СОЕДИНЕНИЕ ДЕТАЛЕЙ ПРЕССОВОЙ ПОСАДКОЙ В ХОЛОДНОМ СОСТОЯНИИ
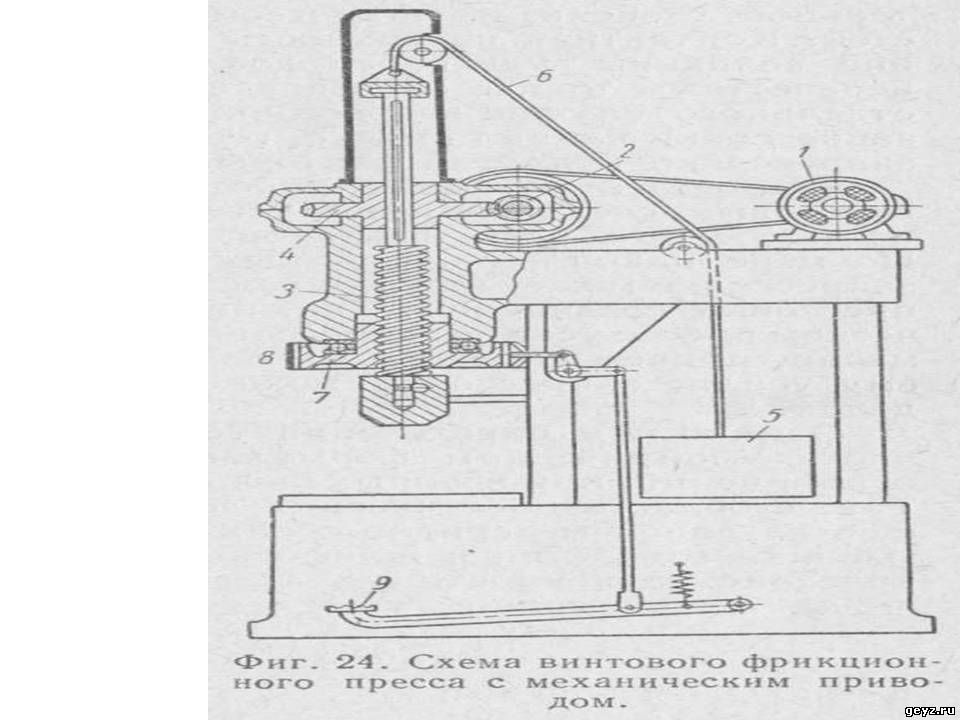
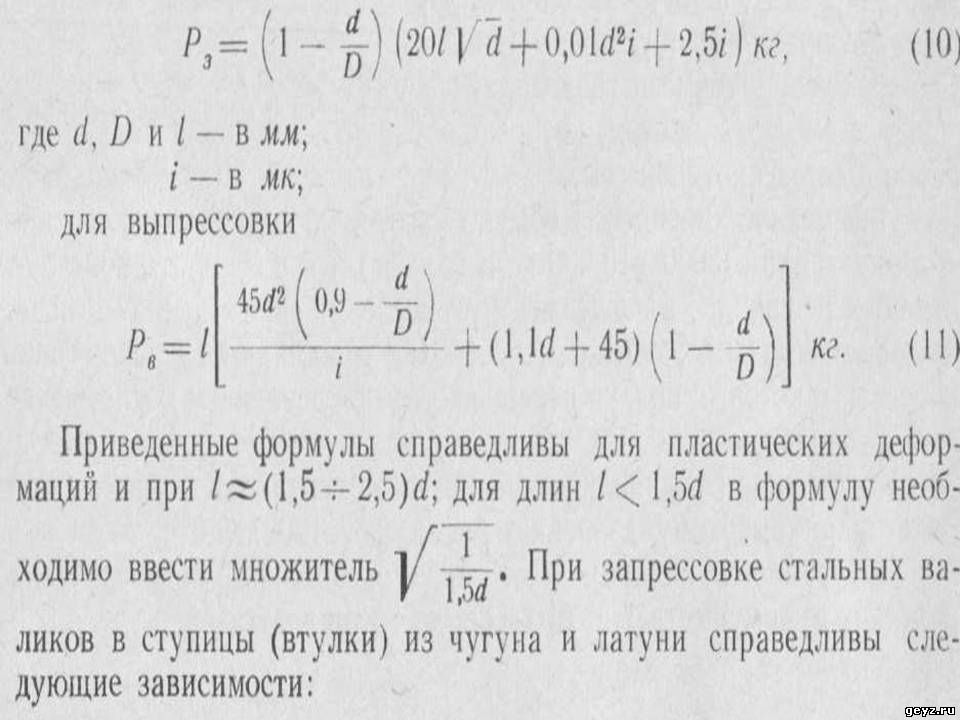
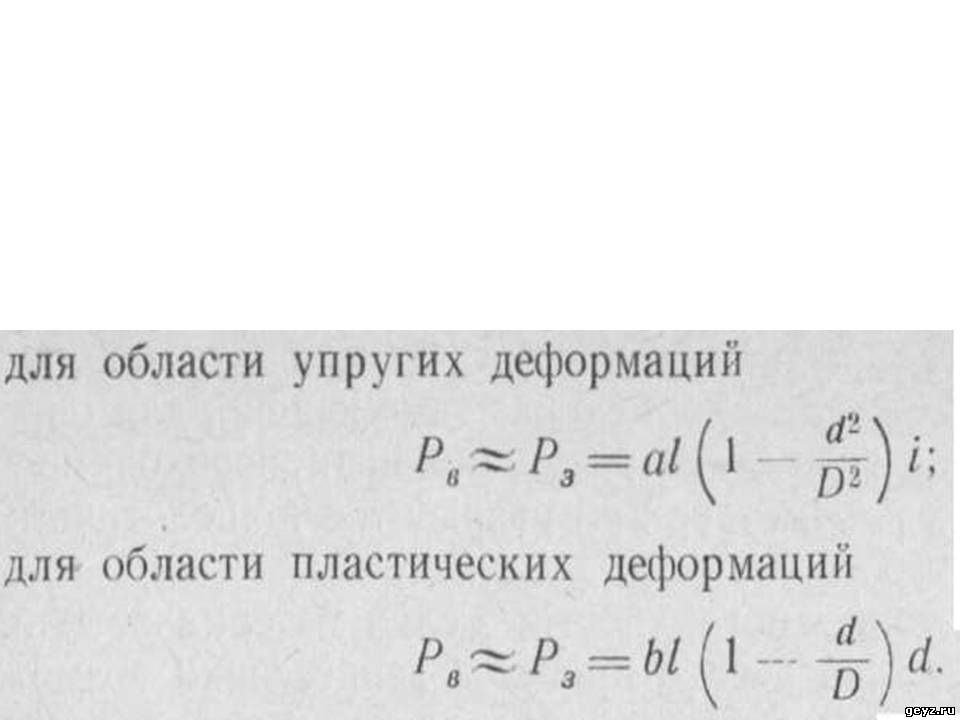
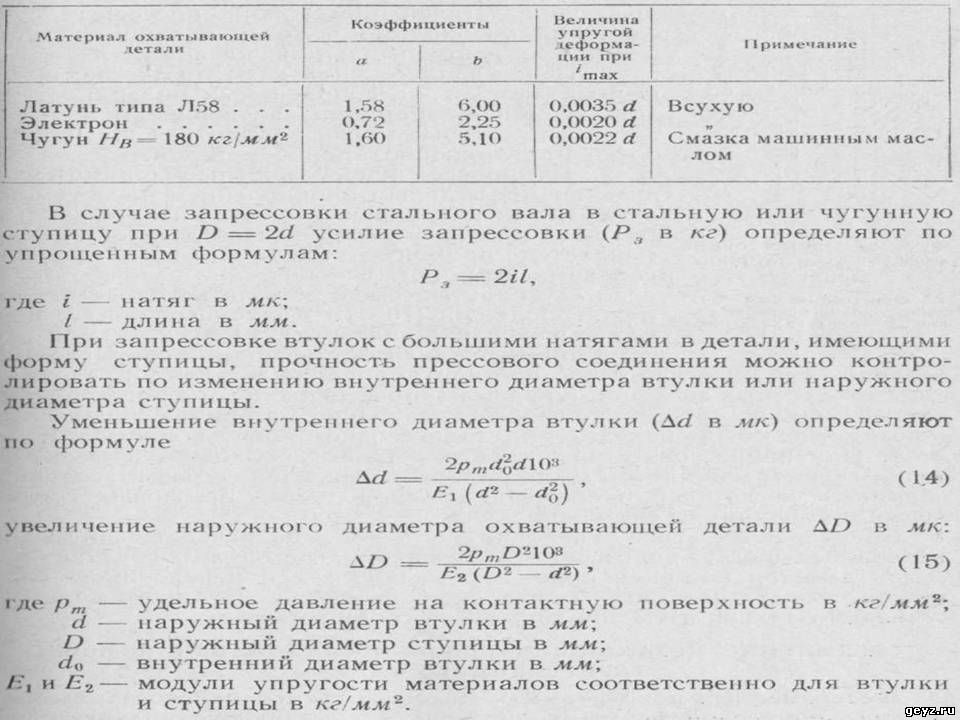
Операция соединения деталей прессовой посадкой в холодном состоянии заключается в том, что охватываемую деталь под давлением пресса вводят в отверстие охватывающей детали (запрессовка) или, наоборот, охватывающую деталь насаживают ее отверстием на охватываемую деталь (напрессовка). Повторяемость запрессовок и выпрессовок при разборке и сборке машин в эксплуатации имеет особо важное значение с точки зрения сохранения прочности соединения. На прочность прессового соединения может также влиять скорость запрессовки и выпрессовки. При резком повышении скорости (например, с 2 до 20 м/сек) усилия запрессовки несколько понижаются, особенно при больших натягах, в области пластической деформации. При запрессовке и выпрессовке рекомендуется принимать скорость не выше 2—5 м/сек. Усилие, необходимое для запрессовки и выпрессовки деталей (Р кг), определяется величиной контактной поверхности сопрягаемых деталей, величиной удельного давления и коэффициентом трения по формуле Значение коэффициента трения необходимо выбирать раздельно для случаев запрессовки и выпрессовки в зависимости от материала и способа смазки. Основным оборудованием для выполнения прессовых соединений служат прессы различных типов — ручного действия, с механическим приводом, пневматические и гидравлические. Прессы ручного действия (эксцентриковые и рычажные), обычно применяемые при запрессовке деталей