванне с двойными стенками, пространство между которыми заполнено термоизоляционным материалом 1, имеются две перегородки, образующие три отделения: в среднее наливают охлаждающую жидкость, основной частью которой является спирт, два крайних заполняют твердой двуокисью углерода. Охлаждающая жидкость свободно циркулирует через отверстия в перегородках, непосредственно соприкасаясь с твердой двуокисью углерода. Деталь, помещаемая в среднее отделение на 20—69 мин. (в зависимости от веса), охлаждается до —80°. Если величина усадки, полученной при охлаждении охватываемой детали, недостаточна для свободного соединения, охватывающую деталь нагревают в подогретой жидкости (обычно в воде или масле). Такой комбинированный метод применяют с успехом во многих случаях.