Всякая машина представляет собой сложное изделие, состоящее из совокупности собранных узлов и отдельных деталей, являющихся элементами собираемых машин. Детали в большинстве своем не устанавливаються на машину непосредственно, а предварительно собираются в узлы, последовательность сборки которых зависит от конструкции машины, а также от степени расчленения сборочных работ.
Узлом называют элемент машины (изделия), представляющий собой соединение некоторого количества деталей (первичных элементов машин) независимо от характера и метода их соединения. Основным характеризующим признаком узла является возможность его сборки обособленно от других элементов машины. В связи с этим в машине различают конструктивные и сборочные элементы. Условное выделение конструктивных элементов производится по функциональному назначению их в машине вне зависимости от порядка выполнения их сборки (например, механизмы распределения, регулирования и др.). При выделении же сборочных элементов необходимым условием является возможность их сборки отдельно и независимо от других элементов машины. В отдельных случаях конструктивные элементы отвечают и требованиям сборочных, тогда их называют конструктивно-сборочными.
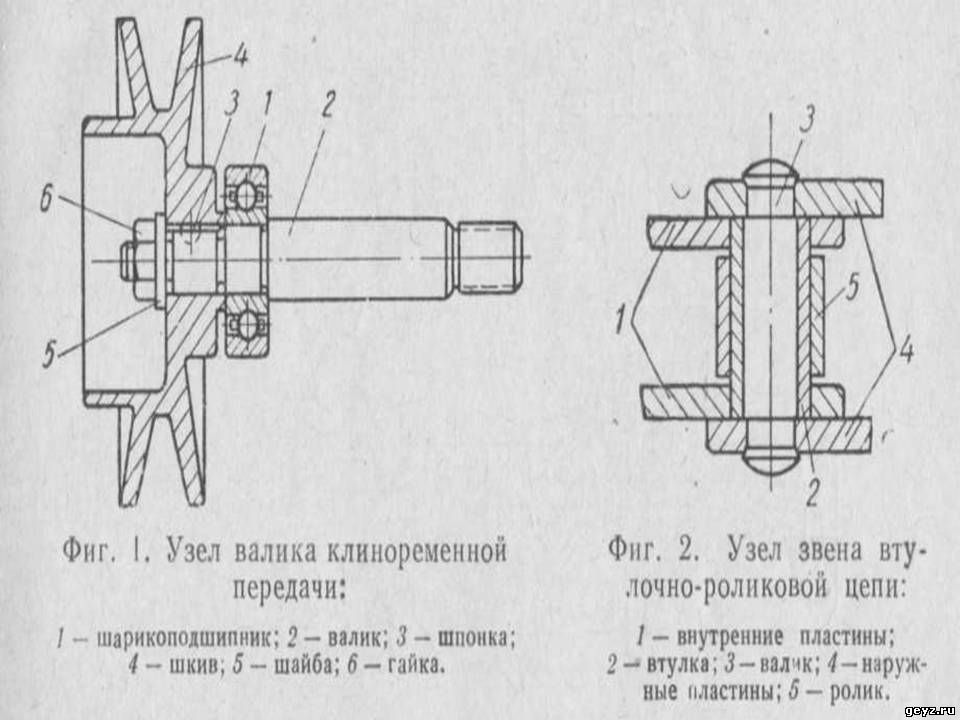
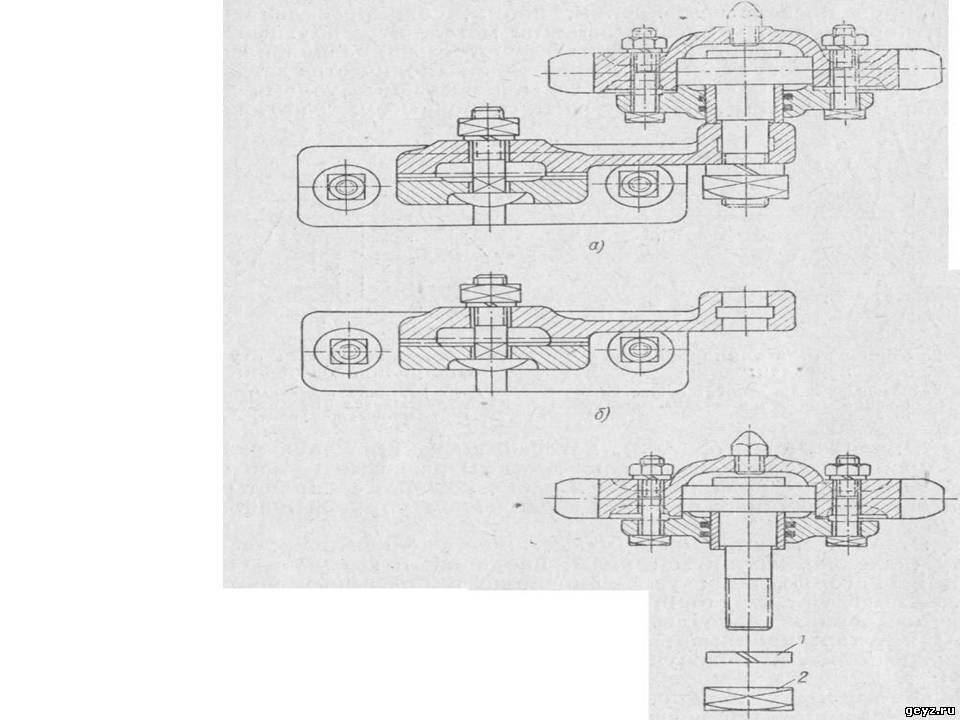
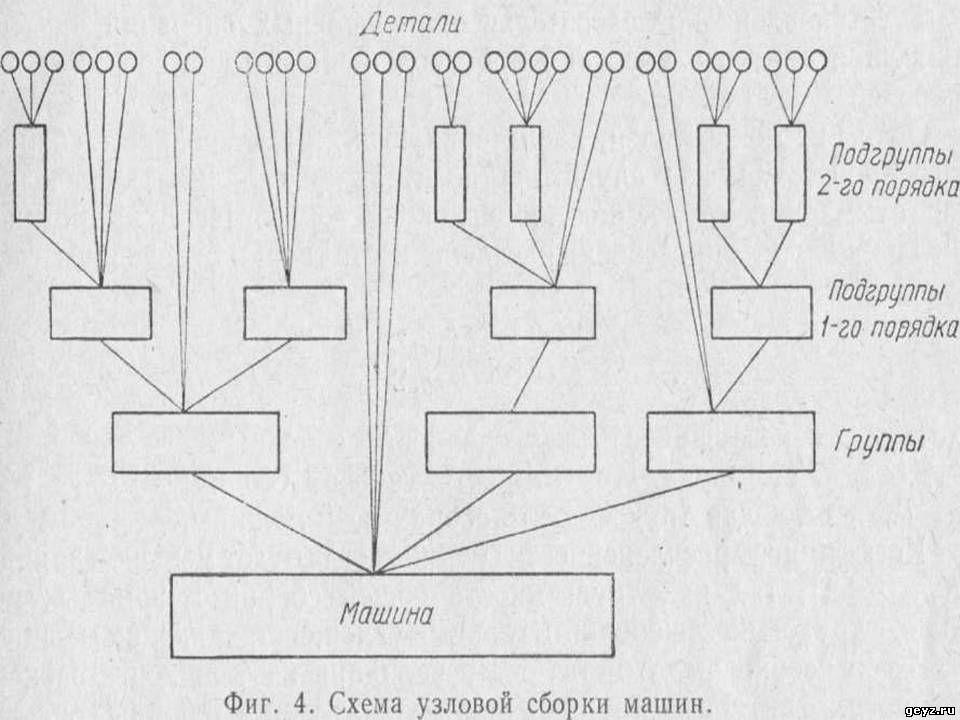