относительно небольших размеров, развивают усилие 1000—1500 кг. Для запрессовки деталей с усилием до 5000 кг большей частью применяют винтовые прессы с механическим приводом. На фиг. 24 изображен винтовой фрикционный пресс с механическим приводом. Электродвигатель 1 через червячную передачу 2 приводит во вращение многозаходный несамотормозящийся винт 3, который скользит в червячном колесе 4 в осевом направлении. Подъем винта осуществляется при помощи противовеса 5, подвешенного на трос 6. На винте помещена гайка 7 с тормозным барабаном, который затормаживает опускание винта при помощи ленточного тормоза 8, затягиваемого нажатием на педаль 9. В этом случае гайка останавливается и винт, ввинчиваясь в нее, создает прессующее усилие. При освобождении тормоза гайка вращается вместе с винтом, который поднимается противовесом. Пневматические прессы обычно изготовляют для широкого диапазона усилий (3000—15 000 кг и больше) и в различных конструктивных решениях, в зависимости от условий применения. Для получения больших давлений (10—100 т) применяют гидравлические прессы, у которых ползун перемещается под давлением масла, нагнетаемого насосом. Конструкции гидравлических прессов отличаются компактностью благодаря высокому давлению масла (25—120 кг/см2). Для запрессовки применяют также специальные автоматические станки, преимущественно при сборке мелких деталей. Усилие запрессовки в зависимости от величины действительного натяга можно определить только с некоторым приближением, так как для точного определения необходимо знать каждый из параметров, влияющих на силу запрессовки. Так, например, величина