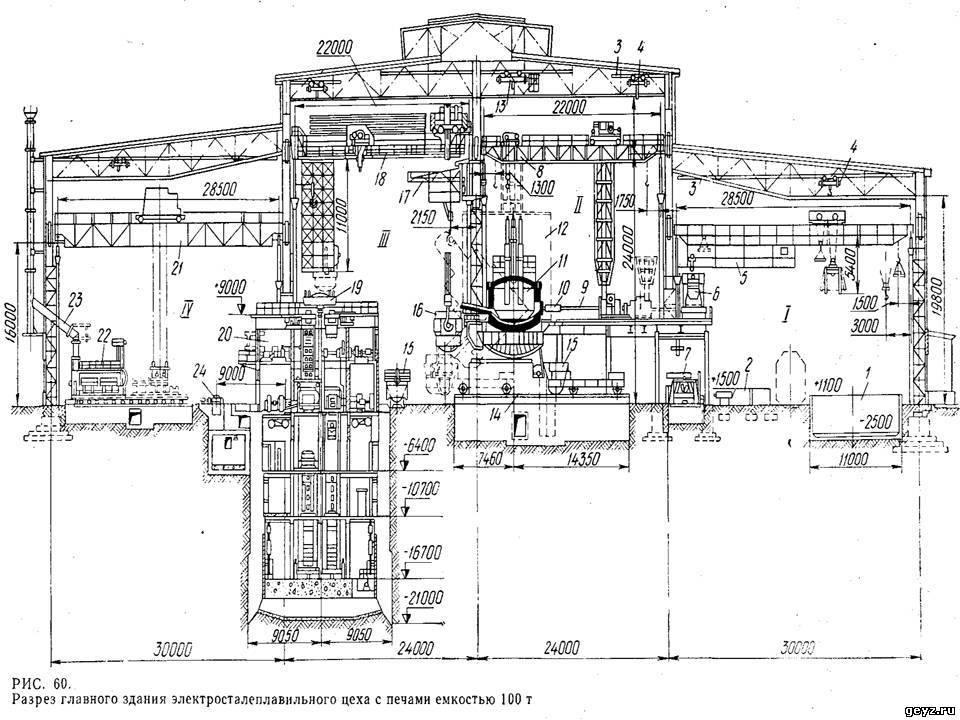
Современное состояние и пути дальнейшего роста производства стали в электропечах Непрерывное повышение производительности электрометаллургических цехов в результате увеличения емкости и мощности электропечей и внедрения новой технологии (применение кислорода, электромагнитного перемешивания жидкой стали, вакуумной обработки стали и сплавов, новых способов выплавки высококачественных сталей и сплавов и др.) может быть достигнуто только при постоянном совершенствовании основного и вспомогательного оборудования электрометаллургических цехов, создании высокопроизводительных машин и агрегатов, механизации трудоемких работ и автоматизации процессов выплавки стали и сплавов. В электросталеплавильном производстве емкость дуговых электропечей в СССР достигла 200 т при годовой производительности такой печи около 0,25 млн. т. Электросталеплавильное производство развивается также по линии резкого увеличения мощности трансформаторов. Технико-экономические показатели электропечей с увеличением мощности улучшаются. Так, например, по расчетам Гипромеза, применение электропечей емкостью 200 т вместо печей емкостью 100.т снижает удельные капитальные затраты на 4%, а производительность труда возрастает на 14%. Аналогичные цифры в улучшении технико-экономических показателей- следует ожидать при переходе на строительство печей ем-костью 300—400 т вместо печей емкостью 200 т. Перспективным является процесс прямого получения железа, минуя доменный процесс, включающий окомкование концентратов, обжиг окатышей в шахтных печах и.последующую их металлизацию. Железо восстанавливается конвертированием газов, в результате чего содержание железа увеличивается с 65—70 до 95%. Восстановленные окатыши поступают в камеру для хранения с нейтральным газом и затем для плавки стали в дуговых электропечах. Этот процесс принят в СССР для нового металлургического завода, намечаемого к строительству в Старом Осколе (на базе Курского месторождения руд). Рассмотренный процесс по мере роста производительности агрегатов для получения металлизованного сырья и мощности дуговых печей, очевидно, будет более экономичен, чем существующее производство стали с доменным процессом. в ближайшем разливка металлов в отдельные слитки при массовом производстве должна быть заменена непрерывным литьем. Эффективность процесса непрерывного литья еще более возрастает при объединении его с процессом прокатки в одном агрегате или в общем технологическом потоке. При этой технологии удается использовать первичную теплоту слитка для его деформации, исключить промежуточный склад металла и достигнуть полной непрерывности процесса от жидкого металла до готового проката. В последние годы в связи с техническим прогрессом в таких отраслях науки и техники, как авиация, ракетостроение, радиоэлектроника, ядерная техника и другие, резко возросла потребность в специальных легированных сталях и сплавах, обладающих различными специальными свойствами. Поэтому весьма актуальной является проблема дальнейшего совершенствования вакуумной плавки, а также применения новых методов плавки и создания для них совершенно новых конструкций печей. К таким новым методам относятся электрошлаковый переплав (ЭШП) расходуемых электродов в водоохлаждаемом кристаллизаторе, электронно-лучевой (ЭЛП) и плазменно-дуговой переплавы (ПДП). Устройство сталеплавильного цеха с печами емкостью 100 т В состав цеха входят: главное здание, двор изложниц, отделения раздевания слитков, охлаждения, чистки и смазки изложниц. Главное здание. Главное здание состоит из четырех пролетов: шихтового, печного, разливочного и склада слябов (рис. 60). Шихтовый пролет (/) служит для приема, хранения и отгрузки в цех шихтовых и Других материалов. Скрап и чушковый чугун помещают в заглубленные закрома /, ферросплавы — в наземные 2, сыпучие материалы — в переносные бункера 6. В кладовой, расположенной в торце пролета, хранят дорогостоящие ферросплавы и электроды для дуговых электропечей. Для помола кокса и ферросилиция в пролете установлены дробилки и бегуны 7. В шихтовом пролете проложены железнодорожные пути нормальной колеи, по которым перевозят материалы, взвешиваемые на весах железнодорожного типа и мульдовых весах. По обе стороны железнодорожного пути и на полу цеха установлены переносные бункера для сыпучих материалов. Пролет обслуживают краны 5, оборудованные траверсами для переноса бункеров и съёмными грузозахватными средствами: магнитом, многочелюстным грейфером и мульдовым захватом. Для перевозки штучных грузов применяют автопогрузчики. Из шихтового пролета шихту и другие материалы подают в печной пролет для выплавки стали. В печном пролете {II) установлены дуговые электропечи 11 с электроподстанциями 12. Для обслуживания печей на определенной высоте сооружена рабочая площадка с балконом, выходящим в шихтовый пролет.