Различают два основных вида соединений деталей и узлов: 1) разъемное соединение, разборку которого производят при помощи рабочего инструмента или приспособления без нарушения целостности сопряженных и крепежных деталей (фиг. 1), и 2) неразъемное.соединение, разборка которого связана с разрушением одной или нескольких деталей (фиг. 2). Разъемные соединения осуществляются при помощи болтов, шпонок, штифтов и других крепежных деталей. Неразъемные соединения образуются посредством клепки, пайки, сварки, склеивания (например, карбинольным клеем), заливки металлом и другими подобными способами. Сборочные узлы бывают самой разнообразной формы и размеров и могут состоять из различного количества деталей. В узел могут входить более мелкие узлы, называемые узлами низших порядков. Примером может служить сборочный узел натяжной звездочки с кронштейном (фиг. 3), который состоит из двух узлов: узла б — кронштейна звездочки с поворотным рычагом и узла в — натяжной звездочки с подшипником и осью, которые собирают раздельно, а затем соединяют вместе с добавлением упругой шайбы 1 и гайки 2. Проф. В. М. Кован называет узлы, входящие непосредственно в машину (изделие), группами; узлы, входящие в группу, — подгруппами первого порядка; узлы, входящие в подгруппу первого порядка, — подгруппами второго порядка и т. д. В отдельных отраслях машиностроения сборочным узлам часто присваивают другие наименования, так, например, группу называют сборочной единицей первого порядка, подгруппу — сборочной единицей второго порядка и т. д. Основным мероприятием, позволяющим рационализировать сборочный процесс, является введение узловой сборки. Всю машину разбивают на ряд сборочных узлов, которые собирают каждый в отдельности (узловая сборка) и в собранном виде устанавливают на машину (окончательная