поверхности соприкосновения (контактной поверхности) определяется не только величинами геометрических параметров d и I, но в значительной степени и микрогеометрией соприкасающихся поверхностей. Контактная поверхность не является зеркальной, и определение величины удельного давления является условным. Остается неизвестным точное значение коэффициентов трения для каждого отдельного случая запрессовки. Кроме того, на величину усилия запрессовки влияют смазка, геометрическая форма детали, скорости запрессовки и другие факторы. Следовательно, возможность точно контролировать прочность прессовых соединений по усилию запрессовки усложняется трудностью учета всех факторов, влияющих на усилие запрессовки. По мере накопления опытных данных метод контроля по усилию запрессовки может явиться важным средством повышения надежности прессовых соединений. Так, при запрессовке деталей на гидравлическом прессе усилие запрессовки можно контролировать по давлению масла, причем давление масла и, следовательно, пропорциональное ему усилие запрессовки можно регулировать в определенных пре¬делах. Однако при определении усилий запрессовки и выпрессовки по чисто эмпирическим формулам необходимо считаться с рядом ограничений, при которых были выведены эмпирические зависимости. Так, в области пластических деформаций при массивной охватываю¬щей детали и материале обеих деталей (сталь 35—40) при развертывании отверстия и шлифования вала можно рекомендовать эмпирические зависимости 1: для запрессовки (13) Значение коэффициентов а и b для шлифованного вала и развернутого отверстия приведены в табл. 8.
