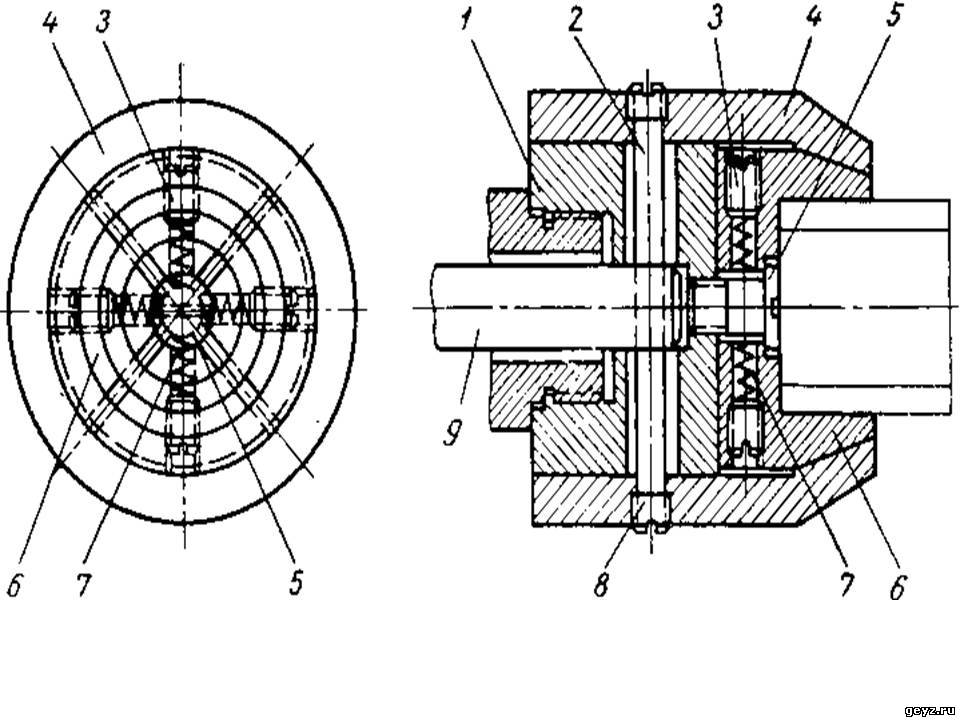
С развитием крупносерийного и массового производства постоянно росли требования к повышению точности центрирования обрабатываемого изделия. Универсальность патронов стала менее необходимой. Это обстоятельство привело к созданию специальных зажимов, предназначенных для выполнения одной технологической операции при обработке одной определенной заготовки или группы конструктивно и технологически однородных заготовок. На фиг. 21 дан специальный патрон для закрепления заготовки по предварительно обработанной поверхности. Штанга 9, связанная с приводом патрона, крепится к патрону посредством пальца 2. Палец проходит через отверстие в штанге и закрепляется винтами 8 во втулке 4. Отверстие, выполненное для прохождения пальца 2 через корпус 1, делается с зазором, обеспечивающим продольное перемещение пальца. Корпус 1 жестко закрепляется на шпинделе станка. Зажим и центрирование заготовки осуществляется четырьмя сегментными кулачками 6, Каждый кулачок имеет отверстие, в котором установлена пружина 7 с регулировочным винтом 3. Наружный конус кулачка соответствует внутреннему конусу втулки 4. Точность работы патрона зависит от качества подгонки втулки 4 к корпусу 1. Винт 5 служит для упора пружин 7, одновременно прижимая торцы кулачков 6 к торцу корпуса i. При перемещении штанги 9 вперед происходит перемещение втулки 4 кулачки 6 под действием пружин 7 расходятся, что дает возможность снять или установить заготовку., Закрепление заготовки производится обратным перемещением штанги. Патрон обеспечивает точное центрирование и закрепление, а также допускает установку заготовок без остановки шпинделя станка. Фиг. 21. Специальный четырехкулачковый патрон для точного центрирования и зажима детали.