СОЕДИНЕНИЕ ДЕТАЛЕЙ ПРЕССОВОЙ ПОСАДКОЙ ПРИ ПОМОЩИ ТАРИРОВАННОГО УДАРА
В современных конструкциях можно встретить запрессовываемые детали конической формы (конические направляющие в двигателях внутреннего сгорания, седла клапанов, зубчатые колеса на конических валах, конические штифты, соединяющие муфты и эксцентрики с валами, шатуны с кольцами в обувных машинах и пр.). Правильность сопряжений в паре
... Читать дальше »
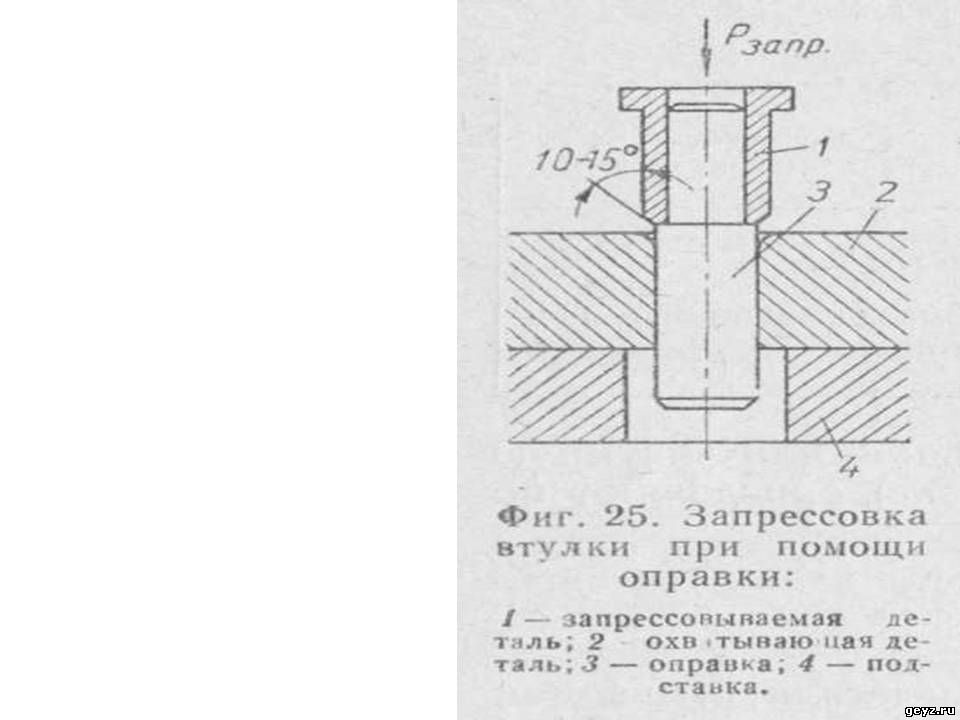
СОЕДИНЕНИЕ ДЕТАЛЕЙ ПРЕССОВОЙ ПОСАДКОЙ В ХОЛОДНОМ СОСТОЯНИИ
Операция соединения деталей прессовой посадкой в холодном состоянии заключается в том, что охватываемую деталь под давлением пресса вводят в отверстие охватывающей детали (запрессовка) или, наоборот, охватывающую деталь насаживают ее отверстием на охватываемую деталь (напрессовка). Повторяемость запрессовок и выпрессовок при разборке и сборк
... Читать дальше »
Соединения деталей, осуществляемые запрессовкой, имеют весьма широкое распространение. К числу наиболее известных запрессовываемых деталей относятся стальные и бронзовые втулки, подшипники валов, муфты, пальцы, оси, штифты и др. При сборке прессовых соединений посадка деталей всегда производится с натягом.
СБОРКА С ИНДИВИДУАЛЬНОЙ ПРИГОНКОЙ ДЕТАЛЕЙ ПО МЕСТУ
Сборка с пригонкой деталей по месту заключается в том, что установленный предел точности замыкающего звена в размерной цепи достигается изменением величины одного из заранее намеченных звеньев путем снятия дополнительного слоя материала.
Фиг. 15. Винтовой компенсатор распределительного механизма двигателя внутренн
... Читать дальше »
При большом числе звеньев размерной цепи и малом допуске замыкающего звена (зазора или натяга) необходимая для полной взаимозаменяемости точность изготовления деталей может в значительной степени усложнить производство и далеко выйти за пределы экономически целесообразной точности. В таких случаях приходится либо отказаться от полной взаимозаменяемости, допуская пригонку деталей по месту, либо вводить в конструкцию механизма гот или другой вид компенсатора, позволяющего регулировать н определенных пределах один из размеров. Такую регулировку называют компенсацией, а деталь, подбираемую в размерной цепи пли специально вводимую в це
... Читать дальше »
Сборка с применением подбора деталей, благодаря расширению допусков на все звенья размерной цепи, позволяет экономичнее изготовлять детали. Этот метод основан на учете вероятностей отклонений размеров, составляющих размерную цепь, причем возможно получение некоторого количества узлов, выходящих за установленные пределы точности. Предполагая, что все отклонения размеров составляющих звеньев являются случайными и взаимно независимыми, подсчет допуска замыкающего звена (зазора или натяга) производится по формуле
СБОРКА С ПРИМЕНЕНИЕМ СОРТИРОВКИ ДЕТАЛЕЙ (Метод группового подбора)
При необходимости весьма высокой степени однородности посадок (без дополнительной пригонки деталей), чтобы не удорожать производство назначением излишне строгих допусков, сборку ведут путем подбора (предварительной сортировки деталей). Таким образом, этот метод сборки применяется там, где по условиям работы деталей требуется зазор или натяг в более узких пределах, чем получаемый из основных размеров деталей с учетом допусков на их изготовление. В таком случае требуемые конструкцией зазор или натяг получают не за счет изготовления деталей с минимальными допусками, а путем соответствующего подб
... Читать дальше »
Две или несколько деталей (узлов) взаимозаменяемы, если для установки любой из них на машину не требуется никакой дополнительной обработки и пригонки, т. е. нужно только соединить детали без всякого подбора и зазор или натяг получается с заданной точностью.
Фиг. 7. Геометрическая схема размерной цепи главного вала зат
... Читать дальше »
Современный этап в развитии советского машиностроения характеризуется значительным ростом производства высокопроизводительных и точных машин. Одновременно с этим происходит непрерывное улучшение качественных показателей, находящее свое конечное выражение в снижении себестоимости и увеличении надежности и срока службы машин в эксплуатации. Основной предпосылкой качественной и высокопроизводительной сборки является изготовление деталей с заданной точностью сопрягаемых размеров, определяемой установленными допусками. Величины допусков на неточность изготовления, номенклатура соответствующих классов точности и посадок должны выби
... Читать дальше »
ТОЧНОСТЬ СБОРКИ МАШИН И ИСТОЧНИКИ ПОГРЕШНОСТЕЙ, ВЛИЯЮЩИХ НА ТОЧНОСТЬ СБОРКИ
В общем комплексе вопросов производства машин определенного качества точность сборки является одним из основных условий, определяющих безотказность выполнения машиной основных функций, для которых она предназначена. Все конструктивные и технологические решения, связанные с нормами точности, должны быть направлены к осуществлению взаимодействия всех частей механизмов машины в соответствии с заданными техническими требованиями наиболее производительными и экономичными методами и способами. Для того чтобы собрать машину или механизм из отдельных деталей, необходимо эти детали скомпоновать в зв
... Читать дальше »