Главная » 2013 » Май » 10 » Смазка металлорежущего оборудования.
22:01
Смазка металлорежущего оборудования.
СМАЗКА МЕТАЛЛОРЕЖУЩЕГО ОБОРУДОВАНИЯ
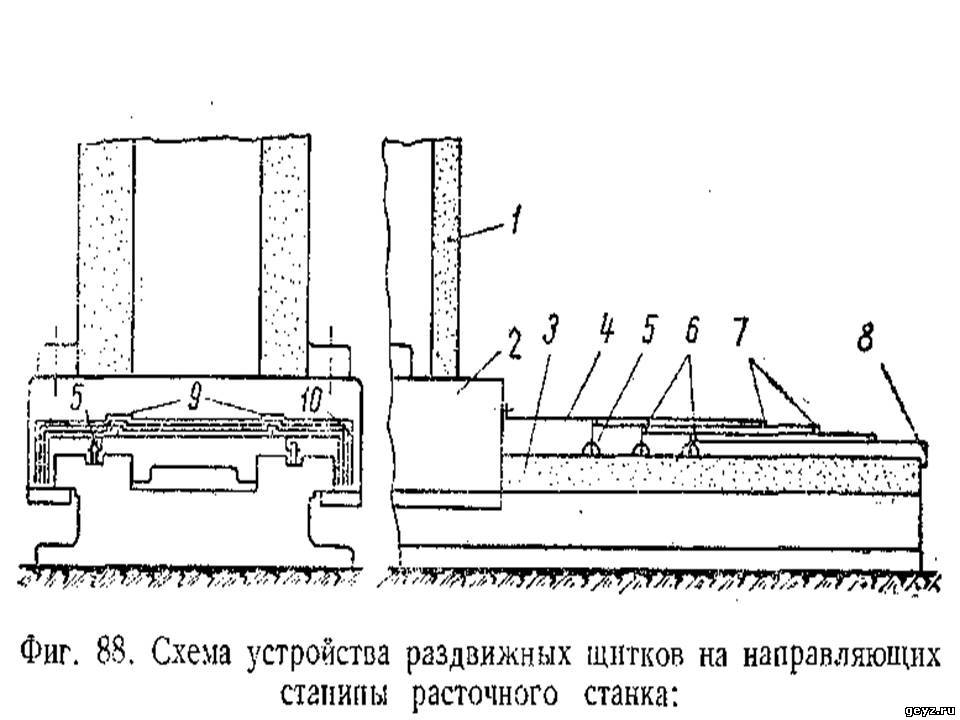
« В главах III и IV были рассмотрены системы, режим смазки и гмазочные устройства различных узлов и механизмов металлорежущих станков. Поэтому ниже приводятся только наиболее арактерные особенности и краткие практические рекомендации о смазке той или иной группы станочного оборудования.» Токарные станки в зависимости от их мощности смазываются маслом индустриальным 30, а при высоте центров свыше 100 мм —индустриальным 45 или 50. Отдельные точки смазываются солидолом УС-2. Если имеется гидросистема, то ее заливают аслом индустриальным 20. В качестве охлаждающей жидкости применяется обычно эмульсия с концентрацией эмульсола от 3 до 8% в зависимости от характера обработки. Смазка шестерен, подшипников и шпинделя передней бабки осуществляется разбрызгиванием при погружении нижних шестерен в масляную ванну или поливанием от насоса через маслораспределитель. На новых высокооборотных станках подшипники валов и шпинделя смазываются под давлением от насоса. Смена масла должна производиться через каждые 3—4 месяца. Для смазки механизмов коробки подач еще очень распространена проточная смазка от групповой фитильной масленки, которую следует заливать не реже 2 раз в смену. Применяется также смазка от насоса поливанием или разбрызгиванием. Механизм фартука смазывается различными способами: от насоса через маслораспределитель, погружением в масляную ванну, от групповых приводных масленок или через проточные масленки ручной смазки. Регулярно следует смазывать механизмы каретки, салазок задней бабки, люнетов и гитары. Особое внимание нужно обращать на чистоту и смазывание направляющих станины, фартука, суппортов, кареток, ходового винта и ходового вала. Перед началом работы на станке суппорта следует несколько раз передвинуть в обе стороны, протереть и смазать направляющие и винты, заполнить маслом все масленки, смазать кулачки люнетов и центр, проверить работу насоса, залить резервуары лубрикаторов и несколько раз повернуть вручную их рукоятки, очистить фильтр. При переходе с обработки стальных изделий с охлаждением на обработку чугунных и наоборот направляющие следует очистить от стружки, окалины и пыли, тщательно протереть и смазать. Тяжелые металлические коробки для сбора падающей стружки можно ставить на направляющие крупных токарных станков только в том случае, если к дну коробок привинчены или приклепаны медные полоски или деревянные рейки. Этим направляющие предохраняются от царапин и забоин. Карусельные станки имеют обычно общую циркуляционную систему смазки с подачей масла под давлением от насоса на опорные кольцевые направляющие станины и планшайбы и коробку скоростей. В зависимости от конструкции опорных направляющих, наличия разгрузочных приспособлений, режимов работы карусельные станки смазываются следующими маслами: а) при диаметре планшайбы до 1600 мм — индустриальным 30; б) при диаметре 1600—4500 мм — индустриальным 45 или 50; в) при диаметре 4500—9000 мм и более — маслом с вязкостью 8,5—9,5° ВУ5 (моторное и др.). Этими же сортами масел не реже двух раз в смену и при каждом быстром перемещении смазываются и направляющие стоек, поперечины, вертикальных и боковых суппортов, а также винты этих узлов. Коробки вертикальных и боковых суппортов заливаются обычно маслом индустриальным 30 или 45. Смазка механизмов производится от шестеренчатого или плунжерного насоса, находящегося внутри суппорта, от групповых проточных масленок или через систему маслопроводов с питателями от ручного насоса. Масло в коробках суппортов сменяется через 3—4 месяца. Необходимо регулярно смазывать механизмы, расположенные на подвижной и верхней