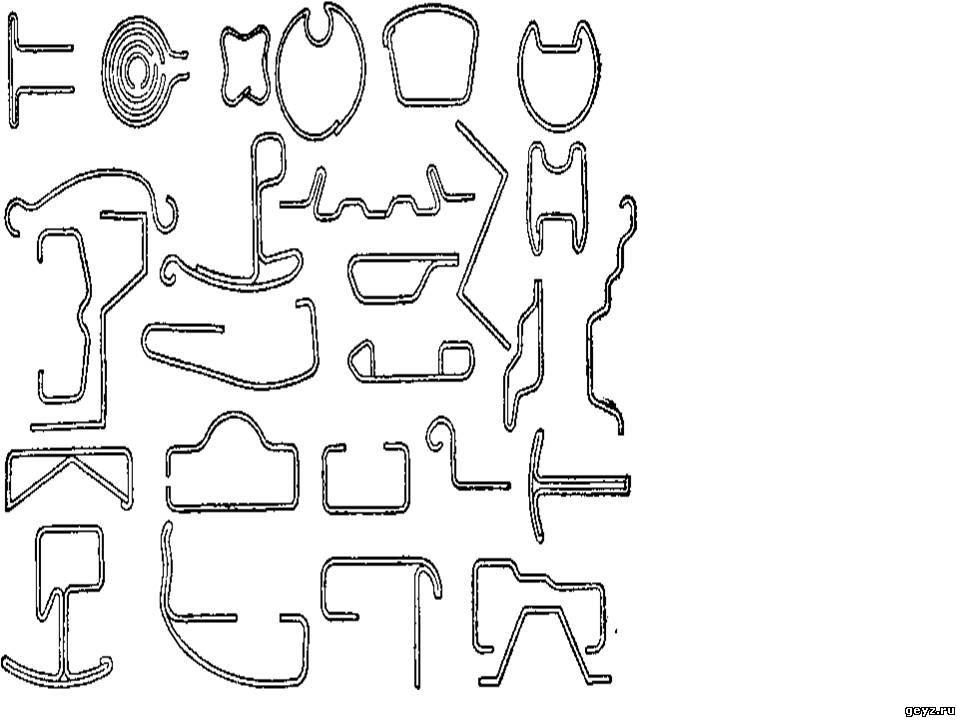
Фасонные гнутые стальные профили Ряд ширин исходных заготовок (лист, лента, полоса), из которых изготовляются фасонные профили, в мм: 32; 36; 40; 45; от 50 до 120 —через каждые 10 мм; от 120 до 220 — через каждые 20 мм; 250; 280; 320; 360; 400; 450; 500; 550; от 600 до 1200— через каждые 100 мм; 1400; 1600. Толщина профиля в мм: 2—3 при ширине исходной заготовки до 10О мм; 2—7 при ширине 120—220 мм; 3—16 при ширине 250—1600 мм. Вертикальные (по условиям профилирования) размеры поперечного сече¬ния профилей не должны превышать 250 мм. Допускаемые отклонения по толщине профилей принимаются по ГОСТ 3680-57, ГОСТ 5681-57 (см. стр. 85) и др. в зависимости от стали, из которой изготовлены профили. Допускаемые отклонения по прочим размерам — по ГОСТ 8281-57 (см. стр. 37). Радиусы внутренних закруглений для всех профилей из углеродистой стали R ~d; для профилей из низколегированной стали: R = 1,5d при толщине d < 5 мм; R = 2,0^ при d = 6 -- 10 мм; R = 3,0мм при d > 10 мм. Профили изготовляются немерной длины от 3 до 12 м, а также мерной длины > 3 м (кратной 0,25 м) с допускаемыми отклонениями: -(-40 мм при длине до 6 ж и -j-80 при длине свыше 6 м. Допускаемая кривизна профилей равна 1,0 мм на 1 пог. м. Материал профилей — горячекатаная и холоднокатаная отожженная листовая, ленточная и полосовая сталь марок Ст. 0; Ст. 1; Ст. 2; Ст. 3 по ГОСТ 280-57, марок от 0,8 до 25 по ГОСТ 1050-57, марок низколегированной стали а < 50 кГ I мм2.