сборка машины) В результате такой разбивки машину собирают не из отдельных деталей непосредственно; а из предварительно собранных узлов (групп, подгрупп) с добавлением деталей (болтов, клиньев, осей, штифтов и др.), служащих для соединения этих узлов между собой или для крепления их на машине. На фиг. 4 приведена развернутая схема узловой сборки машин, где группы, непосредственно входящие в окончательную сборку машины, состоят из подгрупп первого порядка, которые, в свою очередь, делятся на подгруппы второго порядка, состоящие из деталей первичных элементов собираемой машины. Из схемы видно, что в окончательную сборку машины, кроме групп, входят частично и отдельные детали, так же, как и в некоторые группы и подгруппы первого порядка.
Фиг. 3. Узел натяжной звездочки с кронштейном: а — общий вид у зля в сборе; б — кронштейн звездочки с поворотным рычагом; в — натяжная звездочка с подшипником и осью; 1 — пружинная шайба; 2 — гайка.
Введение узловой сборки, являющейся наиболее прогрессивной формой сборочных процессов, создает предпосылки для механизации и автоматизации сборочных процессов и позволяет специализировать труд сборщиков на определенных операциях, т. е. с большим эффектом использовать их квалификацию, поднять производи-тельность труда, улучшить качество сборки. Использование оборудования сборочных цехов также повышается в результате его специализации и оснащения пооперационными приспособлениями и инструментом. Длительность сборочного цикла при одновременной (параллельной) сборке узлов и специализации работ сокращается.