поперечинах станка (редукторы, механизмы подач, винты и пр.). Так как карусельные станки имеют сложную систему смазки и большое число смазываемых точек, на рабочем месте обязательно должен быть паспорт станка и инструкция по его смазке. Емкость основных масляных резервуаров крупных карусельных станков достигает 800 кг и более, поэтому смена масел в них производится через 6—12 месяцев в зависимости от результатов лабораторных анализов, которые рекомендуется делать раз в три месяца. Для карусельных станков особенно важно ежедневно следить за наличием, качеством и подачей масла на смазку опорных направляющих планшайбы, не допускать нагрева и коробления их вследствие неправильной установки и крепления обрабатываемой детали. Необходимо строго следить за показаниями контрольных приборов и исправной работой насосов, регулярно очищать фильтры. Для фрезерных станков важно следить за наличием и уровнем масла в циркуляционной системе смазки (индустриальное 30) и гидросистеме (индустриальное 20). Для смазки направляющих фрезерной головки, стола, салазок, винтов подъема и перемещения стола установлены масленки с войлочной или суконной набивкой, которые заливаются маслом два-три раза в смену. Наиболее ответственными узлами являются механизмы коробки подач и скоростей, на смазку которых необходимо обращать особое внимание, а также следует обеспечивать исправную работу насосов и каждую смену очищать пластинчатый фильтр путем поворота рукоятки патрона на несколько оборотов. Для охлаждения фрезы и изделия применяют 5—8%-ную эмульсию. Разбрызгивание и утечка эмульсии на пол не допускаются. Сверлильные станки, имеющие циркуляционную систему смазки, заливают маслом индустриальным 30, гидросистему — индустриальным 20. Отдельные точки смазываются солидолом УС-2 через колпачковые масленки. На смазку подшипников шпинделя, коробки скоростей и подач у вертикально-сверлильных станков требуется обращать особое внимание. У радиально-сверлильных станков 2—3 раза в смену необходимо смазывать винт перемещения и направляющие консоли, особенно потолочные и наклонные. Необходимо регулярно наблюдать за наличием масла в шпиндельной бабке и не допускать утечки его через узел шпинделя, каждую смену смазывать колонну, винт подъема консоли и детали механизмов зажима и поворота ее. Для охлаждения применяется 3—5%-ная эмульсия. У продольно-строгальных и продольно- фрезерных станков направляющие станины, стола, колонны, поперечины и суппорта, а также винты подъема поперечины и перемещения суппорта смазываются обычно маслами индустриальным 45 или 50, а у тяжелых станков — маслом с вязкостью до 9,5Ч ВУ50, например моторным Т. Перед быстрым перемещением стола, поперечины или суппорта производится обязательная чистка и смазка соответствующих направляющих и винтов, особенно нельзя забывать о смазке потолочных, наклонных, боковых и вертикальных направляющих с обратной стороны стоек станка. Для защиты от попадания на направляющие стола стружки и окалины по его торцам устанавливают вертикальные щиты. Шестерни редуктора привода стола смазываются маслами индустриальным 45, 50 или моторным Т, а при наличии червячной передачи — цилиндровым 38 или 52. Резервуары механизмов боковых и вертикальных суппортов заливаются маслом индустриальным 30 до уровня маслоуказателя; их смазка в зависимости от конструкции осуществляется разбрызгиванием или насосами, расположенными внутри суппортов. Гидросистема заливается маслом индустриальным 20. Отдельные точки смазываются солидолом УС-2 через колпачковые масленки, которые следует поворачивать на один оборот 2 раза в смену. Подшипники качения заполняются смазкой 1—13 один раз в 6—8 месяцев. Для охлаждения применяют эмульсии с концентрацией от 5 до 10%, Нельзя допускать их попадания на направляющие и в систему смазки. Разбрызгивание