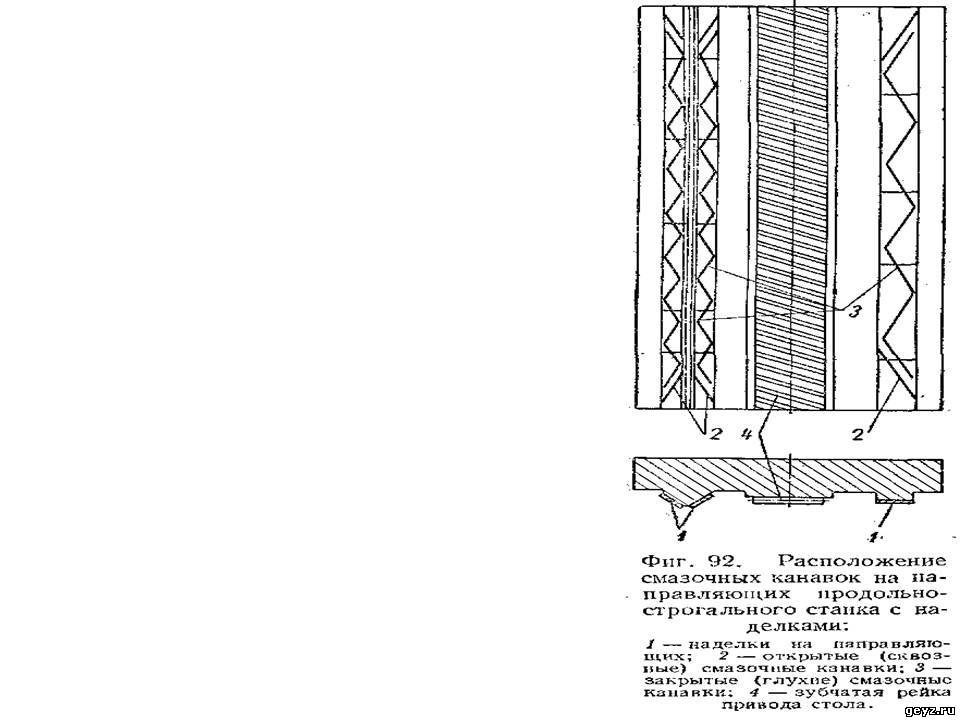
Износ и задиры направляющих скольжения в станках приводят к потере точности станков, аварийному выходу их из строя и могут быть устранены только при ремонте, связанном с большими затратами труда и простоями оборудования. Направляющие скольжения, как правило, работают при сравнительно небольших скоростях и удельных давлениях. Направляющие столов, планшайб и других ползунов имеют скорости скольжения порядка 0,5—1,5 м/сек, а при движениях подачи — около 0,02—20 мм/сек. Удельное давление на направляющие станков бывает в пределах 1—5 кг/см2, но в отдельных случаях при малых скоростях скольжения может достигать 100 кг/см2, что для чугунных направляющих создает опасность схватывания металлов и образования задиров. Наиболее частой причиной задиров является попадание на направляющие различных абразивных частиц: песка, окалины, стружки, наждачной пыли и др. Имея высокую твердость, эти абразивные частицы вызывают царапины, риски и задиры, достигающие иногда глубины 0,5—3 мм. Появлению задиров способствуют: нерегулярная чистка и смазка направляющих; неисправность смазочных приборов или неправильная регулировка количества подаваемого смазочного материала; неправильно выбранный смазочный материал, плохое его качество и чрезмерная загрязненность; деформация столов и план-шайб от резких колебаний температур трущихся поверхностей или от неравномерной затяжки болтов и забивки клиньев в пазы столов для крепления деталей, и др. Для защиты направляющих от задиров применяются различные эксплуатационные, технологические и конструктивные меры. Исключительно большое значение имеет правильная эксплуатация и уход. Нельзя допускать установку и обработку деталей, вес которых превышает расчетные паспортные данные станка. Недопустимо также превышение скоростей движения столов и перегрузка по режимам резания. Направляющие должны ежесменно очищаться от грязи, стружки, старой смазки и охлаждающей жидкости. Необходимо строго следить за режимом смазки, сортами применяемых смазочных материалов и их качеством. Неисправность насосов, забивка фильтров, прекращение или резкое уменьшение количества подаваемого масла может привести к нагреву и задирам направляющих и других пар трения. Все смазочные приборы должны быть отрегулированы на необходимую подачу смазки к каждой точке. Хороший эффект дает принудительная фильтрация масла, с этой целью необходимо устанавливать в системе смазки станка фильтры. Необходимо следить за наличием и исправностью различных защитных устройств. Они уменьшают количество абразивных примесей, попадающих в масло и на трущиеся поверхности направляющих. В качестве таких устройств применяются: щитки, скребки, фетровые стружкоочистители, войлочные или комбинированные резино-войлочные уплотнители, удаляющие стружку и грязь с направляющих. Войлок улучшает смазку направляющих, а резина уплотняет стык. Эти защитные устройства устанавливаются у торцов направляющих продольно-строгальных, продольно-фрезерных, расточных и других станков. У токарных станков они устанавливаются, например, впереди суппорта, к нижним его салазкам и предохраняют прежде всего переднюю направляющую станины. Часто у торцов направляющих устанавливают бронзовые скребки. Лучше эти скребки устанавливать перед резино-войлочными уплотнениями, в этом случае последние будут меньше изнашиваться. Необходимо постоянно следить, чтобы скребки и щитки были прижаты к направляющим пружинам с целью сохранения плотности в местах соприкосновения с направляющими, в противном случае