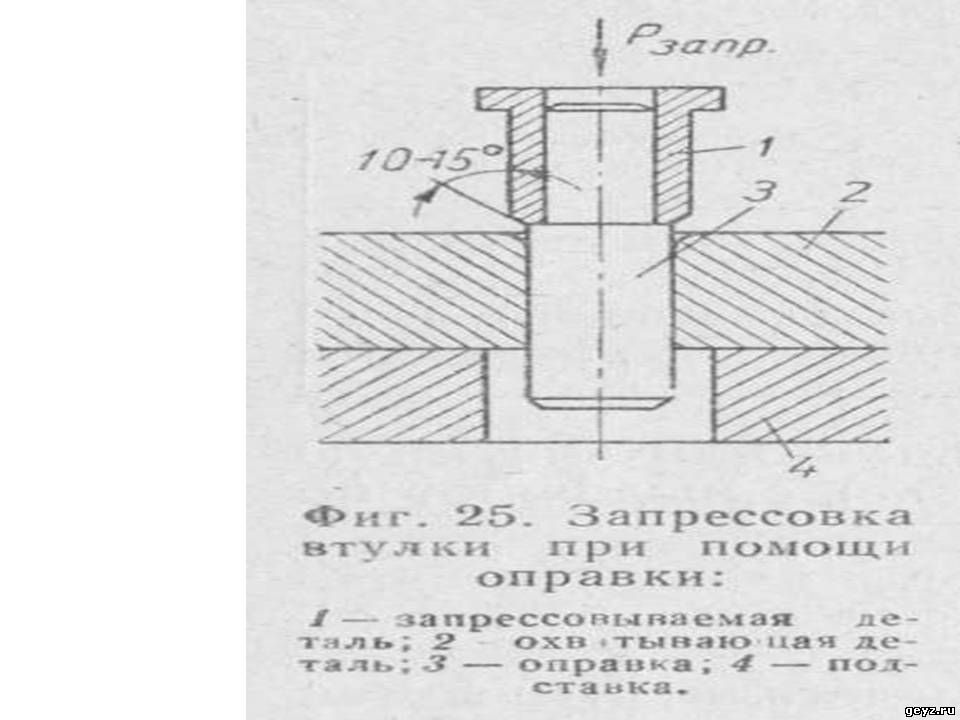
Таблица 8 Значения коэффициентов а и Ь В тех случаях, когда внутренний диаметр втулки или наружный диаметр охватываемой детали входят в размерную цепь, для определения допуска замыкающего звена размерной цепи, необходимо учитывать изменения этих параметров при разработке технологического процесса сборки данного узла. При прессовой посадке поверхностные слои материала деталей деформируются, вследствие чего в процессе запрессовки возможны перекосы, задиры и другие дефекты, приводящие к порче деталей. Обусловленная чистота обработки сопрягаемых поверхностей при запрессовке деталей в холодном состоянии все же иногда не избавляет от заклинивания запрессовываемых деталей. Для правильной и качественной запрессовки деталей при сборке прессовых соединений необходимо поэтому выполнять еще некоторые дополнительные указания. 1. Перед запрессовкой надо тщательно проверить, нет ли на сопрягаемых поверхностях деталей рисок, царапин, заусенцев и других дефектов, которые могли получиться при обработке или транспортировке деталей. 2. В процессе запрессовки необходимо следить за правильным направлением прессуемой детали, так как перекос может вызвать заклинивание и порчу поверхностей деталей. Рекомендуется применять направляющие приспособления (фиг. 25). 3. У охватываемой детали необходимо делать небольшой (10—15°) заходный конус, а у охватывающей — галтель (r = 1,5-2 мм) или фаску (30—45°); такая форма кромок сопрягаемых поверхностей облегчает взаимное центрирование деталей и предохраняет от местных заеданий во время запрессовки. Кроме того, снятие острых кромок предотвращает сострагивание материала (последнее особенно легко происходит при запрессовке бронзовых втулок). 4. При запрессовке поверхности деталей необходимо смазывать тонким слоем машинного масла, чтобы избежать задиров и заедания сопрягаемых деталей и обеспечить однородность прессовых соединений по величинам сил сцепления.
Приведенные выше указания, конечно, не исчерпывают всех возможных средств повышения качества сборки прессовых соединений. Здесь имеется широкое поле деятельности для передовиков-сборщиков, инициатива которых играет решающую роль при усовершенствовании технологического процесса сборки машин.