На площадке расположены пульты управления, печи для подогрева шихтовых материалов и стеллажи для мульд. Под рабочей площадкой размещают склад огнеупоров, вентиляционные камеры и станцию для зарядки аккумуляторов автопогрузчиков, тележку со шлаковней 15, перемещающуюся по рельсам 14, электрическое оборудование (низкочастотные генераторы и т. д.). Части пролета у торцов здания, не перекрытые площадкой, используют для набирания сводов электропечей, уборки боя кирпича и других отходов производства, а также для подачи огнеупоров. В пролете установлены мостовые краны, предназначенные для загрузки шихты, и мульдозавалочный кран 8, оборудованный хоботом 9 для захвата мульды 10. В разливочном пролете (III) жидкий металл разливают из ковшей 16 непосредственно по изложницам или через промежуточный ковш 19 в специальную установку для непрерывной разливки стали 20. В пролете расположены два сквозных железнодорожных пути. Вдоль одного пути сооружена разливочная площадка, длина которой дает возможность устанавливать под разливку два состава тележек с изложницами. По другому пути вывозят отходы производства. Кроме того, в этом пролете размещены стенды для сталеразливочных ковшей, устройства для их сушки и сушила для стопоров; предусмотрены помещения для наборки стопоров, а также расположена установка для обработки стали в вакууме. Пролет оборудован мостовыми разливочными кранами 18 и настенным катучим консольным краном 17. На стыке разливочного пролета и склада слябов размещают установку 20 непрерывной разливки стали, верхняя часть которой возвышается над уровнем пола, а нижняя часть находится в колодце. Склад слябов располагают в последнем пролете {IV) главного здания. Слябы на склад поступают после их получения на установке для непрерывной разливки стали. В пролете установлены транспортный рольганг 24, печь 22 для отжига слябов с дымовой трубой 23 и стеллажи для складирования слябов. Для транспортировки слябов склад оборудован специальным краном 21. Для ремонта кранов всех пролетов к фермам здания подвешены монорельсовые пути 3 с электротельферами 4 п 13. Отделение раздевания слитков (стрипперное отделение). В стрипперном отделении затвердевшие слитки металла извлекают из изложниц, раздевают слитки при помощи трехоперационного стрипперного крана. Внутри здания проходят сквозные железнодорожные пути, по которым перемещаются составы с изложницами. Здесь же расположена яма, предназначенная для ремонта выталкивающих механизмов крана. Во дворе изложниц уложены сквозные железнодорожные пути для приема платформ с центровыми и тележек с поддонами и порожними изложницами. В здании предусмотрены площадка для сборки составов с изложницами, конвейеры для подачи сифонного кирпича, печь для сушки центровых, плита подогрева изложниц и стеллажи для сборки центровых. Под сборочной площадкой размещены склад сифонного кирпича и устройство для подогрева огнеупорных масс. В здании установлены мостовые краны. В отделении охлаждения, чистки и смазки изложниц установлен душ, выполненный в виде открытой однопролетной эстакады. Непосредственно за ним по пути следования составов с изложницами размещена установка для гидравлической чистки изложниц. Одновременно чистят две изложницы водой, подаваемой под давлением 500 Н/см^. Вода поступает через форсунки, вводимые внутрь изложниц: высокое давление создается насосной станцией, входящей в состав установки. Смазывают изложницы в специальном отделении при помощи машины для смазки изложниц. Через отделение смазки проходит сквозной железнодорожный путь, по которому подают составы с изложницами. Вдоль пути сооружена рабочая площадка для осмотра смазанных изложниц. Для передвижения составов тележек с изложницами применяют толкатель.