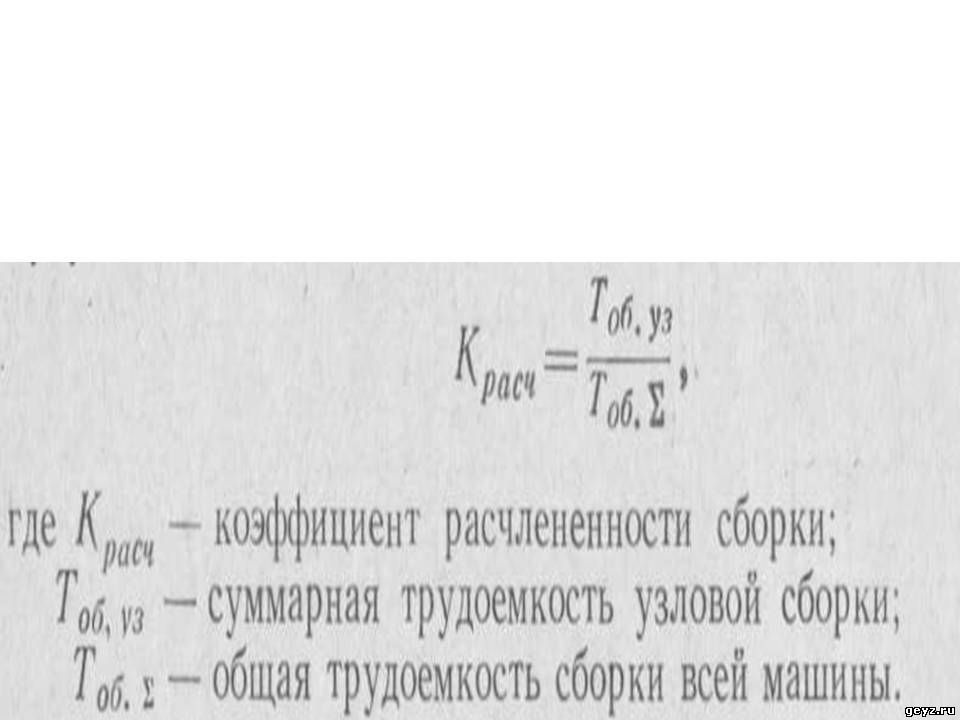
Последнее обстоятельство имеет большое значение при переходе на подвижную и конвейерную сборки, которые, в свою очередь, приносят ряд дополнительных преимуществ. Значительно улучшается использование производственных площадей и оборудования и увеличивается съем продукции с 1 м2 площади и с единицы оборудования. Высокие помещения, специально оборудованные стенды и краны большой грузоподъемности можно использовать при сборке больших узлов или при общей сборке; более мелкие узлы можно собирать в менее высоких помещениях, снабженных лишь местными подъемными средствами и т. д. Перечисленные выше преимущества далеко не полностью исчерпывают все возможности узловой сборки. Усилия новаторов производства, творчески применяющих передовые приемы работы, новую технику и рациональную организацию труда, вскрывают все новые и новые резервы производства, способствующие повышению производительности труда и улучшению качества работы. Технологический процесс сборки включает совокупность операций, направленных на получение целой машины из отдельных деталей и узлов. Сборочной операцией называют часть технологического процесса сборки, выполняемую над одним узлом или над совокупностью одновременно собираемых узлов, на одном рабочем месте непрерывно одним или группой сборщиков. Сборочная операция является основной единицей производственного планирования. Одной из существенных характеристик сборочного процесса является степень его расчлененности. В зависимости от конструкции машины и организационных форм сборки (см. гл. XII «Основные вопросы проектирования технологического процесса сборки машины») при разработке технологического процесса сборки должна быть установлена последовательность сборочных операций, обеспечивающая наиболее короткий производственный цикл сборки и высокое ее качество. Одним из показателей, характеризующих расчлененность сборочного процесса, может служить относительная величина, определяемая суммарной трудоемкостью узловой сборки. Н. А. Бородачев предложил для определения расчлененности сборки следующую формулу:
Коэффициент расчлененности сборки всегда будет меньше единицы (Красч < 1), так как трудоемкость общей сборки машины всегда больше трудоемкости сборки отдельных узлов,составляющих машину. Здесь необходимо отметить, что величина коэффициента зависит от многих факторов — от сложности конструкции машины, организационно-технического уровня развития машиностроительного предприятия, оснащенности сборочного процесса и степени его механизации, требуемой точности сборки и т. п. Выразить влияние всех этих факторов какой-то математической зависимостью практически невозможно. Поэтому при проведении анализа рекомендуется сопоставлять соответствующие показатели по аналогичным операциям сборки подобных конструкций, уже освоенных производством.