эффект от их применения теряется. Установка вертикальных или горизонтальных щитков у торцов столов продольно-строгальных и продольно фрезерных станков предохраняет направляющие от попадания на них стружки и окалины, сбрасываемой резцами с обрабатываемого изделия. Горизонтальные направляющие станин расточных и токарных станков рекомендуется закрывать съемными деревянными щитами для защиты от падающей стружки и окалины. На крупных токарно-обдирочных станках тяжелая стружка, падая на направляющие, создает на станине мелкие забоины и царапины, которые могут служить в дальнейшем исходным очагом задира. В этом случае для предохранения направляющих устанавливают металлическую коробку для сбора падающей стружки. Во избежание повреждения направляющих тяжелыми коробками, к их дну снизу прикрепляют медные или деревянные рейки. При обточке тяжелых валков поперек направляющих кладут деревянные брусья, предохраняющие станину от возможного удара при падении валка во время его установки или снятия со станка. Поскольку направляющие должны хорошо противостоять истиранию, абразивному износу и задирам, то большое внимание должно уделяться выбору материалов трущихся поверхностей, подбору наиболее целесообразного их сочетания в паре трения. Выбранный материал не должен выкрашиваться, отслаиваться, наволакиваться на сопрягаемую деталь. Износ и задиры можно уменьшить не только подбором материалов трущихся пар, но и путем рационального взаимного их расположения при работе в машине. Если наиболее твердая деталь, имеющая меньшую поверхность, скользит по детали с большей поверхностью и меньшей твердостью, то такое расположение материалов при трении называют «прямой парой». Противоположное положение деталей при трении называют «обратной парой». Несмотря на то, что в трении участвуют одни и те же материалы, как показали опыты И. В. Крагельского и Д. Н. Гаркунова, при прочих равных условиях сила трения и износ у обратной пары оказывается меньше, чем у прямой. Значительно повышается износостойкость и сопротивление задирам при различных способах механического и термохимического упрочнения поверхностного слоя направляющих: закалке, цементации, азотировании, цианировании, диффузионном хромировании, сульфидировании, фосфатировании, наплавке износостойкими материалами, электроискровой обработке, тонком строгании с последующим уплотнением поверхности путем обкатки гладкими роликами и др. Сущность термохимических процессов упрочнения сводится в основном к насыщению поверхностного слоя различными элементами — углеродом, азотом, хромом и др. Эти элементы, переходя в поверхностный слой, придают ему твердость, износоустойчивость, антикоррозийность. Весьма эффективным средством борьбы с задирами является применение накладных направляющих — наделок на поверхностях трения — из цветных металлов и пластмасс, работающих обычно в паре с чугунными, реже стальными направляющими станины. Применение наделок позволяет устранить контактное охватывание и задиры. Наделки устанавливают на закрытых направляющих столов продольно-строгальных и продольно-фрезерных станков, стоек и платовин расточных станков, кольцевых направляющих карусельных станков, а также на нижние направляющие суппортов, бабок, люнетов и других узлов. Крепление наделок производится или винтами с потайными головками или путем приклеивания карбинольным клеем и клеем на основе эпоксидных смол. В качестве материалов для изготовления наделок применяют: текстолит металлургический марки Б, цинковый сплав ЦАМ 10—5, кордоволокнит графитизированный