эмульсии устраняется специальными жестяными щитками. Отверстия для стока ее систематически прочищаются. Таким образом, в этой группе станков одновременно применяется до 5 сортов смазочных материалов и в связи с конструктивными особенностями разных узлов обычно не удается уменьшить число сортов без ущерба для работы механизмов. Для обеспечения бесперебойной работы необходимо следить за уровнем масла в резервуарах, за исправной работой насосов, за смазкой редукторов и подшипников валов перемещения поперечины и других механизмов, расположенных в верхней части станка, за смазкой подшипников и гильз шпинделей каждой шпиндель¬ной бабки. Каждую смену нужно очищать фильтры. Уход за направляющими и винтами аналогичен уходу за ними в группе карусельных станков. Шлифовальные станки в большинстве случаев имеют гидросистему объемом 60—100 л, заливаемую маслом индустриальным 20 или турбинным 22. Особое внимание в этих станках следует уделять смазке подшипников шпинделя шлифовального круга и смазке направляющих. Абразивная пыль не должна попадать в систему смазки и на трущиеся части. С этой целью направляющие защищают специальными лентами (стальными или прорезиненными) и применяют отсос пыли от шлифовального круга, если работают без охлаждения. В качестве охлаждающих жидкостей применяют эмульсию низкой концентрации (до 0,5%), водный раствор с содержанием 0,25—0,35% кальцинированной соды и 1,2—2,0% нитрита натрия и др. В резьбошлифовальных станках для охлаждения резьбы во избежание ее прижигания применяют маловязкие масла типа велосит, трансформаторное, индустриальное 12, веретенное АУ или же их смеси. Для магнитных столов плоскошлифовальных станков применяют трансформаторное масло. В расточных станках горизонтальные направляющие станины перед каждым быстрым перемещением колонны смазываются маслом индустриальным 45 или 50. К нижним опорным направляющим колонны масло подается от насоса или лубрикатора, а вертикальные направляющие смазываются тем же маслом до трех раз в смену, в зависимости от характера работы, но обязательно при каждом быстром перемещении шпиндельной бабки. Регулярно нужно следить за смазкой вертикальных направляющих, расположенных сбоку и с обратной стороны колонны. В шпиндельную бабку заливаются, в зависимости от мощности станка, масла индустриальное 30 или 45. Утечки масла в разъемах бабки и через узел гайки винта ее подъема не допускаются. Охлаждение режущего инструмента при расточке применяется редко. Горизонтальные направляющие станины в целях защиты их от падающей стружки рекомендуется закрывать деревянными настилами и следить за их чисткой и смазкой, не допуская ржавления. На фиг. 88 приводится оригинальная схема раздвижных металлических щитков для защиты горизонтальных направляющих станины. При движении колонны 1 по станине 3 опорная плита 2 перемещает прикрепленный к ней верхний щиток 4, увеличивая или сокращая общую длину скользящих друг по другу нижележащих щитков. Во время удлинения выступающие ребра б и 7 зацепляют друг за друга, а упорное ребро 8 нижнего щитка — за станину станка. На концах щитков имеются ролики 5, катающиеся по дорожкам нерабочей части направляющих. В продольном направлении щитки взаимно центрируются ребрами 9, а отогнутыми буртами 10 они надежно защищают направляющие от попадания грязи сбоку. Поскольку смазка направляющих централизована и автоматизирована, то требуется лишь периодическая их чистка, для этого все щитки сдвигаются в одну сторону, верхний из них отвинчивается, колонна перемещается, и производится чистка и смазка направляющих. В зубообрабатывающих станках баки маслосистемы заливают обычно маслом индустриальным 30, а систему охлаждения— сульфофрезолом, а также маловязкими маслами (индустриальное 12, 20, 20В) или эмульсией повышенной концентрации (8—15%).