марки 1-Г, текстолит ПТ, гетинакс Б-8, древесно-слоистые пластики, винипласт и другие материалы. Особенно хорошо противостоят задирам направляющие с наделками из сплава ЦАМ 10—5. Широкое применение этого сплава для наделок с одновременным усовершенствованием систем смазки при модернизации оборудования на Уралмашзаводе позволило совершенно избавиться от задиров направляющих. Одновременно стало возможным значительное увеличение грузоподъемности таких станков и увеличение их производитель¬ности за счет повышения режимов резания. На фиг. 92 показан стол продольно- строгального станка, к направляющим которого прикреплены наделки 1 из сплава ЦАМ 10—5. Такие наделки в силу хороших антифрикционных свойств этого сплава обеспечивают работу станка без задиров. Кроме того, для повышения износоустойчивости большое значение имеет рациональная форма смазочных канавок на направляющих. Многолетние наблюдения за работой большого количества продольно-строгальных и продольно-фрезерных станков показывают, что при расположении смазочных канавок поперек направляющих, т. е. перпендикулярно направлению движения стола, даже при хорошей смазке происходит сильный абразивный износ и задиры направляющих. При поперечных смазочных канавках мелкие абразивные частицы— песок, окалина, стружка и пр.— затягиваются через закругленные их кромки в зазор между трущимися поверхностями и, не находя выхода, царапают эти поверхности. Царапины и риски превращаются затем в глубокие задиры по всей длине направляющих. Поэтому поперечное по отношению к направлению движения расположение смазочных канавок следует считать в большинстве случаев конструктивно неудачным и нежелательным.
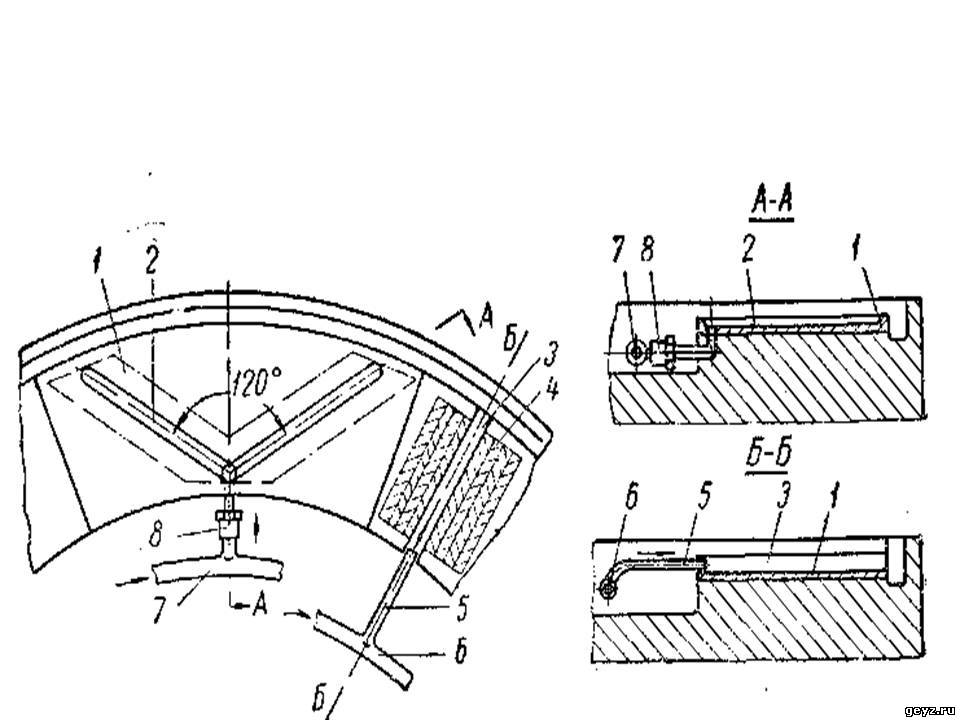
На Уралмашзаводе применяется форма смазочных канавок, показанная на фиг. 92. По концам направляющих прорезаются открытые смазочные канавки 2 под углом 20—30° к направлению движения. Абразивные частицы, проникшие с торца направляющих в зазор между поверхностями трения, попадают в эти сквозные канавки и вместе с маслом отводятся за пределы рабочей части направляющих, что в значительной степени снижает износ и задиры. Основные закрытые смазочные канавки 3 рекомендуется прорезать в форме ломаной линии с тем же наклоном или в форме пологой волнистой синусоидообразной линии. Такая форма канавок также затрудняет попадание абразивных частиц в зазоры между трущимися поверхностями, отводя их к краям направляющих, и тем предотвращает усиленный износ и задиры. Приведенная форма смазочных канавок выполнена на наделках многих продольно-строгальных и продольно-фрезерных станков в процессе их модернизации и показала хорошие результаты в эксплуатации. При применении наделок из пластмасс необходимо учитывать некоторые особенности их работы. Пластмассовые наделки при работе по чугуну хорошо прирабатываются и притираются до матового блеска, при этом не остается зазора для попадания смазки. Поэтому на всех направляющих с наделками необходимо два раза в год производить разбивку их (наводить «мороз») путем шабровки для создания углублений и зазоров для удержания масла. Смазку пластмассовых направляющих следует улучшать, расширяя и углубляя смазочные канавки в 1,5 раза, а где их нет — вводить принудительную смазку под давлением. Это особенно важно по¬тому, что коэффициент теплопроводности пластмасс в 180—200 раз ниже, чем у чугуна, и требуется усиленный отвод тепла. Наделки из текстолита, сплава ЦАМ 10—5 и некоторых пластмасс хуже ра¬ботают и тяжелее перемещаются при попадании на поверхности трения эмульсии и воды. Хорошим универсальным и притом экономичным средством борьбы с задирами направляющих станков, особенно уникальных, является улучшение смазки направляющих. На фиг. 93 приводится схема подвода масла и форма смазочных канавок на кольцевой направляющей планшайбы с наделками 1 из сплава ЦАМ10—5, внедренная на нескольких уникальных карусельных станках на Уралмашзаводе. До модернизации эти станки имели плоские чугунные направляющие станины и стола со сквозными радиальными канавками, что приводило к частым задирам направляющих. В ходе. модернизации на наделках была применена комбинированная система смазки — гидродинамическая и гидростатическая. Гидродинамическая смазка в данном случае обеспечивает возникновение подъемной силы за счет того, что по обе стороны каждой радиальной смазочной канавки 3 путем ступенчатого шабрения создают клинообразующие скосы 4 длиной 60—150 мм с уклоном 1 : 1500. В эти открытые смазочные канавки масло из коллектора 6 через патрубок 5 с открытым концом подается в большом количестве, что способствует хорошему отводу тепла. Гидростатическая подъемная сила возникает за счет подачи масла к направляющим под давлением от насоса через кольцевой маслораспределительный коллектор 7 и глухой патрубок 8 в закрытые У-образные смазочные канавки 2. Это улучшает работу направляющих в момент пуска станка и при работе его на малых оборотах. Наклонное положение канавок здесь также способствует предотвращению повышенного износа и задиров направляющих. Перевод станков на принудительную циркуляционную систему смазки, более совершенный подвод масла и рациональная форма смазочных канавок, установка фильтров для принудительной фильтрации масла находят широкое применение на практике при модернизации систем смазки.
Фиг. 93. Схема подвода масла и форма смазочных канавок на кольцевой направляющей планшайбы карусельного станка с наделками: 1 —наделки на направляющих; 2 — закрытая V-образна я смазочная канавка; 3 — открытая радиальная смазочная канавка: 4 — клинообразующие скосы со ступенчатым шабрением; 5 — открытый патрубок; 6,7 — кольцевые масло-распределительные коллекторы; 8—закрытый патрубок.
Так, в действующих станках, где имеются сквозные смазочные канавки на опорных направляющих, концы этих канавок целесообразно заглушать при помощи ввертышей или штифтов из антифрикционных металлов и масло подавать в них под давлением от насоса. При наличии расстояния между соседними открытыми смазочными канавками более 600—700 мм, между ними целесообразно прорезать дополнительные закрытые смазочные канавки: в случае прямолинейных направляющих — наклонные, а при кольцевых — У-образные. Для предотвращения задиров от случайных перебоев в подаче масла, целесообразно иметь по окружности кольцевых направляющих карусельных станков от 2 до 4 масляных карманов в виде углублений в станине ниже уровня поверхности трения. Кроме того, следует предусматривать постоянную разгрузку направляющих путем подъема планшайбы на 0,05—0,06 мм за счет подшипника— подпятника. Долговечность направляющих повышают также путем изменения относительной величины нагрузки на отдельные их грани. Это делают за счет изменения ширины той или иной направляющей, перенося таким образом часть нагрузки на другую направляющую, которая до этого меньше изнашивалась. Большой эффект в борьбе с задирами может дать применение тщательно очищенных масел с высокой вязкостью или масел со специальными маслянистыми и противозадирными присадками, а также применение суспензий масла с медно-свинцовым порошком.