Смазка направляющих долбяков, механизмов деления, суппортной стойки и перемещения стола, его направляющих и подшипников шпинделя фрезы должна производиться регулярно. Попадание охлаждающей жидкости в систему смазки не допускается. Во избежание перелива ее через кромки стола следует своевременно очищать от стружки сетки и отверстия для стока этой жидкости. В станках с большим количеством точек ручной смазки рекомендуется группировать их по узлам и переводить на смазку посредством групповых масленок и лубрикаторов. Протяжные станки, как правило, имеют гидросистему емкостью от 300 до 800 кг, которую следует заливать маслом индустриальным 20, 30 или турбинным 22 и 30. Необходимо следить за исправностью гидронасоса, не допускать утечки масла и сменять его через 3 месяца. В качестве охлаждающей жидкости применяют обычно эмульсии повышенной концентрации (10—15%), реже — сульфофрезолы. У долбежных и поперечно-строгальных станков важно обеспечивать регулярную смазку направляющих ползунов — вертикальных у долбежных станков и горизонтальных — у поперечно-строгальных. Они смазываются маслом индустриальным 30 или 45 от шестеренчатых или ручных насосов или через проточные масленки, заливаемые 3 раза в смену. Долбежные станки часто имеют гидросистему, работающую на масле индустриальном 20 или турбинном 22. Смазка направляющих стола обеспечивается до 3 раз в смену ручным насосом или путем заливки Масленок. При работе следует обращать внимание на смазку короток скоростей и подач, механизма привода ползуна и узлов, расположенных в верхней части станка. Пилы холодной резки металла имеют обычно гидросистему, работающую на масле индустриальном 20 или 30. Зубья пилы и разрезаемая деталь охлаждаются эмульсией с концентрацией 8—15%. Автоматические станочные линии чаще всего имеют смешанную смазку. Каждый станок в линии имеет самостоятельную систему смазки с отдельными смазочными приборами, а транспортная система часто имеет централизованную густую или жидкую смазку. Подача охлаждающей жидкости обычно также осуществляется централизованно от одного насоса. Для группы однотипных станков, входящих в автоматическую линию и выполняющих сходные по характеру и режиму операции, целесообразно организовать централизованную подачу масла от одного смазочного прибора ко всем станкам данной группы. Это повысит Надежность смазки и облегчит уход, уменьшит количество смазочных приборов и их электроприводов, что повысит степень использования электроэнергии (косинус фи) в цехе. За счет этого можно установить параллельно включенный запасный смазочный прибор ~ля данной группы станков, на который немедленно переключается смазка станков при выходе из строя или ремонте основного смазочного прибора. Аналогично может быть централизована подача масла в гидросистеме группы сходных по конструкции и режиму работы станков. Подачу охлаждающей жидкости ко всем станкам в линии и даже о всем цехе целесообразно централизовать. Централизованная подача масел и охлаждающих жидкостей К станкам, входящим в автоматические и поточные линии, даст возможность исключить из эксплуатации большое количество индивидуальных насосов и электродвигателей к ним, что приведет к экономии средств от сокращения работ по ремонту и обслуживанию их и обеспечит значительную экономию электроэнергии. ! Все приведенные выше рекомендации по смазке металлорежущих станков не следует рассматривать шаблонно, как единственно возможные, так как в зависимости от конкретных местных условий эксплуатации